

Виды установочных баз.
Для установки заготовок на черновые базы применяют постоянные и регулируемые опоры, а на чистовые базы установку осуществляют с помощью опорных пластинок (см.рис.7.1).

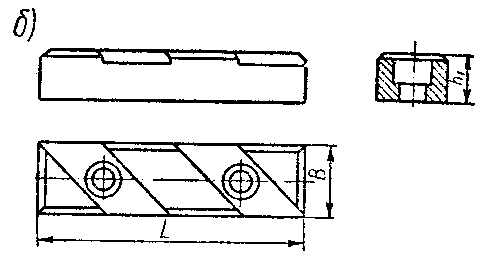
Рис.7.1. Виды опор установочных элементов:
а- для черновых баз; б- для чистовых баз
На рис.7.2 представлены варианты регулируемых подводимых “a” и самоустанавливающихся “б” опор.
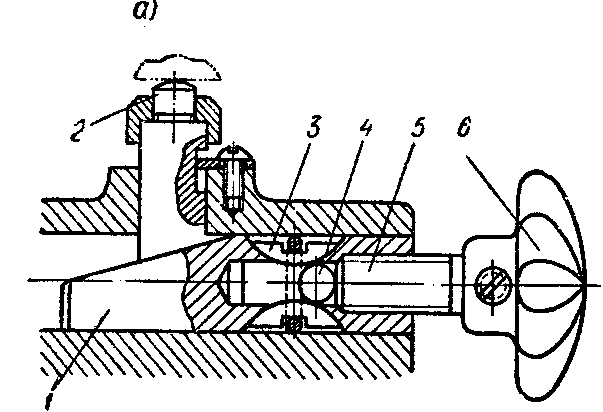
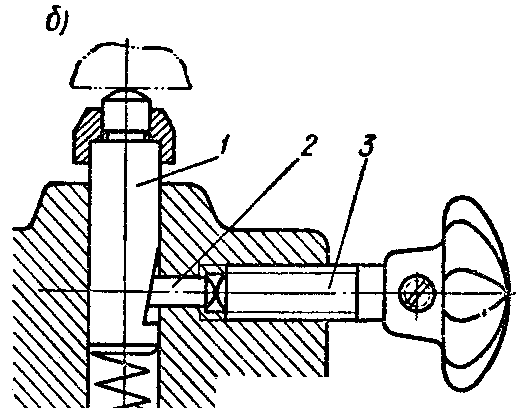
Рис.7.2. Виды опор
По наружным цилиндрическим поверхностям заготовки часто устанавливают на призмы: широкие для чистовых баз и узкие для черновых баз (см.рис.7.3).
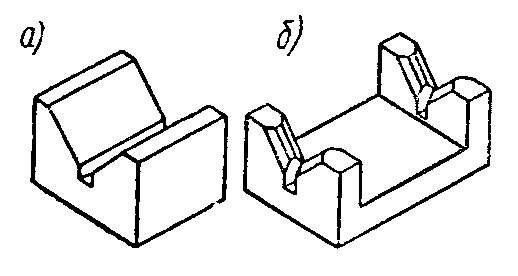
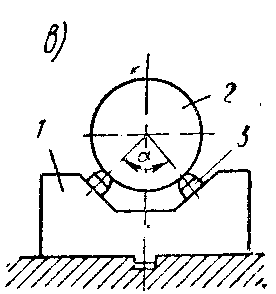
Рис.7.3. Виды призм
Призмы изготавливают из стали 45 или высокоуглеродистой стали с закалкой боковых поверхностей до твердости HRC 50…60. Призмы больших размеров делают из серого чугуна с привернутыми закаленными щеками. Установку заготовок с базированием по отверстиям производят на пальцы или оправки, а также на разжимных оправках (рис.7.4).
