

2.4. Метод регулирования компенсатором
В многозвенных размерных цепях достижение высокой точности исходного звена обеспечить рассмотренными выше методами практически невозможно. Это связано с тем, что в размерных сборочных цепях встречаются размеры, принадлежащие стандартным изделиям, например, подшипникам качения. Допуск подшипника по высоте может быть в 6–10 раз больше допуска исходного звена. Кроме того, средний допуск многозвенных сборочных размерных цепей мал и его обеспечение известными методами обработки неэкономично, а в ряде случаев невозможно. Так, если число составляющих звеньев (m + n) = 612, то средний допуск составляющих звеньев в 2–4 раза меньше допуска замыкающего звена (табл. 2.1), и его реализация известными методами механической обработки неэкономична или невозможна.
При достижении точности исходного звена методом регулирования на все составляющие звенья размерной цепи назначаются легко выполнимые, экономически выгодные в условиях заданного производства допуски, а требуемая точность сборки обеспечивается за счет изменения размера компенсирующего звена без снятия стружки.
Таблица 2.1 – Средний допуск составляющих звеньев при расчете размерных цепей вероятностным методом (Р = 0,27 %; λi = 0,4; m + n = 612)
Допуск исходного звена, мм |
0,05… 0,10 |
0,10 … 0,5 |
Средний допуск составляющих звеньев, мм |
0,012 … 0,037 |
0,24 … 0,205 |
