

2.3 Режущий инструмент, применяемый на токарно-винторезных станках
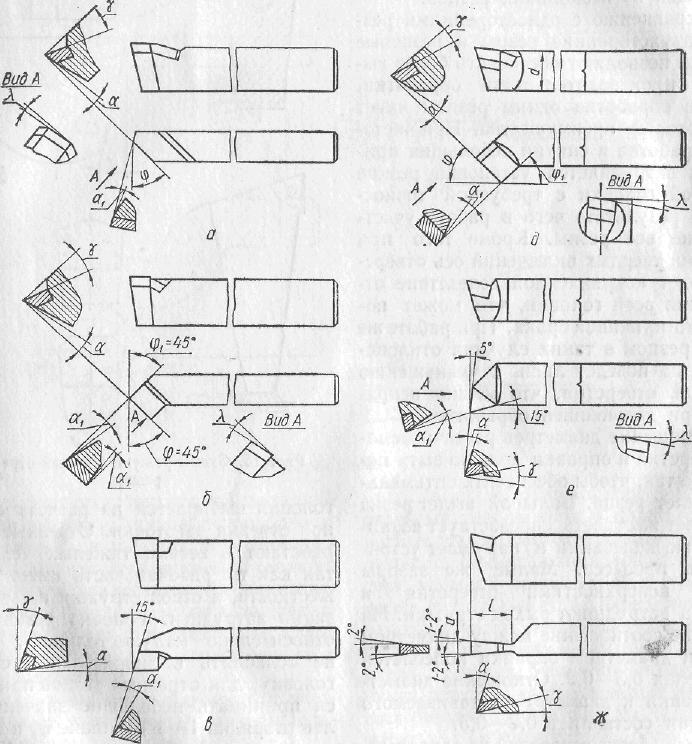
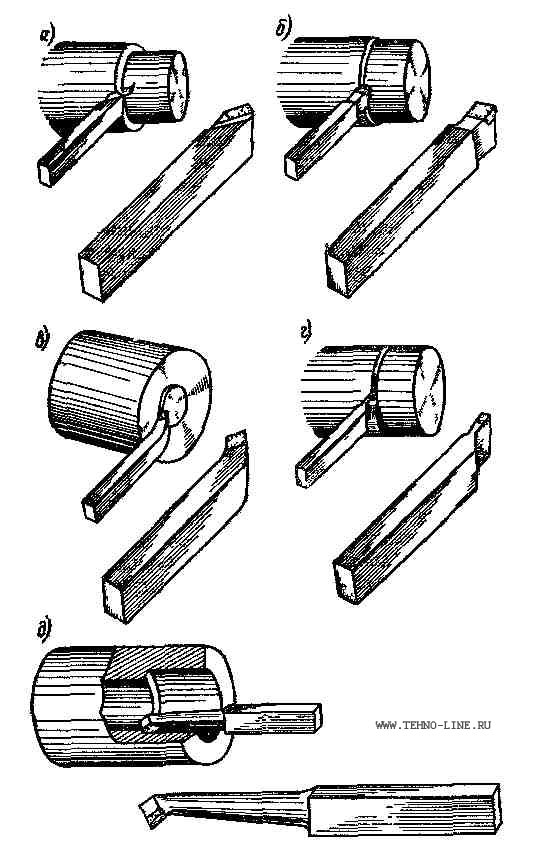
Обработка деталей на металлообрабатывающих станках осуществляется инструментами: простыми, имеющими вид резцов, и сложными — фрезами. Режущая кромка резца образуется в результате обработки расположенных под углом двух плоскостей.
Наиболее распространенный резец имеет две режущие кромки: одна из них—главная, а вторая — вспомогательная. Для придания резцу необходимой формы требуется обработать уже не две, а несколько плоскостей, расположенных под разными углами в пространстве.