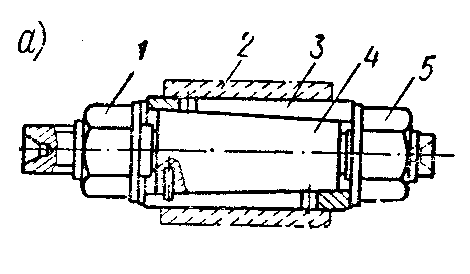
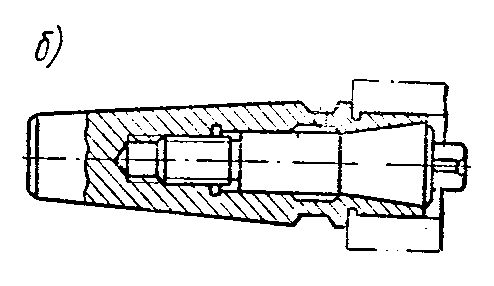
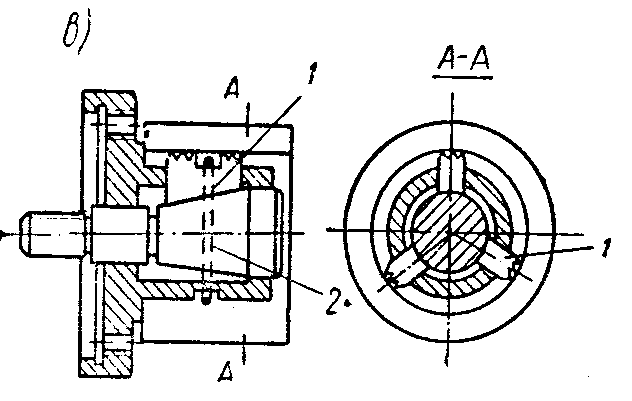
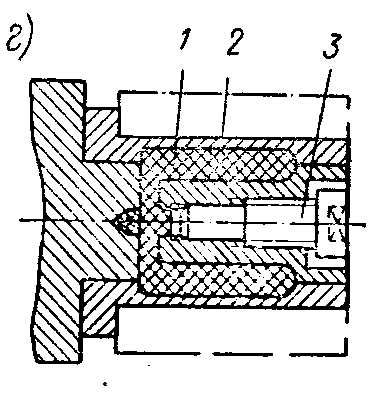
Рис.7.4.Виды разжимных оправок:
а – центровая оправка с разжимной цангой (1 и 5 – гайки; 3 – цанга; 4 – коническая часть оправки; 2 – заготовка);
б – консольная разжимная оправка; в- консольная оправка с тремя сухарями (1 – сухари, 2 – внутренний конус);
г – оправка с упругой гильзой (1 – пластическая масса, 2 – тонкостенная гильза, 3 – винт).
При обработки заготовок, имеющих базовые поверхности в виде центровых гнезд (центровочные отверстия) в качестве установочных элементов используют центры. На рис.7.5 представлены некоторые виды центров.
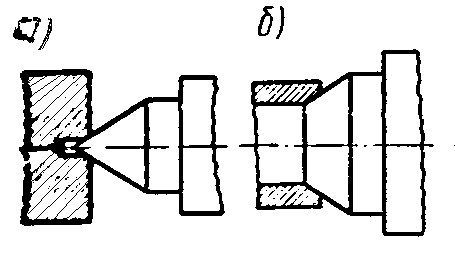
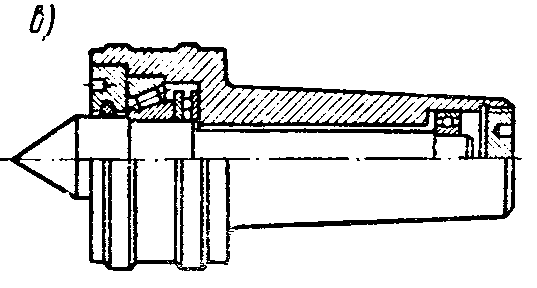
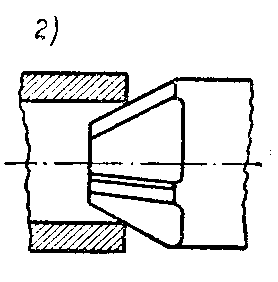
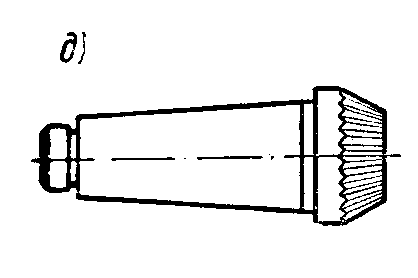
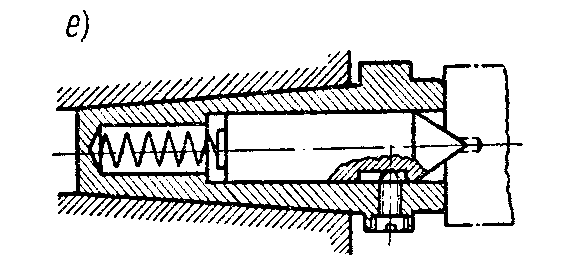
Рис.7.5. Виды центров
7.3.Зажимные элементы приспособлений
