

ВПРАВА 1. Визначення потреби в інструменті в залежності від об’єму операцій з врахуванням кількості робочих (бригад)
Вихідні дані:
Трубопроводів – 45000 м
Діаметр трубопроводів – 152 мм
Металоконструкцій – 130 т
Тип виготовлення металоконструкцій – виготовлення безпосередньо на монтажній площадці.
Затяжка різьбових з’єднань – 225000 шт
Тривалість виконання в змінах – 130
Співвідношення довжини:
Трубопроводів – 1,0
Металоконструкцій – 1,2
Усереднена товщина зварних елементів S – 10 мм
Розрахунок:
І етап. Визначення потреби в інструменті виходячи з об’єму операцій
а) при монтажі трубопроводів необхідно в середньому на 100 м труб діаметром 100…150 мм виконати 32 різи зі зняттям фаски для встановлення відводів, 19 – для фланців, 3 – для переходів, 9 – для патрубків, 5 – для стикування труб та 4 – для підгонки вузлів.
Загальна кількість перерізів на 100 м труби становить:
 різа.
різа.
Таким чином, загалом необхідно обробити кінцівки труб з загальною довжиною кромки:
 ,
,
де
 − діаметр трубопроводу, м;
− діаметр трубопроводу, м;
 – загальний об’єм операцій, який
виконується при монтажі трубопроводів.
– загальний об’єм операцій, який
виконується при монтажі трубопроводів.
При монтажі металоконструкцій на 5 т конструкцій виробничого виготовлення та 1 т тих, що виконуються на безпосередньо на монтажній площадці приходиться приблизно по 1 м різа та по 0,5 м2 зачистки.
Таким
чином, при загальному об’ємі монтажу
металоконструкцій
 необхідно виконати:
необхідно виконати:
перерізів, м:
де
 –
приведена маса металоконструкцій на
яку приходиться 1 м різу та яка залежить
від виду виготовлення металоконструкцій,
;
–
приведена маса металоконструкцій на
яку приходиться 1 м різу та яка залежить
від виду виготовлення металоконструкцій,
;
–
зачистки, м2:
 ;
;
Витрати електродів обраховуються на підставі розрахунку: довідковий посібник «Зварка і родинні технології» ін-т Е.О. Патона.
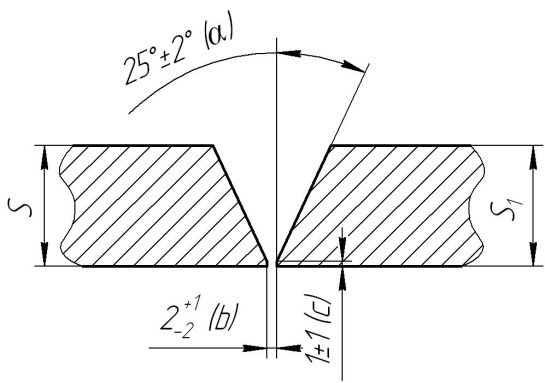
При обрахунку зварних швів умовно вважаємо, що зварні шви виконані з параметрами стикового шва типу С17 ДСТУ 5264–80 (рис.1.1).
а |
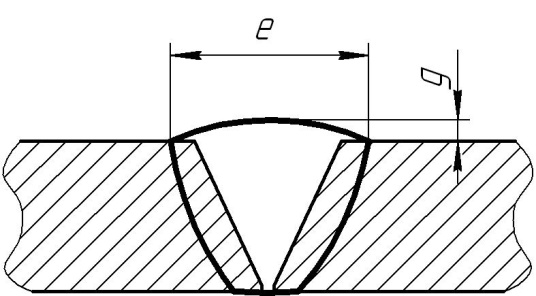
б |
Рис. 1.1. Конструктивні елементи стикового шва типу С17 ДСТУ 5264–80: а – підготовлених кромок зварюваних деталей; б – зварного шва
Площа поперечного перетину наплавленого металу шва даного зварного з'єднання (С17) визначається за формулою:
де
Маса наплавленого металу на 1 м шва визначають по формулі:
|
|
 ,
, – геометричні розміри перерізу
зварного шва .
– геометричні розміри перерізу
зварного шва . .
. ,
,
де
 – площа поперечного перетину наплавленого
металу шва даного зварного з'єднання,
– площа поперечного перетину наплавленого
металу шва даного зварного з'єднання,
 – щільність металу, прийнята для
вуглецевих і низьколегованих сталей
рівною 7850 кг/м3;
– щільність металу, прийнята для
вуглецевих і низьколегованих сталей
рівною 7850 кг/м3;
 – довжина шва, яка дорівнює 1 м.
