Изделия из дымного пороха
Все изделия из дымного пороха можно разделить на две группы.
Первая группа охватывает изделия, объединяемые стандартом под названием фигурные пороха. К ним относятся пороха кубической и призматической формы (рис.3), петарды для капсюльных втулок (рис.4), пороховые цилиндрики и некоторые другие (КЗДП, ДРП №1). Эта группа характеризуется тем, что изделия прессуются отдельно от деталей элементов выстрела, в которые они должны быть затем вставлены.
Ко второй группе относятся пороховые детали взрывателей - пороховые замедлители, предохранители и усилители (рис.5). Эти изделия чаще всего впресовывают в соответствующую деталь трубки или взрывателя (ДРП №2, ДРП №3).
Отдельно выделяется огнепроводный шнур (рис.6), который представляет собой слабоспрессованную сердцевину из шнурового пороха, плотно охваченную снаружи хлопчатобумажной пряжей. Внутри пороховой сердцевины для равномерного распределения пороха по всей длине шнура пропущена направляющая хлопчатобумажная нить.
Понятие о производстве сртт.
Производство СРТТ заключается в:
подготовке компонентов;
смешении окислителей и металлических горючих в жидком ГСВ;
формовании зарядов (наполнении форм и камер сгорания РДТТ вязкотекучей топливной массой);
отверждении зарядов;
окончательной обработке;
контроле качества.
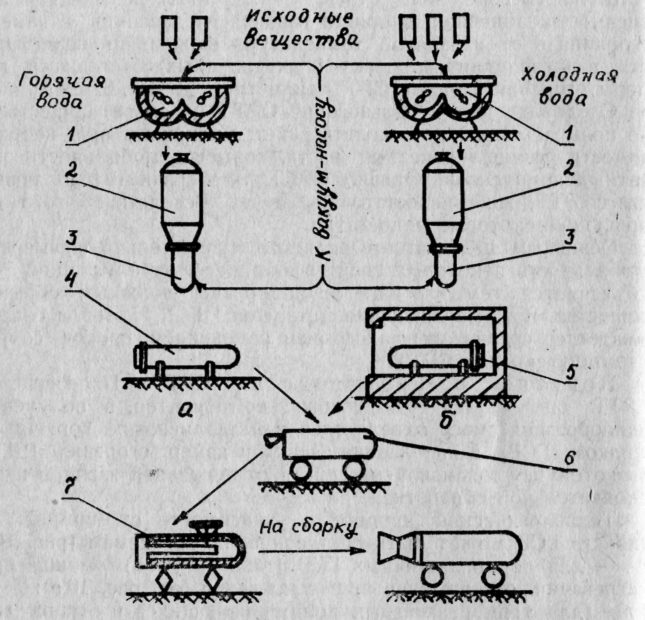
Технологический процесс в зависимости от природы и свойств ГСВ может быть построен по двум схемам:
для термопластичных ГСВ (типа битумов) — мешка при нагревании, отверждение при охлаждении (рис.7, а);
для термореактивных полимеризующихся и отверждающихся мономеров (полиуретаны и другие каучуки) — перемешка при охлаждении, отверждение при нагревании Т=60...80°С в течение 60 ... 70 часов (рис.7, б).
Подготовка компонентов заключается в сушке, измельчении и сортировке окислителя по дисперсности. Порошок алюминия поступает с заводов промышленности.
Компоненты ГСВ подвергаются предварительному смешению и вакуумированию для удаления летучих продуктов. Смешение всех компонентов — получение топливной массы осуществляется в смесителях. При этом вначале смешивается ГСВ с алюминием для снижения опасности производства.
|
Рис.7. Схема производства СРТТ: а — отверждение РЗ при охлаждении; б — отверждение РЗ при нагревании; 1 — смеситель; 2 — пресс-формы; 3 — камеры сгорания (формы); 4 — отверждение полимеризацией; 5 — отверждение вулканизацией; 6 — механическая обработка и бронировка РЗ; 7 — контроль качества РЗ |
|
Рис.6. Огнепроводный шнур ОШП: 2 - шнуровой порох |
Полученная и смесителе вязко-тягучая топливная масса поступает на формование зарядов.
Как правило, формование осуществляется в подготовленные формы или камеры сгорания РДТТ методом заливки.
Заполненные формы или камеры сгорания подаются на отверждение зарядов, которое происходит за счет полимеризации или вулканизации связующего при повышенной температуре.
Отвержденные заряды охлаждаются и подвергаются окончательной обработке, дефектоскопированию, механической обработке, бронировке.
Производство СРТТ значительно проще, чем БРТТ, и в этом заключается еще одно их преимущество.
|
|
|
Рис.3. Дымный порох призматической формы: размеры в мм |
Рис.4. Капсюльная втулка КВ-4: 2 – пороховые петарды; 3 – подсыпка дымного пороха |
Рис.5. Дистанционная трубка Т-1: 31 — пороховая запрессовка |