Назначение зажимных приспособлений – это обеспечение надежного контакта заготовки с установочными элементами и предотвращение смещения и вибрации ее в процессе обработки. На рис.7.6 представлены некоторые виды зажимных устройств.
Требования к зажимным элементам:
надежность в работе;
простота конструкции;
удобство обслуживания;
не должны вызывать деформацию заготовок и порчу их поверхностей;
не должны сдвигать заготовку в процессе ее закрепления с установочных элементов;
закрепление и открепление заготовок должно производиться с минимальной затратой труда и времени;
зажимные элементы должны быть износостойкими и по возможности сменными.
Виды зажимных элементов:
Зажимные винты, которые вращают ключами, рукоятками или маховичками (см. рис. 7.6)
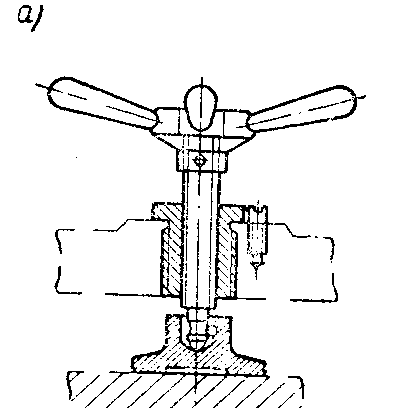
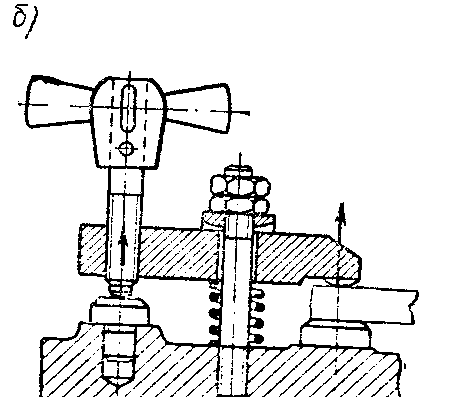
Рис.7.6 Виды зажимов:
а – зажимной винт; б – винтовой прихват
Быстродействующие зажимы, показанные на рис. 7.7.
