

Лабораторная работа по сварке 1.
Ручная электродуговая сварка
Цель работы: научиться практическим приемам сварки, ознакомиться с технологическим процессом сварочного производства [13, 15, 16, 20, 32].
Свойства электрической дуги. Электрическая дуга представляет собой непрерывный поток электронов и ионов, образующийся между двумя электродами в той или иной среде как постоянным, так и переменным токами.
Для преодоления током большого сопротивления воздуха в дуговом промежутке необходима ионизация среды, в противном случае устойчивого горения дуги не будет.
В зависимости от среды, в которой происходит дуговая сварка, условия ионизации различны.
Для сварочных целей, когда одним из электродов является изделие, существуют следующие условия ионизации:
– открытая дуга при ручной или автоматической сварке. В этом случае ионизаторами являются пары расплавленного металла, составы электродных покрытий т. д.
– закрытая дуга при автоматической сварке под флюсом. В этом случае ионизаторами являются составляющие элементы флюса, пары металла и др.
– защищенная дуга при ручной или автоматической сварке в среде защищенных газов, углекислый газ и т. д. В этом случае, ионизаторами являются пары металлов и газы, окружающие дугу.
Питание дуги осуществляется переменным и постоянными токами, на постоянном токе благодаря выраженной полярности кратер образуется в свариваемом изделии в том случае, когда изделие является анодом, а катодом является электрод. При сварке постоянным током есть возможность оперативно управлять дугой при различных технологических условиях (сварке тонких изделий цветных металлов, легированных сталей и т.п.).
Присоединение анода к изделию, а катода к электроду называется включением на прямую полярность, присоединение катода к изделию, а анода к электроду называется включением на обратную полярность.
При сварке черных металлов в основном используют прямую полярность, так как на аноде выделяется около 43% тепла, а на катоде около 36% общего количества тепла сварочной дуги. Остальное тепло около 21% образуется в столбе дуги. Такое отличительное свойство сварочной дуги (в зависимости от марки электрода) на прямой полярности объясняется тем, что масса изделия больше массы электрода и это обеспечивает наилучшие условия для провара металлов.
Устойчивое горение, необходимое для высокого качества сварки, достигается при длине дуги a = 35 мм. Величину проплавления свариваемого металла называют глубиной сварки.
Горение дуги при переменном токе менее устойчиво, чем при постоянном. Устойчивость дуги увеличивается при увеличении частоты переменного тока или создании специальной газовой среды путем обмазки электродов.
Сварка металла малой толщины, во избежание прожога, ведется на обратной полярности (в основном применяется при сварке в среде СО2).
Для питания дуги током требуются специальные сварочные генераторы постоянного тока или сварочные аппараты (трансформаторы) переменного тока. Они позволяют регулировать ток в широких пределах в зависимости от типа машин.
Электроды, сварочные машины и аппараты. Сварочный пост постоянного тока состоит из сварочной машины, включенной одним полюсом на изделие, а другим на электродержатель, куда вставляется электрод для образования шва.
Переключение полярности обычно производится непосредственно на выводных клеммах генератора.
Сварочный пост переменного тока (рис. 1.9) состоит из сварочного трансформатора 1, включенного в сеть и регулятора 2, последовательно включенного на стол электрода.
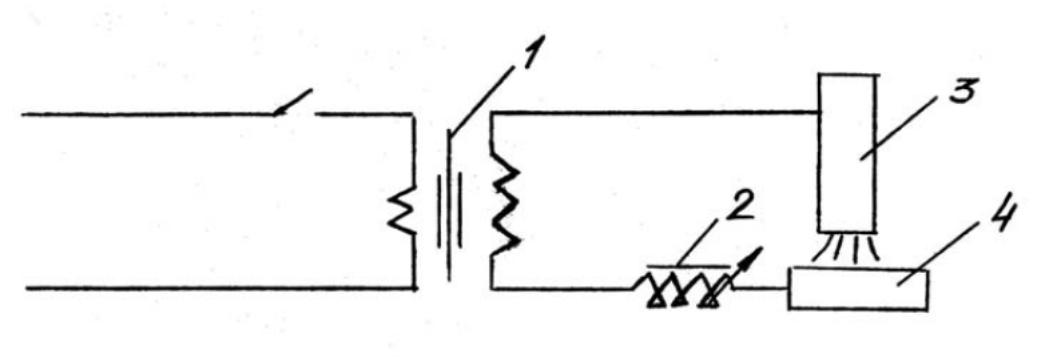
1 – трансформатор; 2 − регулятор-дроссель; 3 – электрод; 4 − изделие. Рис. 1.9 - Схема сварочного поста переменного тока
Таким образом, аппарат переменного тока состоит из двух частей: трансформатора, снижающего напряжение до 50 %, 50 В, дросселярегулятора сварочного тока, служащего для создания падающей характеристики и ограничения тока короткого замыкания.