Для изготовления инструмента были созданы широкоуниверсальные инструментальные фрезерные станки, характеризующиеся повышенной точностью. К станкам прилагаются различные принадлежности, которые позволяют расположить обрабатываемую деталь под любым углом относительно инструмента, а также обеспечивают изготовление сложных деталей с многочисленными отверстиями: гладкими, ступенчатыми, резьбовыми.
На инструментальных станках можно обрабатывать точные и сложные детали приборов. Первоначально они были сконструированы по типу консольно-фрезерных, но впоследствии приобрели некоторые отличительные особенности и выделились в самостоятельную группу.
На станках при обработке сложных деталей могут быть применены многие методы обработки, например, фрезерование, сверление, растачивание, резьбонарезание, развертывание, строгание, а в некоторых случаях и шлифование.
3 Выбор режимов резания.
Исходя из условий обработки (материала детали, режущего инструмента, точности и шероховатости поверхности), табличным методом определяют необходимые скорости резания и подачи для каждого технологического перехода. В целях уменьшения вспомогательного времени на изменение режимов резания, желательно, чтобы большее количество технологических переходов имело одинаковые режимы резания.
По принятым табличным значениям скоростей определяют число оборотов шпинделя станка по формуле:

где n- число оборотов шпинделя, об/мин
V- скорость резания, м/мин
D- диаметр обрабатываемого отверстия ,мм
Полученное расчетное значение n корректируют до ближайшего паспортного значения, и уточняют фактическую скорость резания.
![]()
Рекомендуемые режимы резания при обработке отверстий приведены в табл. 3
Подачи S, мм/об, при сверлении отверстий сверлами из быстрорежущей стали Р18
Таблица 3.
Диа
|
Сталь
|
Чугун с НВ
|
||
Метр
|
|
σв>80
|
≤200,
|
|
свер
|
σв<80 кг/мм2
|
кг/мм2,
|
медные
|
> 200
|
ла,
|
|
жаропрочная
|
сплавы
|
|
Мм
|
|
и
|
|
|
|
|
нержавеющая
|
|
|
2
|
0.04 - 0.06
|
0.03 - 0.05
|
0.06-0.11
|
0.04 - 0.07
|
4
|
0.06 -0.10
|
0.04 - 0.08
|
0.13-0.22
|
0.08-0.13
|
6
|
0.11 -0.18
|
0.06-0.12
|
0.20 - 0.33
|
0.13-0.22
|
8
|
0.13 -0.22
|
0.08-0.15
|
0.27 - 0.44
|
0.16-0.26
|
10
|
0.16-0.28
|
0.10-0.20
|
0.35 - 0.57
|
0.21 -0.34
|
13
|
0.19 -0.30
|
0.12-0.23
|
0.39 - 0.64
|
0.23 - 0.39
|
16
|
0.22 - 0.37
|
0.13 -0.28
|
0.46 - 0.75
|
0.27 - 0.45
|
20
|
0.26 - 0.43
|
0.15 - 0.32
|
0.52 - 0.86
|
0.32 - 0.53
|
25
|
0.29 - 0.47
|
0.17-0.35
|
0.58 - 0.96
|
0.35 - 0.57
|
30
|
0.33 - 0.55
|
0.20 - 0.40
|
0.67 - 1.10
|
0.40 - 0.66
|
Св.30
|
0.45 - 0.70
|
0.22 - 0.50
|
0.80- 1.20
|
0.50 - 0.80
|
Подачи S, мм/об при зенкеровании сквозных отверстий твердосплавными зенкерами и зенкерами из быстрорежущей стали Р18.
