

2.4. Расчет длительности производственного цикла обработки каждой партии деталей в механическом цехе при параллельно-последовательном виде движения.
Длительности производственного цикла при параллельно-последовательном виде движения определяется по следующей формуле

где
 - число операций для данной детали;
- число операций для данной детали;
 -
число станков загружаемых при обработке
одной партии;
-
число станков загружаемых при обработке
одной партии;
 -
размер передаточной партии;
-
размер передаточной партии;
 -
минимальная продолжительность из каждой
партии смежных операций, мин;
-
минимальная продолжительность из каждой
партии смежных операций, мин;
 -
межоперационное время, мин.
-
межоперационное время, мин.
Поскольку количество станков на каждой операции меньше количества видов обрабатываемых деталей для сокращения переналадок оборудования целесообразно загружать каждой партией один станок.
Деталь А

Деталь Б

Деталь В

Деталь Г

Деталь Д

Деталь Е

Деталь |
Тпц, мин |
Тпц, см |
Тпц, дн |
а |
4300 |
8,96 |
4,5 |
б |
3530 |
7,35 |
3,7 |
в |
6405 |
13,34 |
6,7 |
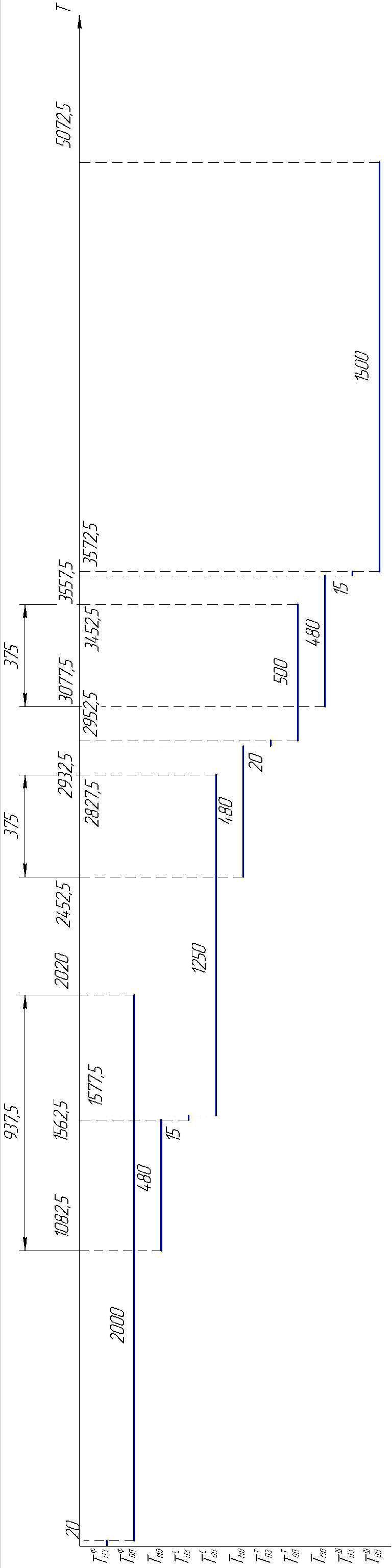
г |
5072,5 |
10,57 |
5,3 |
д |
5470 |
11,40 |
5,7 |
е |
4210 |
8,77 |
4,4 |