Условия горения дуги на переменном токе таковы, что затрудняют стабилизацию его. Под стабилизацией подразумевается устойчивость горения дуги. Причиной неустойчивости дуги на переменном токе является синусоидальное изменение напряжение U и тока J (рис. 1.10). В этом случае ток изменяется не только по величине, но и по направлению.

а) точка возбуждения дуги; б) точка угасания дуги; в) точка возбуждения после смены полярности.
Рис. 1.10 - Перерывы в горении дуги при синусоидальном переменном токе
Стабильность горения сварочной дуги зависит от условий ионизации, которая определяется не только газовой средой, но и эмиссией электронов с катода.
В дуговом разряде выбрасывание (эмиссия) электронов с катода происходит под влиянием двух факторов: высокой температуры (термоэлектронная эмиссия) и напряженности электрического поля (автоэлектронная эмиссия).
Таким образом, при постоянном токе имеет место постоянный в одну сторону направленный поток электронов и, вследствие того, разогрев на катоде.
Другая картина при переменном токе промышленной частоты (50 Гц). Ток за 1с, имеет сто перемен по направлению, что вызывает 100-кратный переход через нулевое значение. Каждый полупериод дуга гаснет, а разогретый за 1/100 с. катод при переходе его в анод охлаждается, что приводит к деионизации дугового промежутка. Деионизация усиливается тем, что объемные заряды газов предшествующего полупериода направлены друг на друга. Вследствие таких периодически повторяющихся изменений физических условий горения дуги, последняя не стабилизируется, и требуются особые условия для ее стабилизации.
К таким условиям отнесется необходимость создания иной газовой атмосферы, что достигается обмазкой электродов специальным составом или применением токов высокой частоты (от осциляторов).
Голые стальные электроды на нормальных режимах сварки на переменном токе не стабилизируют дугу.
Зажигание сварочной дуги и ее стабилизация. Зажигание дуги при сварке металлическим плавящимся электродом несложно, особенно на постоянном токе, однако на переменном токе благодаря низкому напряжению источников тока вызывает некоторые трудности и требует навыков сварщика.
Техника зажигания сварочной дуги представлена на рис. 1.11. Она сводится к созданию кратковременного, короткого замыкания и немедленного разрыва для разряда тока. Электрод при включенном токе опускается вниз и проводится в соприкосновение с изделием, после чего отводится обратно. В этот момент появляется электроток, который ионизирует дуговой промежуток. Удерживая конец электрода на определенном расстоянии от изделия, добиваются устойчивого горения сварочной дуги.
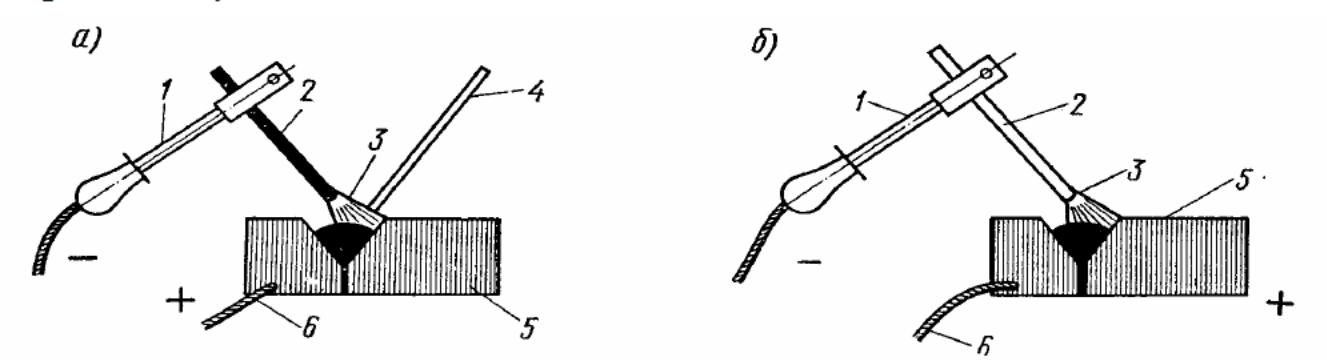
а) способ Бенардоса; б) способ Славянова.