Звеном-компенсатором условно называют одно из составляющих звеньев, которое используется для компенсации ошибок составляющих звеньев и сборки в целом с целью уменьшения погрешности замыкающего звена до пределов функционального допуска ТΔ.
В качестве компенсаторов могут применяться зазоры или детали. Деталь-компенсатор может быть подвижной или неподвижной. К подвижным компенсаторам относятся резьбовые, клиновые, цилиндрические по посадке с натягом, конические и другие соединения. Ступенчатое регулирование точности исходного звена выполняется при сборке набором прокладок, проставочных колец (втулок) и т. д.
Возможны различные виды неподвижных компенсаторов:
1. Набор компенсаторных прокладок одинаковой толщины.
2. Набор компенсаторных прокладок разной толщины.
3. Набор проставочных колец (втулок).
Расчет размерных цепей при регулировании точности компенсаторами производят методом max-min или теоретико-вероятностным методом.
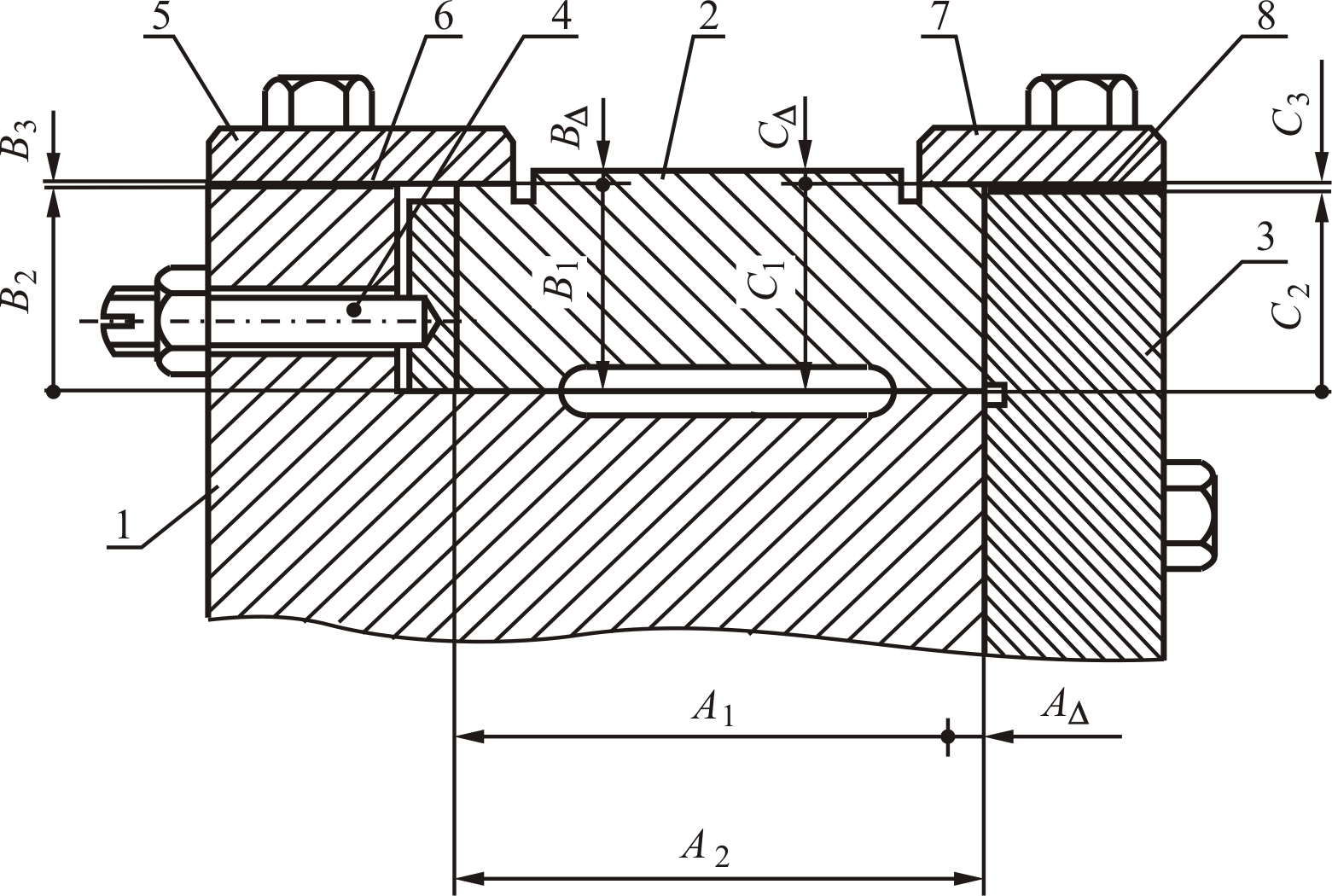
Примеры конструкций подвижных и неподвижных компенсаторов приведены на рис. 2.3 а.
В конструкции (см. рис. 2.3 а) ползун 2 перемещается в направляющих, образованных корпусом 1, планками 3, 4, 5 и 7. Плавность перемещения ползуна 2 и его возможные перекосы в направляющих зависят от точности замыкающих звеньев АΔ, ВΔ и СΔ. Точность замыкающего размера АΔ достигается с помощью подвижного компенсатора 4 (винт с гайкой), а точность звеньев ВΔ и СΔ достигается с помощью неподвижных компенсаторов 6 и 8.