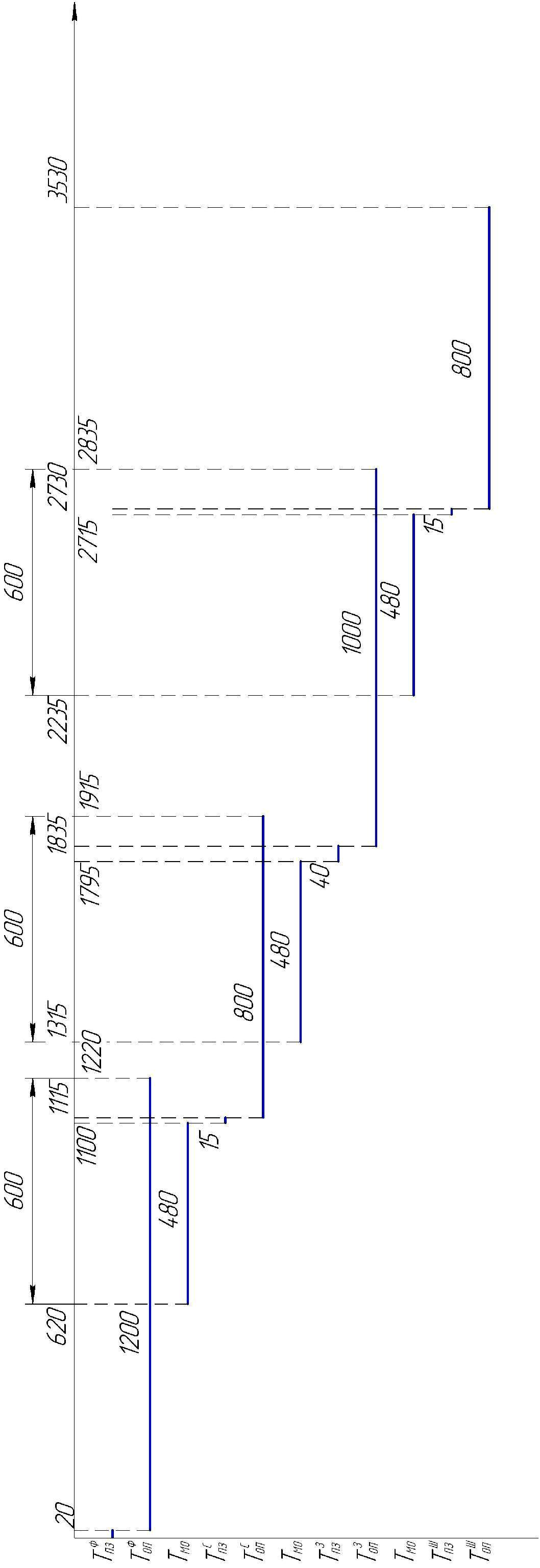
2.5. Расчет опережения запуска-выпуска партий деталей между цехами и между операциями в механическом цехе.
Величину партии изделий в сборочном цехе можно принять равной величине максимального размера партии деталей в механическом цехе.
Таким образом nсб=250 мин, Тсб= 5 дня.
Далее необходимо определить общее запланированное время на изготовление деталей а, б, в, г, д, е.
