

Технологические схемы прокатного производства на металлургическом заводе
В зависимости от вида исходной заготовки на металлургических заводах применяют две схемы производства проката (Схемы производства сортового и листового проката). При традиционном способе производства исходным материалом являются слитки 1, которые прокатываются на мощных обжимных прокатных станах блюмингах 2 или слябингах 3 в заготовки - блюмы и слябы. Блюмы и слябы в дальнейшем поступают для прокатки на непрерывные заготовочные станы 4, на которых получают заготовки разного поперечного сечения, и на непрерывные широкополосовые станы горячей прокатки 5 для производства полосовой заготовки различной толщины. Заготовки непрерывного заготовочного стана прокатываются на сортовых прокатных станах 6, 7, 9 и на рельсобалочных станах 8 в профили различного поперечного сечения (Некоторые виды проката). Полосовая горячекатаная заготовка прокатывается на станах холодной прокатки листов 10 (Схемы производства сортового и листового проката). Описанная схема производства почти сошла на нет в развитых «металлургических» странах, на заводах которых до 98 % ста ли разливают на машинах непрерывного литья заготовок.
Другая схема производства является основной, более прогрессивной, так как позволяет значительно улучшить технико-экономические показатели производства. Суть ее заключается в следующем. Жидкий металл разливается не в слитки, а в заготовку на машинах непрерывного литья заготовок 11 (Схемы производства сортового и листового проката).
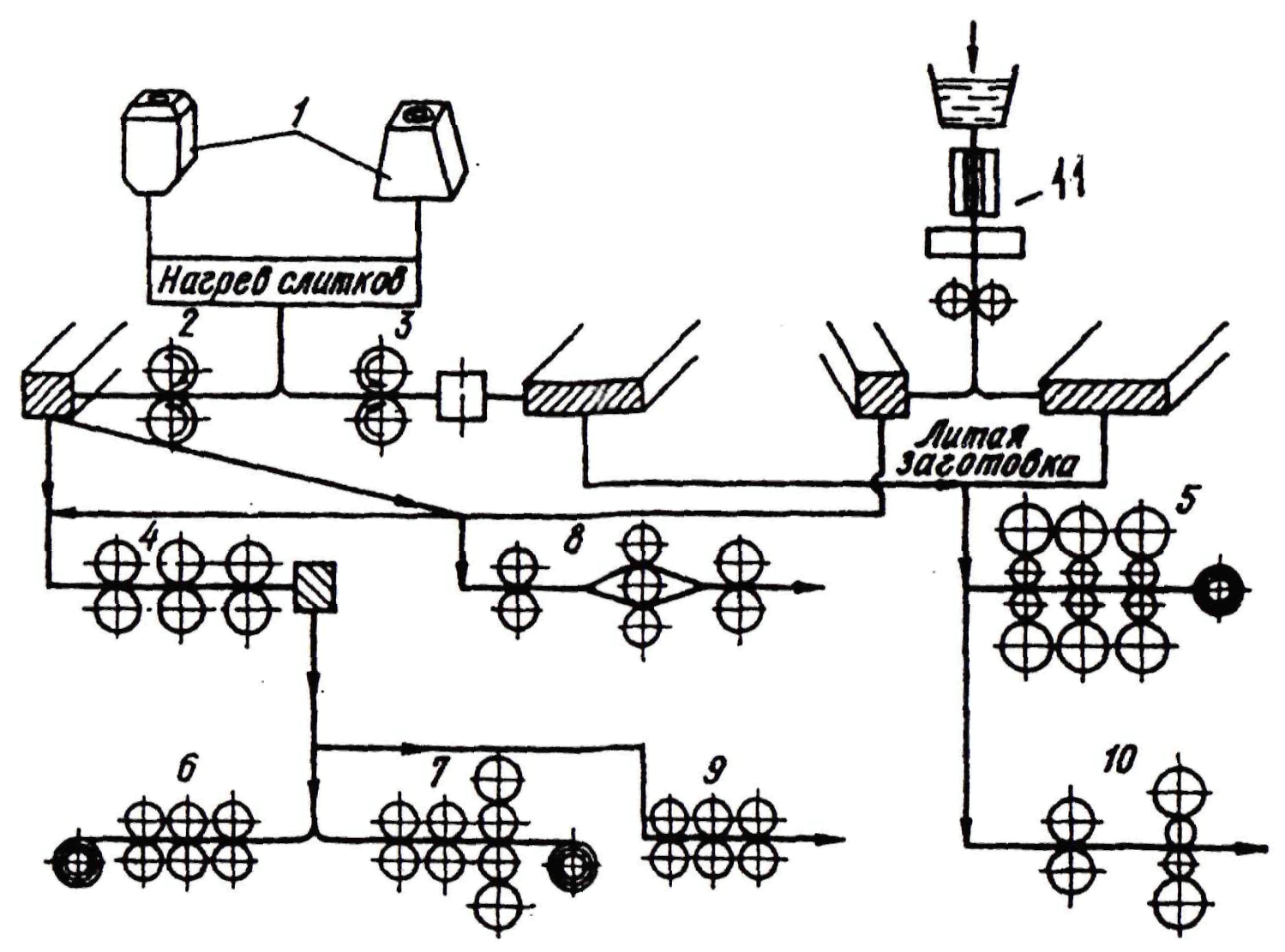
Схемы производства сортового и листового проката
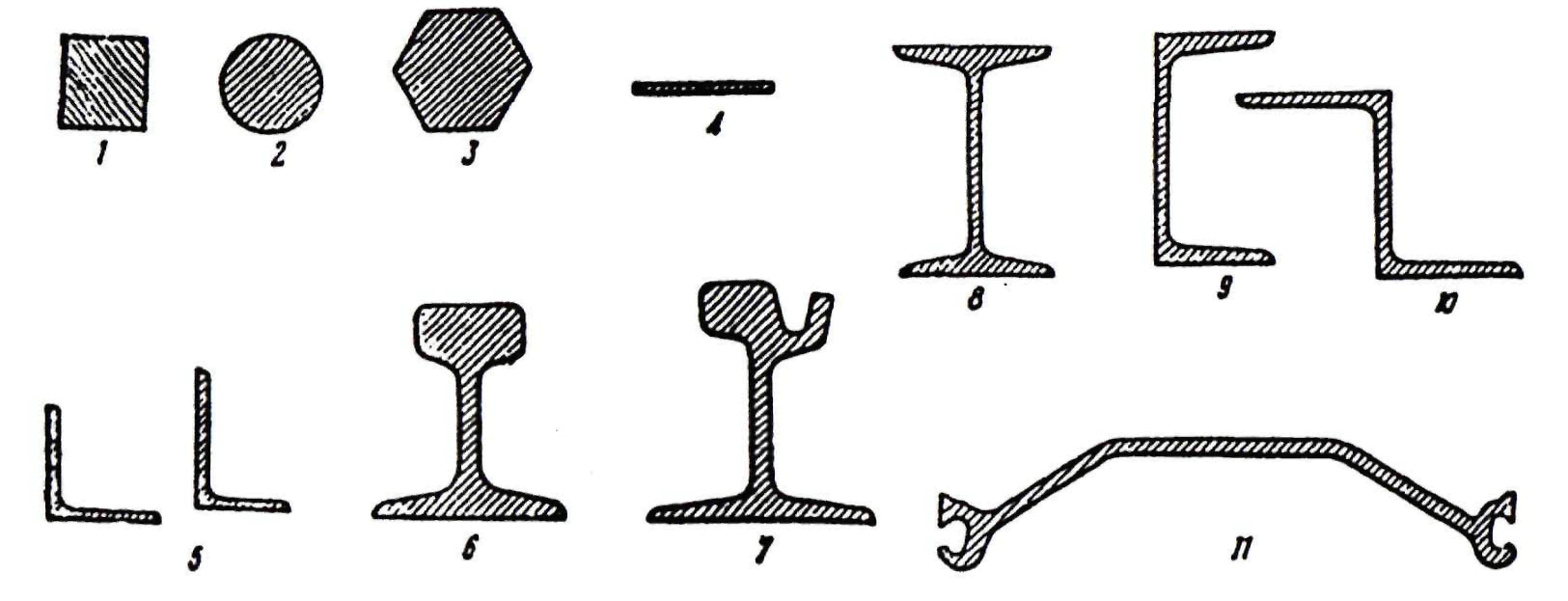
Некоторые виды проката:
1 - квадрат; 2 - круг; 3 - шестигранник; 4 - лист; 5 - уголки; 6 - рельс железнодорожный; 7 - рельс трамвайный; 8 - двутавровая балка; 9 - швеллер; 10 - зетовый профиль; 11- шпунт
Применение литых заготовок исключает из технологического цикла прокатного производства дорогостоящие и трудоемкие операции по лучения слитков, нагрев слитков перед прокаткой и прокатку на блюмингах и слябингах.
