

ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ
Под обработкой металлов давлением подразумевают комплекс технологических операций, при помощи которых производят уменьшение площади и изменение формы поперечного сечения металлических заготовок без нарушения их сплошности и удаления частей металла.
Для обработки металлов и сплавов давлением используют следующие основные технические процессы: прокатку, волочение, прессование, ковку, объемную и листовую штамповку. Технические процессы различаются, прежде всего, интенсивностью и на правлением напряжений в деформируемом металле, направлением течения металла.
Перечисленные различия определяют степень технологической пластичности и необходимые для осуществления процесса усилия, энергозатраты, схему технологического процесса, состав механического оборудования для его осуществления, качество получаемых изделий по механическим свойствам и другим пара метрам.
Пластическая деформация и основы теории процессов (общие сведения)
Силы и напряжения
Под действием внешних сил металлические тела изменяют свои линейные размеры и форму. Различают упругую и пластическую деформацию. Упругой называется деформация, исчезающая после снятия вызывающей ее силы. Для кристаллических тел, к которым относятся металлы и их сплавы, упругая деформация мала и пропорциональна действующей силе. Известно, что внешняя сила вызывает в начальный момент упругую деформацию и лишь при достижении ею определенной величины деформация становится остаточной, необратимой.
Остаточная деформация сохраняется после устранения силы, вызвавшей ее. Следовательно, до начала пластической деформации внешняя сила должна проделать определенную работу, которая в виде потенциальной энергии аккумулируется в деформируемом теле, при этом межатомные расстояния уменьшаются (увеличиваются) и возникают внутренние силы, которые стремятся вернуть атомы в первоначальное, равновесное состояние. Внутренние силы уравновешивают действие деформирующего внешнего усилия. В технических процессах обработки металлов давлением, кроме деформирующего усилия и внутренних сил, необходимо учитывать силы трения, действующие на плоскости контакта деформируемого металла и инструмента, реактивные силы поверхности инструмента.
При решении задачи о величине деформирующего усилия необходимо учитывать все силы, действующие в каждом конкретном случае.
Интенсивность силы определяется частным от деления силы на площадь контакта деформируемого металла с инструментом. Интенсивность внешних сил называется давлением или напряжением трения, или внутренним напряжением.
Напряжения в объеме деформируемого металла различны по величине и различно направлены. В общем случае на элементарный объем металла, находящийся в напряженном состоянии, действуют нормальные и касательные напряжения. Можно элементарный объем металла рассечь тремя взаимно перпендикулярными плоскостями, на которых касательные напряжения отсутствуют и действуют только нормальные напряжения, перпендикулярные этим плоскостям. Эти напряжения называются главными, а площадки, на которых они действуют, - главными площадками. Знак напряжения при растяжении принимается - плюс, при сжатии - минус.
Определим напряжения и давление для случая осадки цилиндрического образца (Схема к определению касательного напряжения). Давление по площади контакта S цилиндра и инструмента равно р=P/S, где Р - усилие, приложенное на границе образец - инструмент. В сечении цилиндра, перпендикулярном направлению линии действия силы, возникнут главные напряжения величиной 1 = P/S
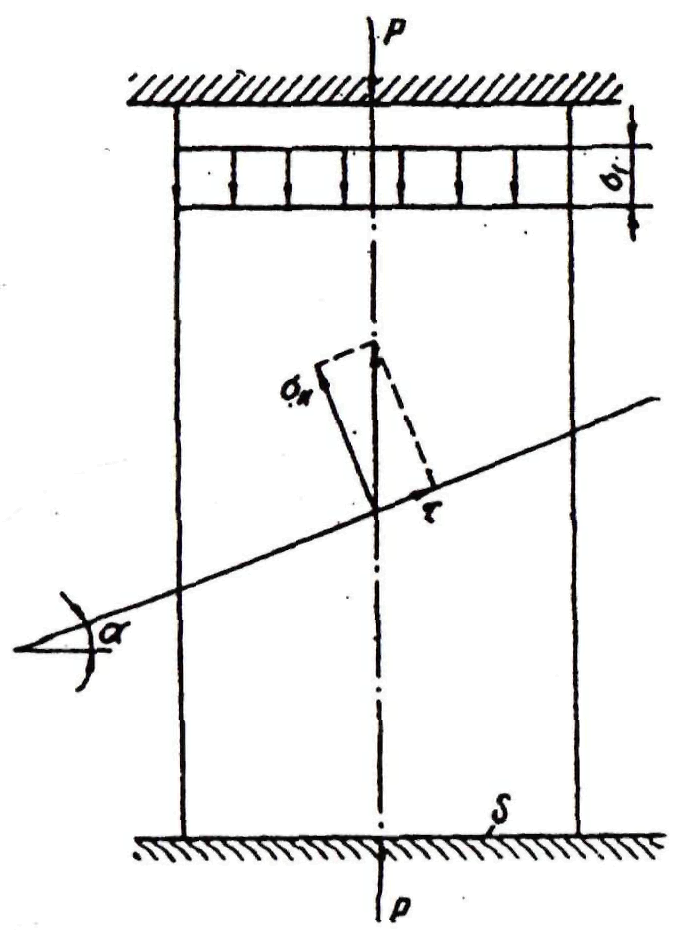
Схема к определению касательного напряжения
На площадке, расположенной под углом, будут иметь место нормальные к этой площадке (н) и касательные () напряжения. Напряжения на наклонной площадке равны: н=1*cos2α; τ=(1/2)sin2α.
Из последнего следует, что касательное напряжение будет иметь наибольшее значение (1<2) на площадках, расположенных под углом 45°. При растяжении или сжатии на полированной поверхности наблюдаются визуально видимые линии скольжения (линии Чернова - Людерса), расположенные под углом 45° к направлению действия деформирующей силы. Расположение линий Чернова - Людерса является экспериментальным подтверждением вывода о том, что касательные напряжения достигают максимума на плоскостях, расположенных под углом 45° к направлению силы.
Следовательно, плоскости, по которым происходит скольжение частей металла относительно друг друга, являются плоскостями, на которых касательные напряжения достигают наибольшего значения. Пластическая деформация для рассмотренного случая начнется, когда напряжение в сечении, перпендикулярном направлению действующей силы, станет равным пределу текучести (напряжению) металла т, а касательное напряжение τ=т-2.