

7.4. Направляющие элементы приспособлений
При выполнении некоторых операций механической обработки (сверления, растачивания) жесткость режущего инструмента и технологической системы в целом оказывается недостаточной. Для устранения упругих отжимов инструмента относительно заготовки применяют направляющие элементы (кондукторные втулки при расточке и сверлении, копиры при обработке фасонных поверхностей и т.д. (см. рис.7.14).
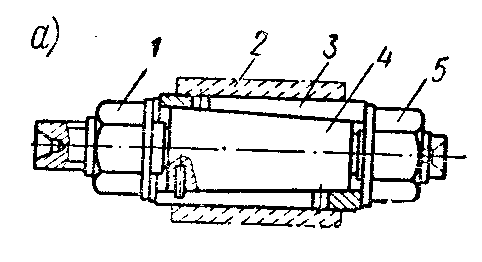

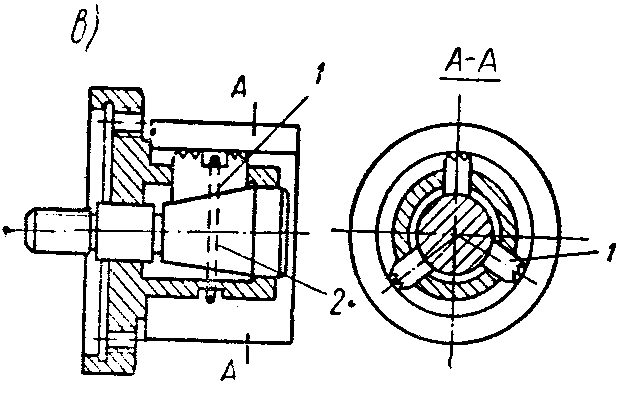
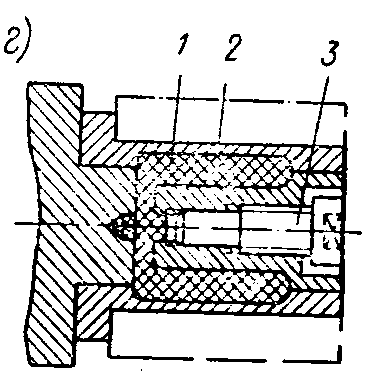
Рис.7.14. Виды кондукторных втулок:
а – постоянные; б – сменные; в – быстросменные
Направляющие втулки изготавливают из стали марки У10А или 20Х с закалкой до твердости HRC 60…65.
Направляющие элементы приспособлений - копиры – применяются при обработке фасонных поверхностей сложного профиля, задача которых направлять режущий инструмент по обрабатываемой поверхности заготовки для получения заданной точности траектории их движения.
7.5. Делительные и поворотные элементы приспособлений
Делительные и поворотные устройства применяются в многопозиционных приспособлениях для придания обрабатываемой заготовке различных положений относительно рабочего инструмента (делительные головки).
7.6. Корпус приспособлений
Корпус приспособлений является базовой деталью, на которой монтируются установочные элементы, зажимные устройства, направляющие элементы, а также вспомогательные детали и механизмы. Корпус воспринимает все силы, которые возникают при обработке, и зажим заготовок.