Производство бесшовныхи сварных труб
Трубы находят широкое применение. Они применяются для. транспортировки нефти и газа, используются в качестве магистралей для передачи воды и пара, а также как конструкционный элемент в авиационной и машиностроительной промышленности. Трубы изготавливают бесшовными или сварными.
Трубы получают горячей и холодной прокаткой, прессованием, волочением, формовкой упруго-пластическим изгибом с последующей сваркой.
В зависимости от назначения трубы изготавливаются из углеродистой или легированной стали и цветных металлов. Основными параметрами труб являются: диаметр, толщина стенки, дли на, а так же механические и физические свойства.
Горячей прокаткой на трубопрокатных станах производят трубы диаметром от 20 до 700 мм при толщине стенки 1,7-100 мм. Трубы большего диаметра получают методом сварки.
Производство бесшовных труб
Горячая прокатка труб состоит из следующих основных операций: получение толстостенной гильзы из круглой горячекатаной заготовки или слитка; прокатки гильзы в трубу; отделки готовой трубы. Прошивку заготовки или слитка в гильзу производят на прошивных прокатных станах или на прессах. Схема прошивки, например, в конусных валках показана на «Схема прошивки заготовки в конусных валках».
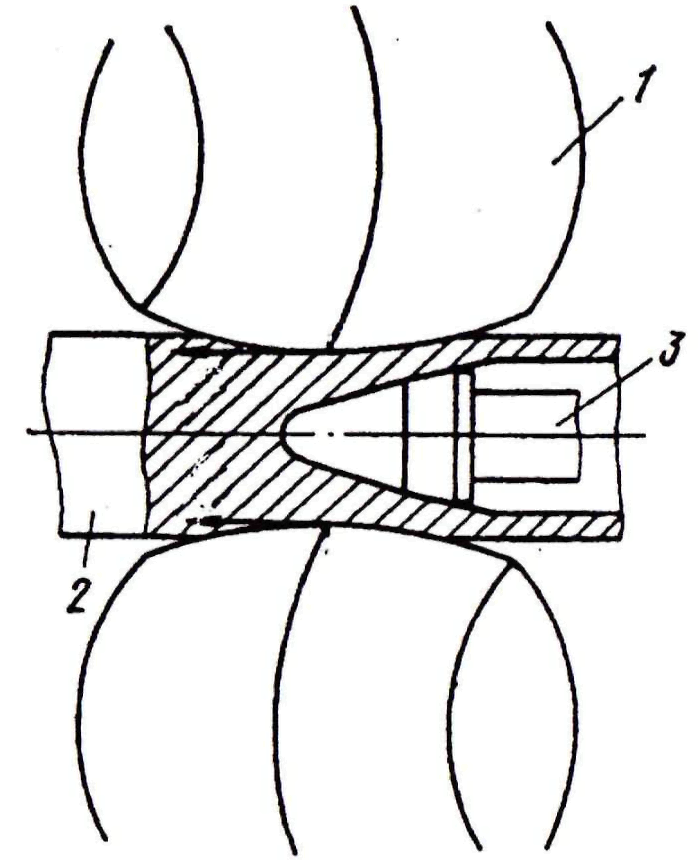
Схема прошивки заготовки в конусных валках
Прошивной стан с конусными валками включает два рабочих валка 1 диаметром 450-1000 мм. Валки в вертикальной плоскости развернуты относительно друг друга на угол 4-12 °. Оба валка вращаются в одном направлении, и заготовка 2, заданная вдоль осей валков, получает вращательное и поступательное движение вдоль оси заготовки.
При прохождении зоны деформации уменьшается площадь поперечного сечения заготовки, и в ее осевой области образуется рыхлая полость небольшого диаметра. Для получения осевого отверстия требуемого диаметра и ровной поверхности применяется оправка 3. Конусная оправка устанавливается между валками, и заготовка при поступательном движении надвигается на нее, происходит увеличение диаметра осевого отверстия и сглаживание поверхности отверстия.
При производстве гильз используют трубопрокатные агрегаты с грибовидными и дисковыми валками, на которых получают более длинные гильзы.
Толстостенные гильзы подвергаются прокатке в горячем состоянии на двухвалковых автоматических, на непрерывных станах, на раскатных станах с дисковыми валками и др.
В дальнейшем определенная группа труб подвергается холодной прокатке и волочению.