а
б в
Рисунок 2.3 – Конструкции сборочных единиц с различными типами
компенсаторов регулирования точности замыкающего звена
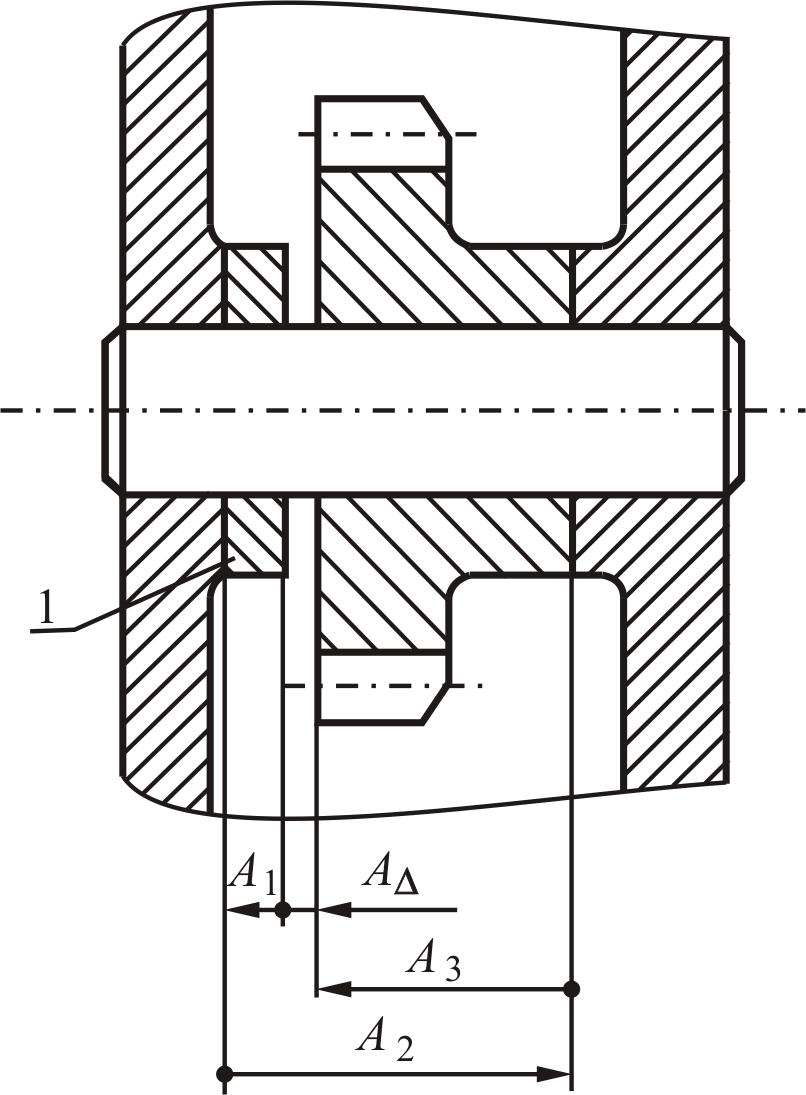
В конструкции (рис. 2.3 б) замыкающим звеном является размер АΔ между торцом зубчатого колеса и поверхностью проставочного кольца. Точность исходного звена АΔ обеспечивается при сборке за счет подбора проставочного кольца 1 нужной толщины. Кольцо требуемой высоты выбирается из набора колец, изготовленных с высокой точностью в пределах проектных значений. Число компенсаторов в наборе и их размеры устанавливают при помощи расчета размерных цепей.
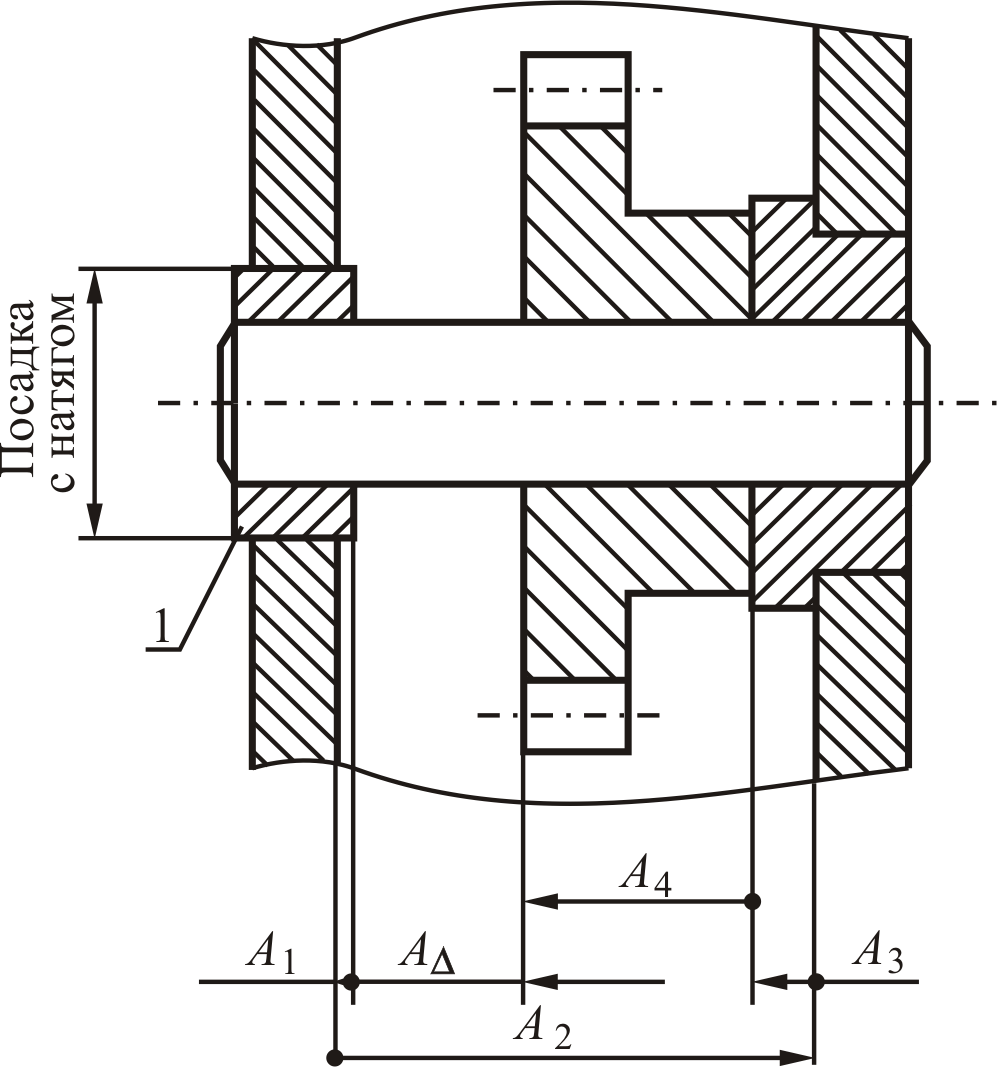
В конструкции (рис. 2.3 в) предусмотрен подвижной компенсатор 1, установленный в корпусе по посадке с натягом: компенсатор 1 является одновременно и подшипником скольжения.
Рассмотренные примеры показывают, что компенсаторы должны предусматриваться конструкцией изделия. Присутствие компенсаторов в изделии должно не усложнять конструкцию, а способствовать ускорению сборки и снижению затрат на механическую обработку деталей.
На практике можно достичь точности сборки с помощью компенсирующего звена-зазора. Понятие «звено-зазор» является условным и характеризует расстояние между осями (линейный зазор) или угол между поверхностями или осями (угловой зазор) сопрягающихся деталей.
Звенья-зазоры, встречающиеся в размерных цепях, представляют собой три конструктивные разновидности (рис. 2.4). Замыкающее звено ВΔ размерной цепи можно регулировать в пределах зазора по сопрягаемым поверхностям выступа 1 и впадины 2 (см. рис. 2.4 а).
Если зазор полностью выбирается в одну сторону одним из способов силового замыкания (пружина, груз, винт и т. д.), то размерная цепь составляется так, чтобы зазор не оказывал влияния на замыкающее звено (см. рис. 2.4 б).
В зависимости от того, в какую сторону выбирается зазор, размеры проставляются по схеме, показанной на рис. 2.4 б, в. В одной схеме зазоры выбраны в одну сторону, а в другой – полностью в противоположную. Расчеты обеих размерных цепей производятся по формулам для простых линейных ошибок. Затем по результатам расчета берутся такие наибольшие (из одной цепи) и наименьшие (из другой цепи) предельные отклонения, при которых размах отклонений замыкающего звена оказывается наибольшим. Этот размах сравнивается с полем допуска на замыкающее звено. По результатам сравнения составляется только одна размерная цепь с более удобной простановкой размеров на чертеже.