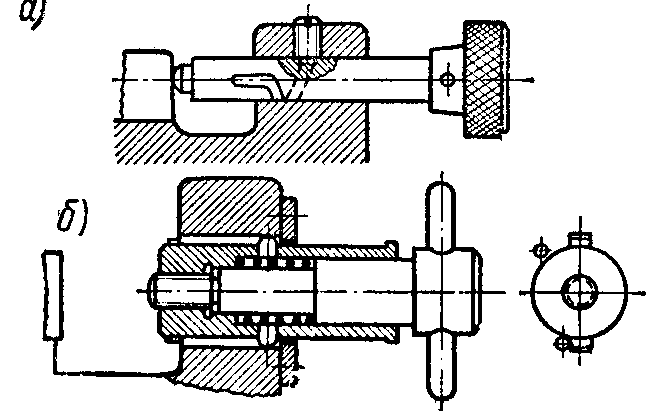
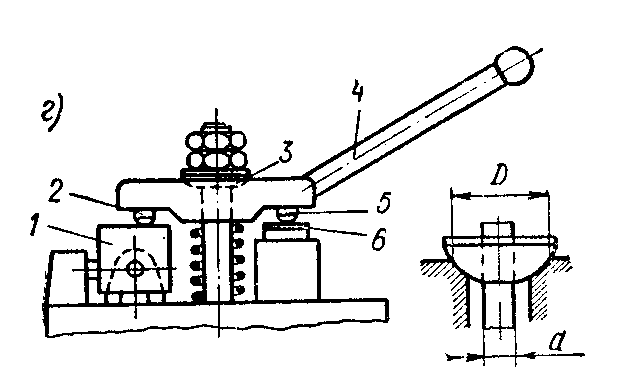
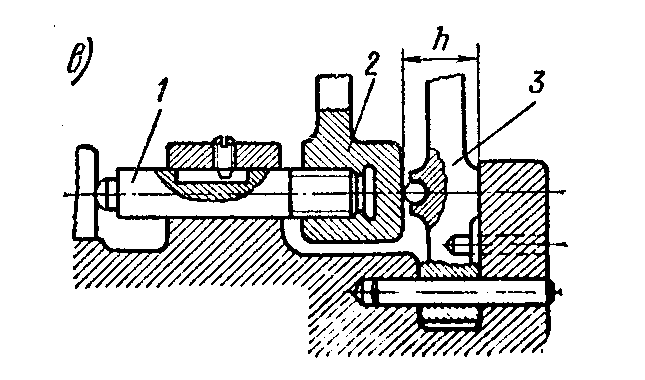
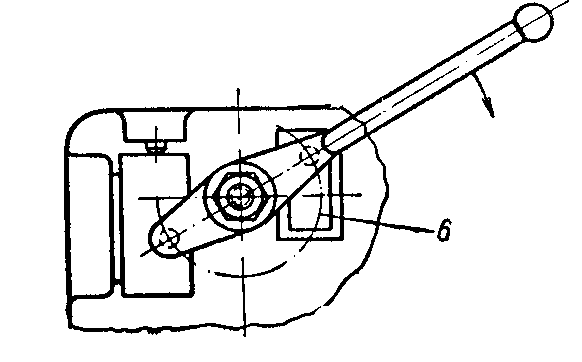
Рис.7.7. Виды быстродействующих зажимов:
а – с разрезной шайбой; б – с плунжерным устройством; в – с откидным упором; г – с рычажным устройством
Экцентрированные зажимы, которые бывают круглые, эвольвентные и спиральные (по спирали Архимеда) (рис.7.8).
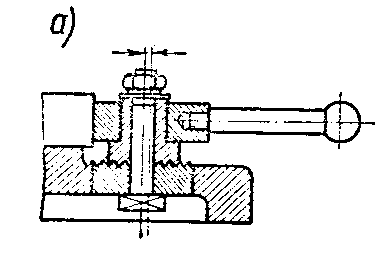
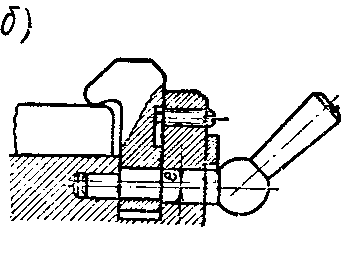
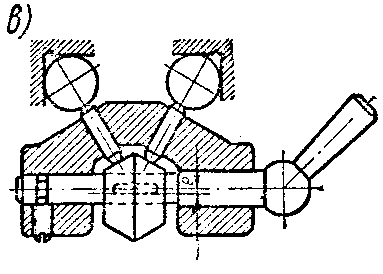
Рис.7.8. Виды экцентриковых зажимов:
а – дисковый; б – цилиндрический с Г-образным прихватом; г – конический плавающий.