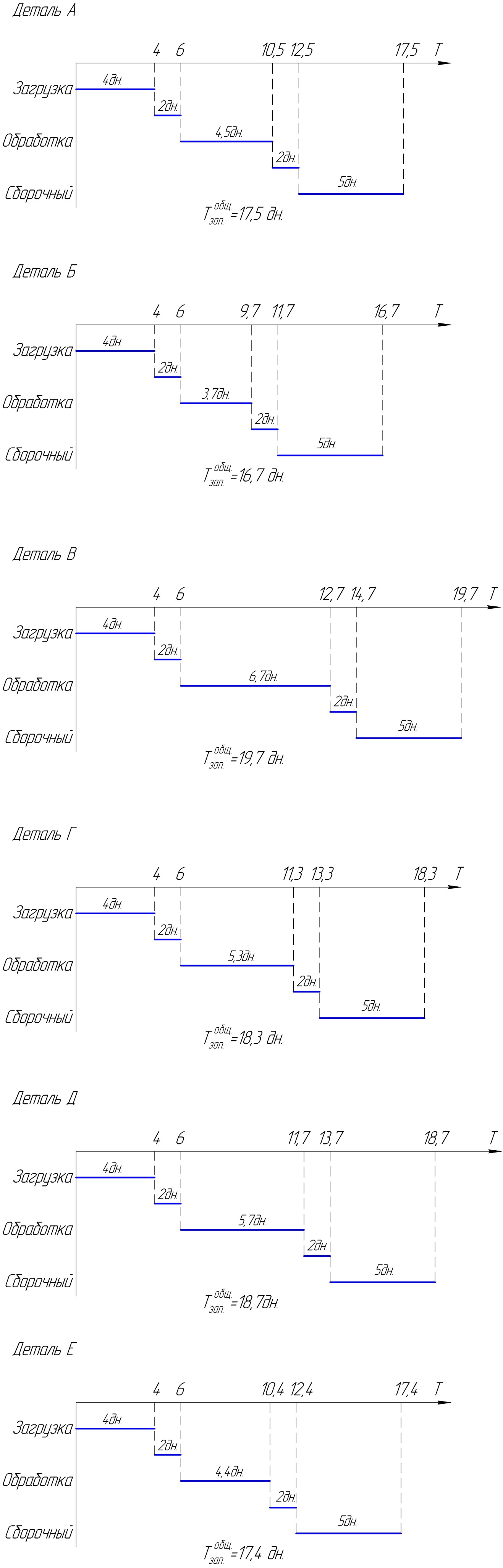
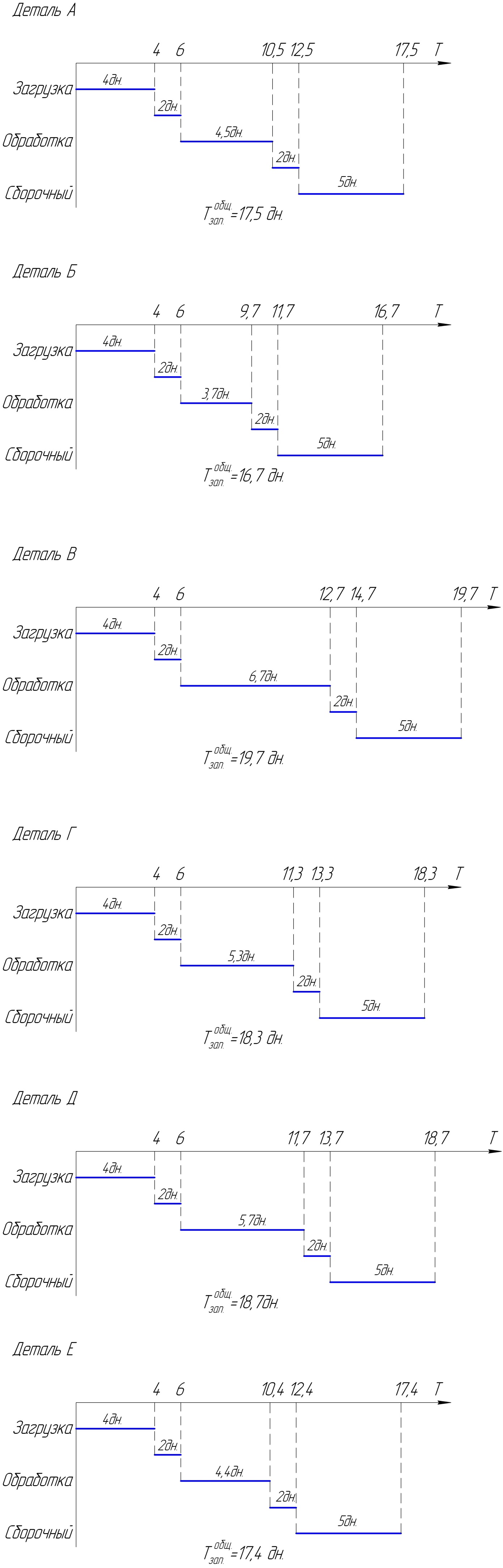
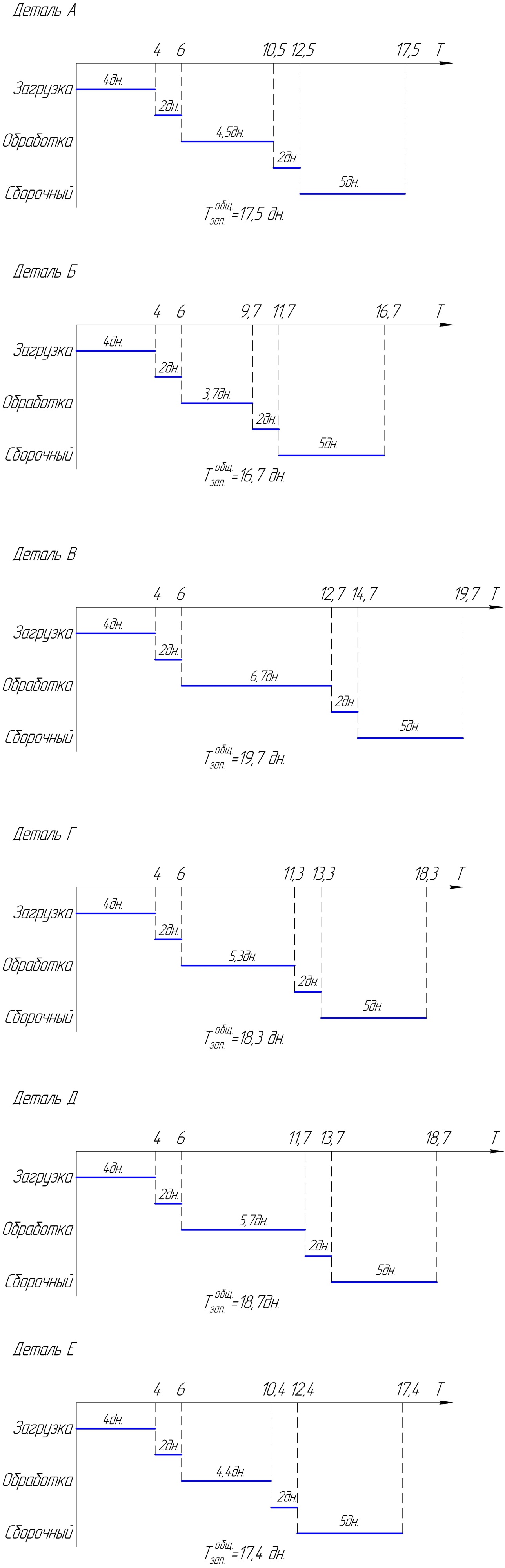
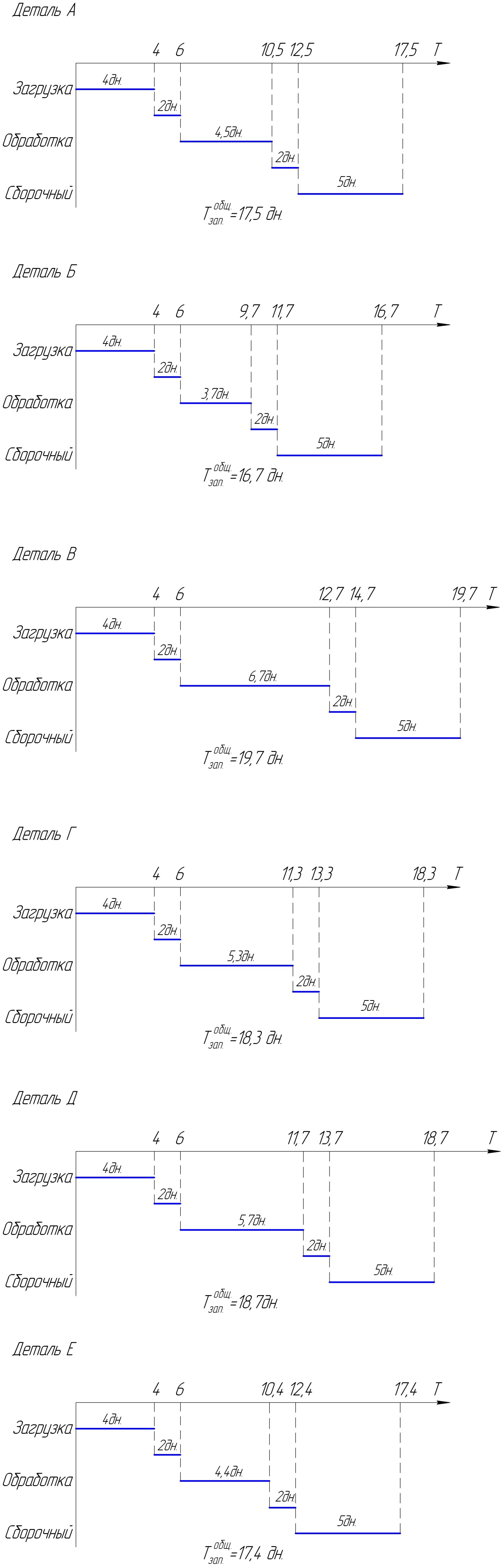
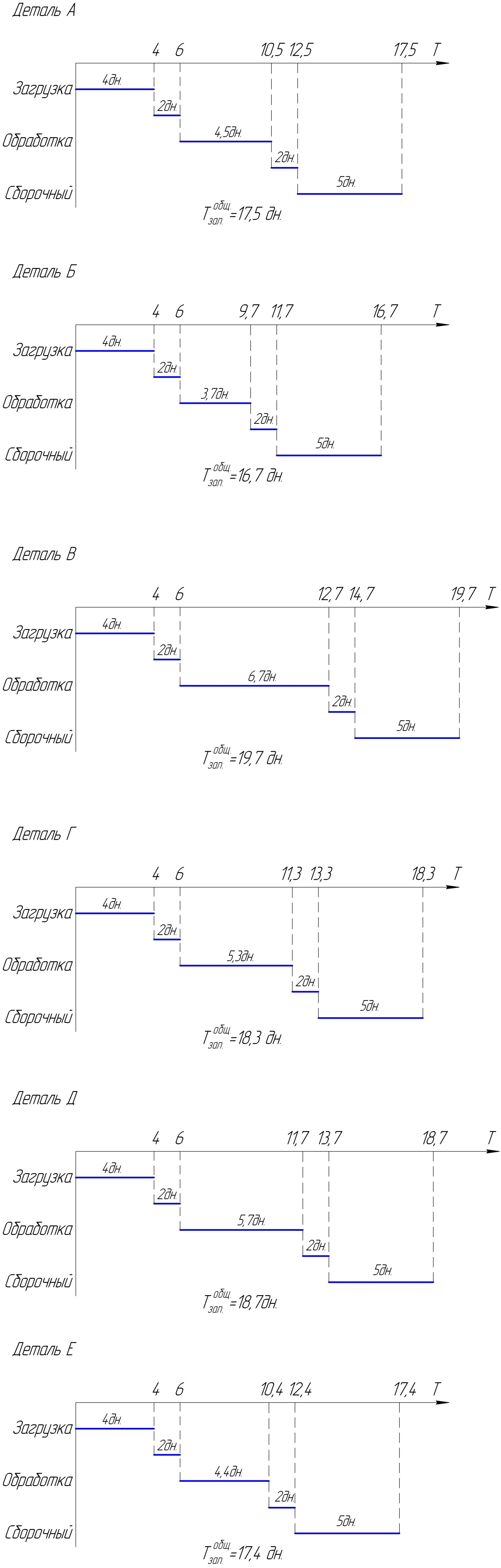
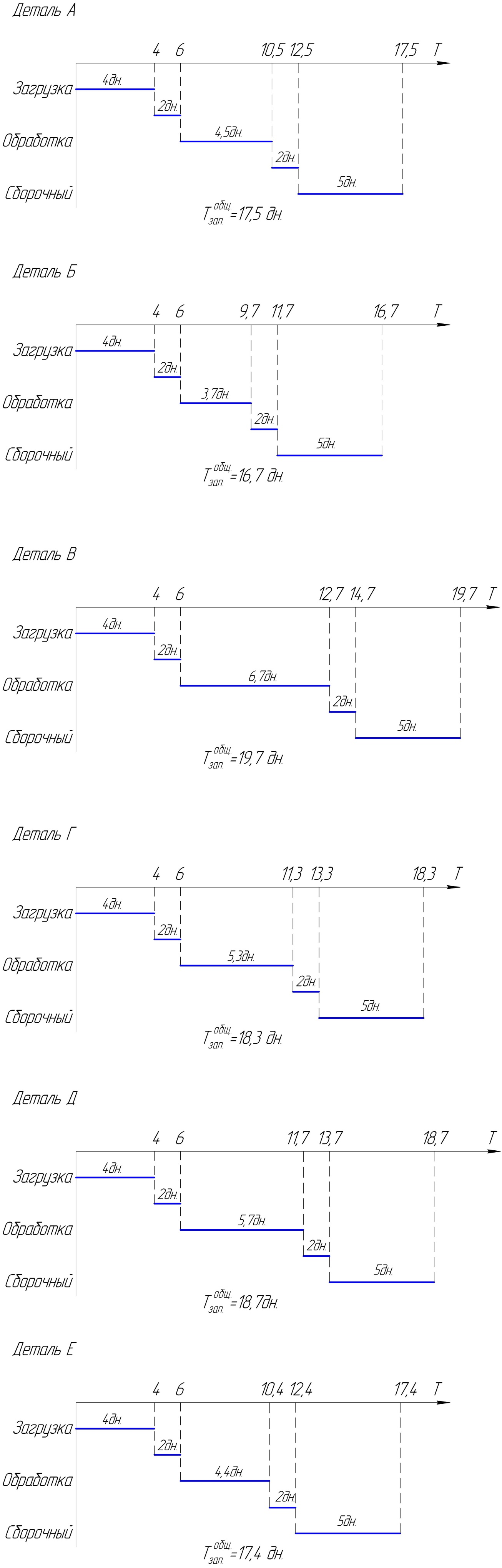
Деталь А
Маршрут обработки |
Ф |
С |
Р |
Ш |
tшт |
4 |
2 |
4 |
7 |
tпз |
20 |
15 |
60 |
15 |
Оперативное время при обработке детали определяется по следующей формуле