а б в
Рисунок 2.4 – Конструктивные разновидности звеньев-зазоров
Расчет размерных цепей методом регулирования выполняют в такой последовательности.
1. Подготовка входных данных: чертеж сборочной единицы; требования точности замыкающих звеньев; номинальные размеры составляющих звеньев и др.
2. Составление схем сборочных размерных цепей, видов, их связи и последовательности расчета.
3. Выбрать метод расчета размерных цепей: max-min или вероятностный.
4. В зависимости от конструктивных особенностей изделия выбрать тип компенсатора:
проставочное кольцо;
прокладки одинаковой толщины;
прокладки разной толщины.
5.
Определить
экономически выгодные допуски
![]() и предельные отклонения
и предельные отклонения
![]() и
и
![]() составляющих звеньев исходя
из
предполагаемого метода финишной
обработки
поверхностей
в условиях заданного типа производства.
Расширенные допуски
составляющих звеньев можно принимать
по 12-му квалитету (табл. 2.2).
составляющих звеньев исходя
из
предполагаемого метода финишной
обработки
поверхностей
в условиях заданного типа производства.
Расширенные допуски
составляющих звеньев можно принимать
по 12-му квалитету (табл. 2.2).
Таблица 2.2 – Допуски и коэффициенты ki, , и λi составляющих звеньев
|
Виды поверхностей деталей |
|||
охватывающие |
охватываемые |
остальные |
||
Рекомендуемые поля допусков |
Н12 |
h12 |
|
|
Коэффициенты |
ki |
1,2 |
1,2 |
1,2 |
|
–0,1 |
+0,1 |
0 |
|
λi |
0,37…0,47 |
0,37…0,47 |
0,37…0,47 |
|
Примечание: информация о выборе коэффициентов ki, , и λi с учетом условий обработки приведена в табл. П1.6 и прил. 10.
Если в сборочной единице имеются стандартные изделия, то допуски на их размеры назначают по соответствующим стандартам.
6. Рассчитать координату середины поля допуска составляющих звеньев по формуле (2.6)
.
7. Определить параметры компенсатора и корректирующего звена в зависимости от принятого типа компенсатора.
7.1. Компенсатор – набор прокладок одинаковой толщины.
7.1.1. Определить предварительный номинальный размер Аk компенсатора (набора прокладок), например, в расчетах размерных цепей редукторов его принимают равным 1 мм.
7.1.2. Определить наименьшую толщину прокладки в наборе из условия
hmin ≤ TΔ , (2.14)
где TΔ – допуск замыкающего звена сборочной размерной цепи по условию проектной задачи.
При малой величине допуска TΔ и невозможности обеспечить соотношение (2.14) выбирают прокладки разных (h', h") близких между собой толщин, используя при сборке разность размеров (h' > TΔ и h" > TΔ).
7.1.3. Определить погрешность изготовления и предельные отклонения номинального размера компенсатора с учетом того, из какого листа изготовлен компенсатор:
![]() (прокладки
изготовлены из одного листа); (2.15)
(прокладки
изготовлены из одного листа); (2.15)
![]() (прокладки
изготовлены из разных листов), (2.16)
(прокладки
изготовлены из разных листов), (2.16)
где
Tik
– толщина i-й
прокладки компенсатора; zп
– предварительное число прокладок в
наборе,
 .
.
Рекомендуется определить симметричные предельные отклонения на номинальный размер компенсатора
![]() .
.
7.1.4. Выбрать коэффициенты ki и λi из табл. 2.2 (их выбор связан с принятым теоретико-вероятностным расчетом размерной цепи). Многозвенные размерные цепи, когда m + n > 4, рассчитывают теоретико-вероятност-ным методом.
7.1.5. Определить среднее отклонение поля допуска замыкающего звена
 . (2.17)
. (2.17)
7.1.6. Найти производственный допуск замыкающего звена
 .
(2.18)
.