Клиновые зажимы – используется эффект расклинивания и применяется как промежуточное звено в сложных зажимных системах. При определенных углах клиновой механизм обладает свойством самоторможения. На рис. 7.9 изображена расчетная схема действия сил в клиновом механизме.
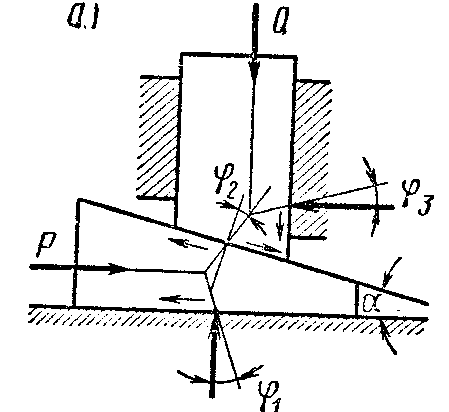
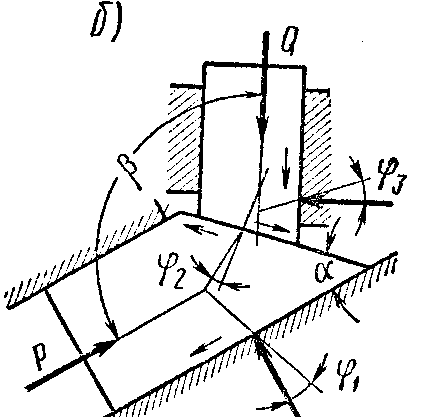
Рис. 7.9. Расчетная схема сил в клиновом механизме:
а- односкосном; б – двухскосном
Рычажные зажимы применяются в сочетании с другими зажимами, образуя более сложные зажимные системы. С помощью рычага можно изменить как величину, так и направление усилия зажатия, а также осуществлять одновременное и равномерное закрепление заготовки в двух местах. На рис. 7.10 показана схема действия сил в рычажных зажимах.
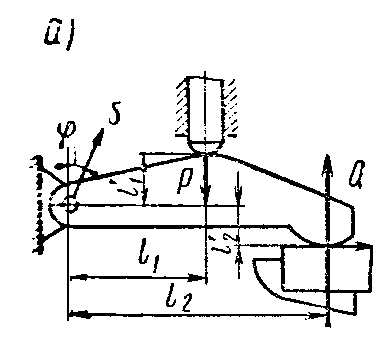

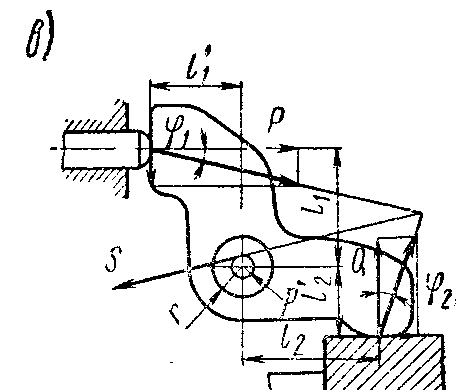
Рис. 7.10. Схема действия сил в рычажных зажимах.
Цанги представляют собой разрезные пружинные гильзы, разновидности которых показаны на рис.7.11.


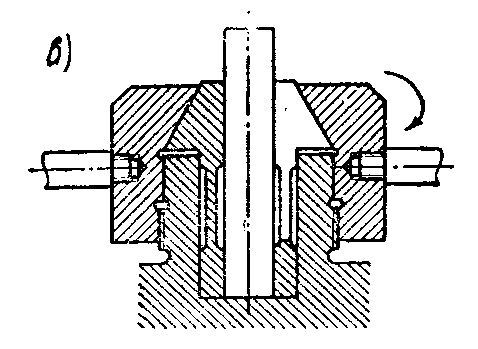
Рис. 7. 11. Виды цанговых зажимов:
а – с натяжной трубкой; б – с распорной трубкой ; в – вертикального типа
Цанги обеспечивают концентричность установки заготовки в пределах 0,02…0,05 мм. Базовую поверхность заготовки под цанговые зажимы следует обрабатывать по 2…3 классам точности. Цанги выполняют из высокоуглеродистых сталей типа У10А с последующей термообработкой до твердости HRC 58…62. Угол конуса цанги d = 30…400 . При меньших углах возможно заклинивание цанги.