- фрезерная
 мин
мин
- сверлильная
 мин
мин
- револьверная
 мин
мин
- шлифовальная
 мин
мин
Перекрываемое время рассчитывается по данной формуле
 мин
мин
 мин
мин
 мин
мин
Деталь Б
Маршрут обработки |
Ф |
С |
З |
Ш |
tшт |
6 |
4 |
5 |
4 |
tпз |
20 |
15 |
40 |
15 |
Оперативное время при обработке детали
- фрезерная
 мин
мин
- сверлильная
 мин
мин
- зуборезная
 мин
мин
- шлифовальная
 мин
мин
Перекрываемое время
 мин
мин
 мин
мин
 мин
мин
Деталь В
Маршрут обработки |
Ф |
С |
Т |
З |
Ш |
tшт |
6 |
4 |
6 |
3 |
9 |
tпз |
20 |
15 |
20 |
40 |
15 |
Оперативное время при обработке детали
- фрезерная
 мин
мин
- сверлильная
 мин
мин
- токарная
 мин
мин
- зуборезная
 мин
мин
- шлифовальная
 мин
мин
Перекрываемое время
 мин
мин
 мин
мин
 мин
мин

Деталь Г
Маршрут обработки |
Ф |
С |
Т |
Ш |
tшт |
8 |
5 |
2 |
6 |
tпз |
20 |
15 |
20 |
15 |
Оперативное время при обработке детали
- фрезерная
 мин
мин
- сверлильная
 мин
мин
- токарная
 мин
мин
- шлифовальная
 мин
мин
Перекрываемое время
 мин
мин
 мин
мин
 мин
мин
 Деталь
Д
Деталь
Д
Маршрут обработки |
Ф |
С |
Т |
Р |
З |
Ш |
tшт |
5 |
2 |
2 |
6 |
4 |
6 |
tпз |
20 |
15 |
20 |
60 |
40 |
15 |
Оперативное время при обработке детали
- фрезерная
 мин
мин
- сверлильная
 мин
мин
- токарная

- револьверная
 мин
мин
- зуборезная
 мин
мин
- шлифовальная
 мин
мин
Перекрываемое время
 мин
мин
 мин
мин
 мин
мин
 мин
мин
мин
 Деталь
Е
Деталь
Е
Маршрут обработки |
Ф |
С |
Т |
Ш |
tшт |
9 |
3 |
4 |
5 |
tпз |
20 |
15 |
20 |
15 |
Оперативное время при обработке детали
- фрезерная
 мин
мин
- сверлильная
 мин
мин
- токарная
 мин
мин
- шлифовальная
 мин
мин
Перекрываемое время
 мин
мин
 мин
мин
мин