(2.18)
7.1.7. Определить компенсацию Ткомп
![]() . (2.19)
. (2.19)
7.1.8. Рассчитать окончательное число прокладок в наборе
 . (2.20)
. (2.20)
Если
окончательно принятое число прокладок
одинаковой толщины
![]() не равно
предварительно принятому zп
числу прокладок, то по формулам (2.15) или
(2.16) производят перерасчет допуска
компенсатора Тk,
а затем по формуле (2.18) уточняют значение
производственного допуска
замыкающего звена.
не равно
предварительно принятому zп
числу прокладок, то по формулам (2.15) или
(2.16) производят перерасчет допуска
компенсатора Тk,
а затем по формуле (2.18) уточняют значение
производственного допуска
замыкающего звена.
Откорректированный допуск замыкающего звена используют в дальнейших расчетах.
7.1.9.
Определить поправку
![]() в зависимости от характера действия
компенсирующего звена на замыкающее
звено:
в зависимости от характера действия
компенсирующего звена на замыкающее
звено:
для увеличивающего компенсирующего звена
![]() ;
(2.21)
;
(2.21)
для уменьшающего компенсирующего звена
![]() .
(2.22)
.
(2.22)
7.1.10. Определить исполнительный размер корректирующего звена, при котором обеспечивается условие:
![]() .
(2.23)
.
(2.23)
Это условие выполняется, если скорректированное отклонение корректирующего звена рассчитано по формуле
![]() , (2.24)
, (2.24)
где
![]() – среднее отклонение корректирующего
звена по условию задачи;
– среднее отклонение корректирующего
звена по условию задачи;
![]() – поправка, с помощью которой обеспечивается
условие (2.23). Она рассчитывается по
формулам (2.21) или (2.22).
– поправка, с помощью которой обеспечивается
условие (2.23). Она рассчитывается по
формулам (2.21) или (2.22).
Знак плюс принимается для увеличивающего и знак минус – для уменьшающего корректирующего звена.
7.1.11. Записать исполнительный размер скорректированного составляющего звена по формуле
 , (2.25)
, (2.25)
где
Акор
– номинальный размер корректирующего
звена (условие задачи); знак –
«+»,
или принять таким, каким он получился
при расчете
по формуле (2.24);
![]() ,
,
![]() – верхнее и нижнее отклонения
корректирующего звена по условию задачи.
– верхнее и нижнее отклонения
корректирующего звена по условию задачи.
7.2. Компенсатор – набор прокладок разной толщины.
7.2.1.
Определить
номинальный размер компенсатора
![]() и проверить условие (1.3):
и проверить условие (1.3):
 .
.
7.2.2. Определить толщину первой самой тонкой прокладки из условия (2.14):
h1 = hmin ≤ TΔ.
7.2.3. Выбрать предельные отклонения на номинальный размер компенсатора
,
где Тk – допуск на номинальный размер Аk компенсатора.
Величину допуска Тk можно определить из следующих соображений. Вначале рекомендуется выбрать допуск на изготовление самой тонкой прокладки h1 = hmin по табл. П1.25–П1.27. Поскольку остальные прокладки будут иметь бóльшую толщину и, следовательно, бóльшие допуски, то для размера компенсатора Аk выбирают допуск в 4–5 раз больше, чем допуск на толщину прокладки h1.
7.2.4. Выбрать коэффициенты ki, , и λi по табл. 2.2 или по табл. П1.6.
7.2.5. Определить величину производственного допуска замыкающего звена.
В проектных расчетах при неизвестных законах распределения погрешностей размеров условно принимают распределение всех составляющих звеньев одинаковым по закону Симпсона (ki = l,2; λi = 1/6), а допуск рассчитывают по формуле (1.16)
 .
.
7.2.6.
Определить номинальный размер
![]() толщины прокладок
толщины прокладок
 .
(2.26)
.
(2.26)
7.2.7. Проверить выполнение условия (1.3)
.