Разжимные оправки, виды которых изображены на рис. 7.4.
Роликовый замок (рис.7.12 )
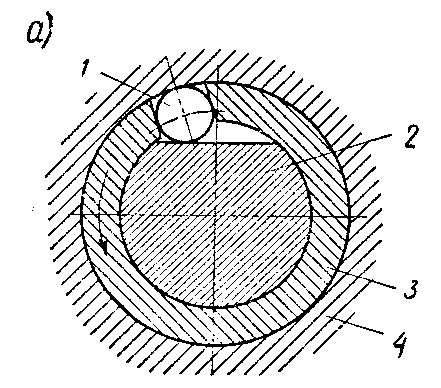
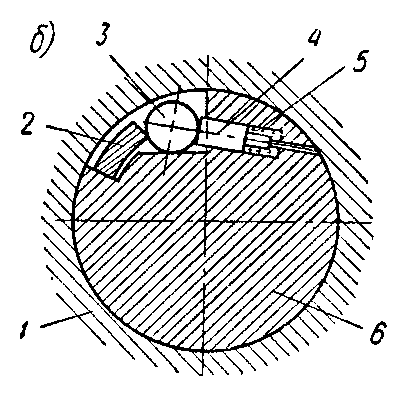
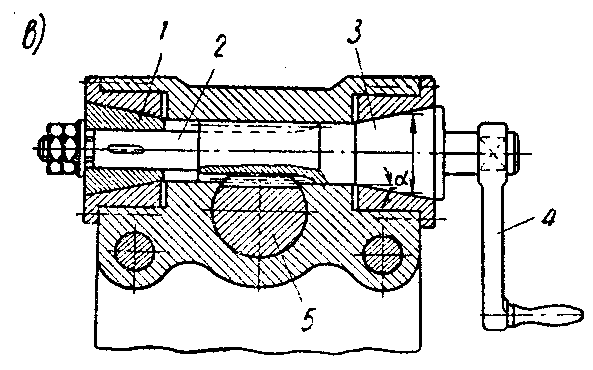
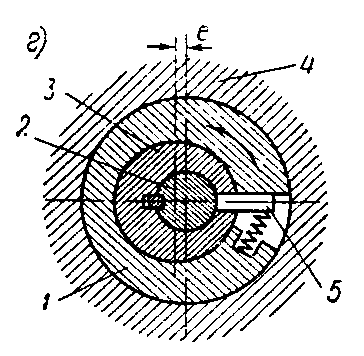
Рис. 7.12. Виды роликовых замков
Комбинированные зажимы – сочетание элементарных зажимов различного типа. На рис. 7.13 представлены некоторые виды таких зажимных устройств.
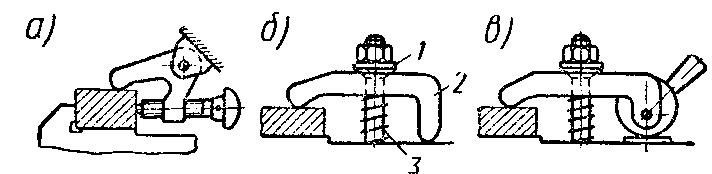
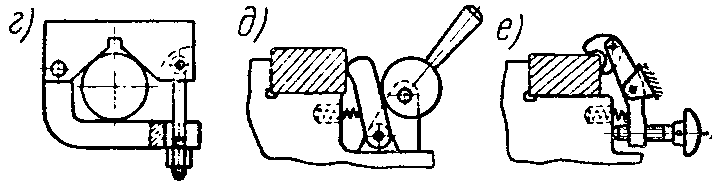
Рис. 7.13. Виды комбинированных зажимных устройств.
Комбинированные зажимные устройства приводятся в действие вручную или от силовых устройств.