Диаметр зенкера, мм
|
Сталь с σв ≤ 80 кг/мм2
|
Чугун с НВ
|
|
≤200
|
>200
|
||
15 20 25 30 35 40 50 60 80 и выше
|
0.50 - 0.60 0.60 - 0.70 0.70 - 0.90 0.80-1.0 0.90- 1.1 0.90- 1.2
1.2- 1.5
|
0.70 - 0.90 0.90- 1.1
1.1 - 1.3 1.2- 1.5 1.4- 1.7 1.6-2.0 1.8-2.2 2.0 - 2.24
|
0.50 - 0.65 0.60 - 0.75 0.70 - 0.80 0.80-0.90 0.90- 1.0 1.0- 1.2 1.2 - 1.4 1.3- 1.5 1.4- 1.7
|
Примечания: 1. Зенкерование закаленных сталей производить твердосплавными зенкерами. Для диаметров зенкеров 20-30 мм подачи равны соответственно 0.30 - 0.55 мм/об, свыше 30 мм -0.4 - 0.7 мм/об.
2. При зенкеровании глухих отверстий, рекомендуются подачи 0.3 - 0.6 мм/об для незакаленной стали и чугуна и 0.1 - 0.4 мм/об для закаленной стали.
Подачи S, мм/об при развертывании сквозных отверстий развертками из быстрорежущей стали Р18.
Диаметр развертки, мм до
|
Сталь с σв ≤ 80 кг/мм2
|
Чугун с НВ
|
|
≤ 200, медные сплавы
|
> 200
|
||
10
|
0.8
|
2.2
|
1.7
|
15
|
0.9
|
2.4
|
1.9
|
20
|
1.0
|
2.6
|
2.0
|
25
|
1.1
|
2.7
|
2.2
|
30
|
1.2
|
3.1
|
2.4
|
35
|
1.3
|
3.2
|
2.6
|
40
|
1.4
|
3.4
|
2.7
|
50
|
1.5
|
3.8
|
3.1
|
60
|
1.7
|
4.3
|
3.4
|
80 и выше
|
2.0
|
5.0
|
3.8
|
Скорость резания v, м/мин при сверлении отверстий в углеродистой и легированной стали сверлами из быстрорежущей стали Р18 с применением охлаждения.
Группа обрабатываемости стали
|
Подача S, мм/об
|
Скорость резания v, м/мин для сверл диаметром d, мм до
|
||||
5
|
10
|
20
|
30
|
60
|
||
1
|
До 0.20 Св. 0.20 до 0.66
|
43 43 -24
|
50 50-28
|
43 43- 13
|
50 50- 15
|
55 55- 18
|
2
|
До 0.09 Св. 0.09 до 0.66
|
28 28-8
|
32 32- 10
|
37 37-11
|
43 43 - 13
|
50 50- 15
|
3
|
До 0.13 Св. 0.13 до 0.66
|
43 43- 18
|
50 50-20
|
55 55-24
|
55 55 -28
|
55 55-32
|
4
|
До 0.11 Св. 0.11 до 0.66
|
43 43- 15
|
50 50- 18
|
55 55-20
|
55 55-24
|
55 55 -28
|
5
|
До 0.09 Св. 0.09 до 0.66
|
43 43- 13
|
50 50- 15
|
55 55- 18
|
55 55-20
|
55 55-24
|
6
|
До 0.09 Св. 0.09 до 0.66
|
37 37-11
|
43 43- 13
|
50 50- 15
|
50 55 - 18
|
55 55-20
|
7
|
До 0.09 Св. 0.09 до 0.66
|
32 32 - 10
|
37 37-11
|
43 43 - 13
|
50 50- 15
|
55 55- 18
|
8
|
До 0.09 Св. 0.09 до 0.66
|
28 28-8
|
32 32 - 10
|
37 37 - 11
|
43 43 - 13
|
50 50- 15
|
9
|
До 0.09 Св. 0.09 до 0.66
|
24 24 -7
|
28 28-8
|
32 32 - 10
|
37 37-11
|
43 43 - 13
|
10
|
До 0.09 Св. 0.09 до 0.66
|
20 20-6
|
24 24-7
|
28 28-8
|
32 32 - 10
|
37 37-11
|
11
|
До 0.09 Св. 0.09 до 0.49
|
18 18-6
|
20 20-7
|
24 24-8
|
28 28- 10
|
32 32-11
|