В случае невыполнения этого условия скорректировать величину одного из составляющих звеньев сборочной размерной цепи.
7.2.8.
Определить
![]() всех составляющих звеньев по формуле
(2.6):
всех составляющих звеньев по формуле
(2.6):
.
7.2.9. Рассчитать замыкающего звена по формуле (2.17):
.
7.2.10. Определить среднее отклонение компенсатора
 .
(2.27)
.
(2.27)
7.2.11. Определить наибольший расчетный размер компенсатора
 . (2.28)
. (2.28)
7.2.12. Выбрать размеры последней самой толстой прокладки
![]() . (2.29)
. (2.29)
7.2.13. Рассчитать толщины прокладок, которые должны входить в набор, по формулам:
![]() ;
;
![]() ;
;
![]() ;
… ;
;
… ;
![]() . (2.30)
. (2.30)
Прокладки в наборе рассчитывают таким образом, чтобы суммарная величина набора прокладок удовлетворяла условию
![]() .
(2.31)
.
(2.31)
7.3. Компенсатор проставочное кольцо (втулка) (см. рис. 2.3 б).
7.3.1. Выбрать номинальный размер втулки Аk из условия (1.3)
.
7.3.2. Выбрать предельные отклонения на компенсатор (втулку)
![]() .
.
Втулка по высоте является охватываемой деталью. Поэтому es = 0, а
![]() ,
,
![]() .
.
7.3.3. Рассчитать производственный допуск замыкающего звена по формуле (1.16):
 .
.
7.3.4. Выбрать среднее отклонение допуска замыкающего звена по формуле (2.17):
.
7.3.5. Определить величину компенсации по формуле (2.19):
.
7.3.6. Рассчитать максимальный и минимальный размеры втулки с учетом того, каким звеном является высота втулки в размерной цепи (увеличивающим или уменьшающим) по формулам, приведенным в табл. 2.3.
Таблица 2.3 – Предельные размеры заготовки неподвижного компенсатора при достижении точности методом регулирования
Сведения о компенсаторе |
Расчетные формулы |
Номер формулы |
|
Характер звена в размерной цепи |
Предельные размеры
|
||
Увеличивающее звено |
max |
|
2.32 |
min |
|
2.33 |
|
Уменьшающее звено |
max |
|
2.34 |
min |
|
2.35 |
|
7.3.7. Определить число N ступеней размеров (приняв предварительно допуск ступени Тст равным допуску замыкающего звена ТΔ по условию задачи Тст = ТΔ)
 .
(2.36)
.
(2.36)
Расчетное значение Nрасч округляют до ближайшего целого значения N.
7.3.8. Определить шаг ступеней
![]() . (2.37)
. (2.37)
7.3.9. Рассчитать размеры втулок-компенсаторов, входящих в набор:
![]() ,
(2.38)
,
(2.38)
где i = 0, 1, 2, 3 … (N – 1) ступени компенсатора; средний предельный размер компенсатора, рассчитанный по формулам табл. 2.3 с учетом характера компенсатора как составляющего звена сборочной размерной цепи.
Размер компенсатора первой ступени определяется по формулам:
для уменьшающего звена
![]() ,
(2.39)
,
(2.39)
где
![]()
предельный средний размер компенсатора,
рассчитанный по формуле (2.34);
предельный средний размер компенсатора,
рассчитанный по формуле (2.34);
для увеличивающего звена
, (2.40)
где предельный средний размер компенсатора, рассчитанный по формуле (2.32).
Размер последней втулки компенсатора в наборе можно определить по формулам:
для уменьшающего звена
![]() , (2.41)
, (2.41)
где
![]()
предельный средний размер компенсатора,
рассчитанный по формуле (2.35);
предельный средний размер компенсатора,
рассчитанный по формуле (2.35);
для увеличивающего звена
![]() , (2.42)
, (2.42)
где предельный средний размер компенсатора, рассчитанный по формуле (2.33).