Корпус приспособления должен быть прочным и жестким, конструкция его должна быть удобной для быстрой установки и съема заготовок, он должен быть простым и дешевым в изготовлении и обеспечивать соблюдение требований техники безопасности. Корпуса изготавливают из стали Ст.3 и из серого чугуна СЧ 12-28 литьем и сваркой. Литье применяют для корпусов сложной конфигурации. На рис.7.15 представлены некоторые виды корпусов приспособлений
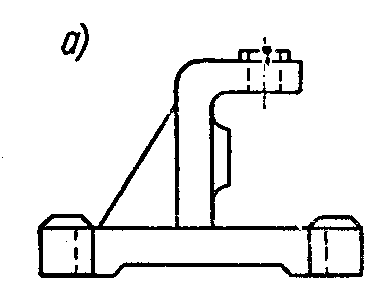
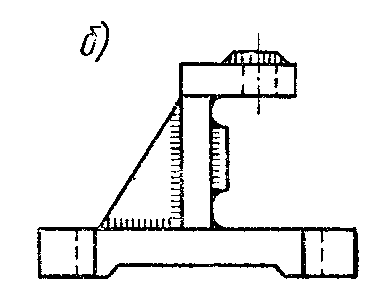
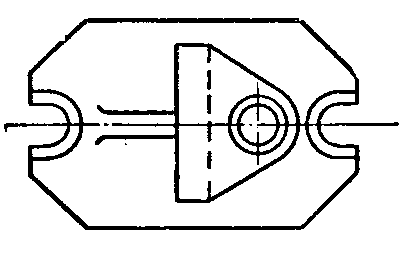
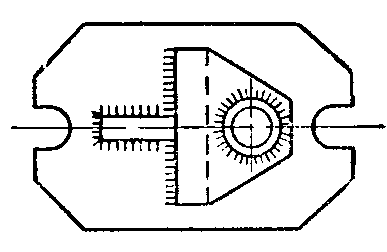
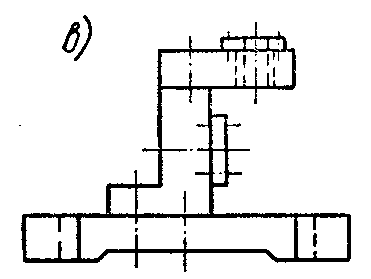
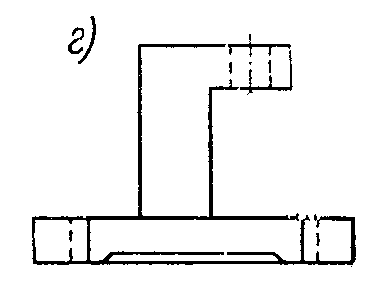
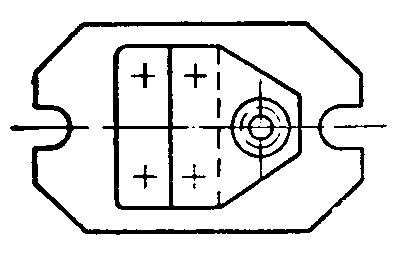
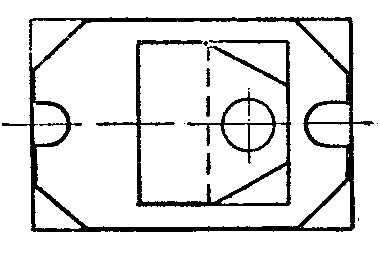
Рис.7.15. Виды корпусов приспособлений, выполненных разными способами:
а – литой; б – сварной; в – сборный; г – кованый.
7.7. Механизированные приводы приспособлений
Предназначены для сокращения вспомогательного времени, расходуемое на установку, зажим и раскрепление заготовки в приспособлении.
Виды механизированных приводов:
1. Механические. 2. Пневматические. 3. Гидравлические. 4.. Пневмогидравлические. 5. Электромеханические.
Механические приводы с ручным управлением имеют наибольшие зажимные силы, требуют больших затрат времени на зажим и отжатие в единичном и мелкосерийном производстве.
Наибольшее применение в промышленности при механической обработке заготовок и сборке машин нашли пневматические приводы, которые в сочетании с различными механическими передачами обеспечивают быстрое и надежное зажатие и отжатие заготовок и деталей, возможность регулирования и последовательность зажима.
Принцип работы: сжатый воздух давит на поршень или диафрагму и заставляет совершать поступательные движение поршня или штока, необходимое для зажатия деталей. В качестве привода используются пневмоцилиндры, которые бывают одностороннего или двухстороннего действия. Возвращение в исходное положение в первом случае обеспечивается пружиной, во втором – сжатым воздухом.