– довжина шва, яка дорівнює 1 м.
Нормативна витрата електродів на 1кг наплавленого металу в загальному вигляді визначається по формулі:
 ,
,
де
 – коефіцієнт витрати електродів даної
марки (для ІІ групи електродів),
– коефіцієнт витрати електродів даної
марки (для ІІ групи електродів),
 – маса наплавленого металу.
– маса наплавленого металу.
Для визначення норм витрати електродів для зварки всієї конструкції можна користуватися виразом:
 ,
,
де
 – норматив витрати електроду на 1 м i-го
типа шва при даній товщині, кг;
– норматив витрати електроду на 1 м i-го
типа шва при даній товщині, кг;
 – довжина i-го
типа шва, м;
– довжина i-го
типа шва, м;
 – поправочний коефіцієнт, що враховує
просторове положення виконання i-го
типа шва.
– поправочний коефіцієнт, що враховує
просторове положення виконання i-го
типа шва.
Поправочний коефіцієнт , залежно від положення шва в просторі має такі значення:
– для ніжного – 1,0;
– для вертикального і горизонтального на вертикальній площині – 1,1;
– для стельового – 1,2.
Знаходимо довжину зварних з’єднань, м:
трубопроводів:
 ;
;металоконструкцій:
 .
.
де
 – довжина зварних швів і зрізів,
відповідно, м.
– довжина зварних швів і зрізів,
відповідно, м.
 .
.
Оббивку шлаку визначають виходячи з тоннажу витрат електродів на ручну зварку з розрахунку 3000 м на 1 т електродів.
 .
.
Фаски від іржи відчищають у кількості 10% від їх загальної довжини:
 .
.
Кількість кожного виду інструменту Ni, яка необхідна для виконання усього об’єму операцій, визначається залежністю:
 ,
,
де
 −
об’єм операцій, який виконується
інструментом, м; м2;
шт.;
−
об’єм операцій, який виконується
інструментом, м; м2;
шт.;
 −
тривалість робочого часу в одній зміні
(
−
тривалість робочого часу в одній зміні
( );
);
 –
кількість змін на виконання роботи;
–
кількість змін на виконання роботи;
 −
продуктивність інструменту, м/хв; м2/хв;
шт/хв;
−
продуктивність інструменту, м/хв; м2/хв;
шт/хв;
 −
середній коефіцієнт використання
інструмента.
−
середній коефіцієнт використання
інструмента.
Результати розрахунку зводимо в таблиці:
№ п/п |
Види робіт |
Інструмент |
Об’єм робіт |
Продуктивність інструмента |
Середній коефіцієнт використання |
Потрібна розрахункова кількість інструмента |
1 |
Механічна різка труб |
Шліфувальна машина |
3436,3 м |
0,25 м/хв |
0,1 |
16 |
2 |
Утворення фаски на трубах |
Труборіз
|
3436,3 м |
0,20 м/хв |
0,1 |
7 |
3 |
Механічна різка металу |
Шліфувальна машина |
26 м |
0,15 м/хв |
0,05 |
1 |
4 |
Утворення фаски на металі |
Кромкоріз |
26 м |
2,0 м/хв |
0,1 |
1 |
5 |
Зачистка металу |
Шліфувальна машина |
65 м2 |
0,04 м2/хв |
0,15 |
1 |
6 |
Затяжка гайок |
Гайковерт |
225000 шт |
2 шт/хв |
0,2 |
20 |
7 |
Зачистка кореня зварного шва |
Шліфувальна машина |
343,63 м |
0,11 м/хв |
0,1 |
2 |
8 |
Оббивка шлаку |
Пневмозубило |
4020 |
0,7 м/хв |
0,05 |
4 |
9 |
Очистка фасок від іржи |
Шліфувальна машина |
346 |
1,0 м/хв |
0,1 |
1 |
Загальна кількість інструменту по І етапу:
шліфувальна машина: 16+1+1+1+2=21 шт.;
труборіз: 7 шт.;
кромко різ: 1 шт.;
гайковерт: 20 шт.;
пневмозубило: 4 шт.
ІІ етап. Визначення потреби в інструменті виходячи
з кількості робочих (бригад)
4. Встановлюється число робочих (бригад) по кожній спеціальності:
 ,
,
де
 – число робочих (бригад) даної
спеціальності.
– число робочих (бригад) даної
спеціальності.
Для завданого числа бригад і кількості інструмента в бригаді визначається необхідна кількість інструмента на підрозділ:
 .
.
шліфувальна машина:
 ,
,
труборіз:
 ,
,
кромко різ:
 ,
,
гайковерт:
 ,
,
пневмозубило:
 ,
,