

Задания
Разработать технологический процесс и произвести расчеты процесса изготовления детали «полушар» при различных размерах изделия и заготовки (табл. 3.6). Механические свойства благородных металлов в зависимости от степени деформации приведены на рис. 3.6.
Таблица 3.6
Варианты заданий
Номер варианта |
Толщина заготовки под прокатку h0, мм |
Наружный диаметр детали Dнар., мм |
Толщина полосы hк, мм |
Рядность при раскрое |
Металл |
|
|
0,5 |
8 |
0,20 |
1 |
золото |
|
|
0,6 |
10 |
0,25 |
2 |
золото |
|
|
1,4 |
11 |
0,25 |
1 |
серебро |
|
|
1,8 |
19 |
0,30 |
1 |
палладий |
|
|
2,0 |
20 |
0,30 |
2 |
платина |
|
|
0,5 |
9 |
0,20 |
1 |
золото |
|
|
1,4 |
12 |
0,25 |
2 |
серебро |
|
|
2,0 |
20 |
0,30 |
1 |
палладий |
|
|
1,5 |
13 |
0,25 |
1 |
серебро |
|
|
0,6 |
14 |
0,25 |
2 |
золото |
|
|
2,2 |
20 |
0,30 |
1 |
платина |
|
|
0,6 |
15 |
0,25 |
1 |
золото |
|
|
1,6 |
16 |
0,25 |
2 |
серебро |
|
|
0,7 |
18 |
0,30 |
2 |
золото |
|
|
1,7 |
17 |
0,25 |
1 |
серебро |
а)
б
в
г
|
|
а |
б |
|
|
в |
г |
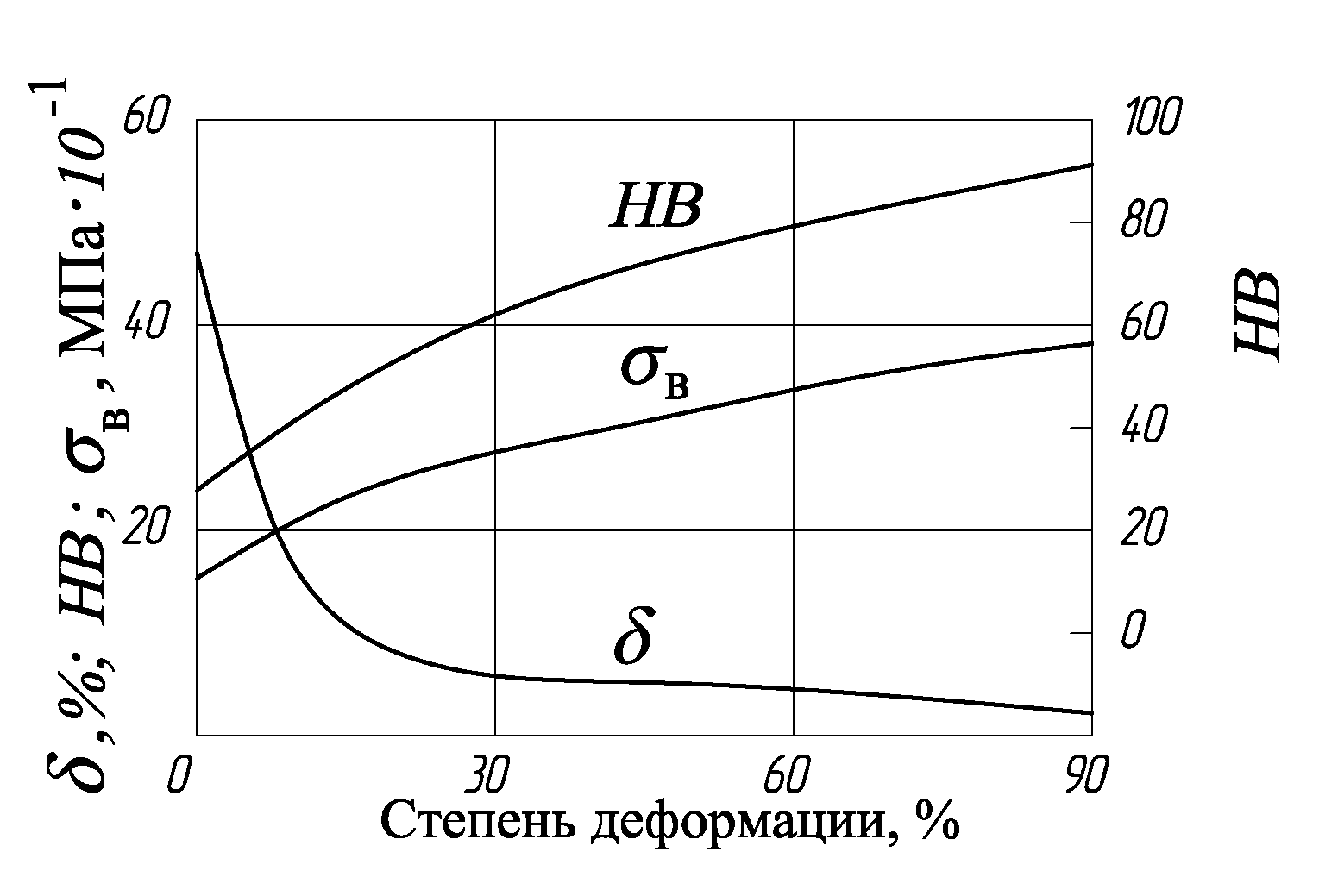
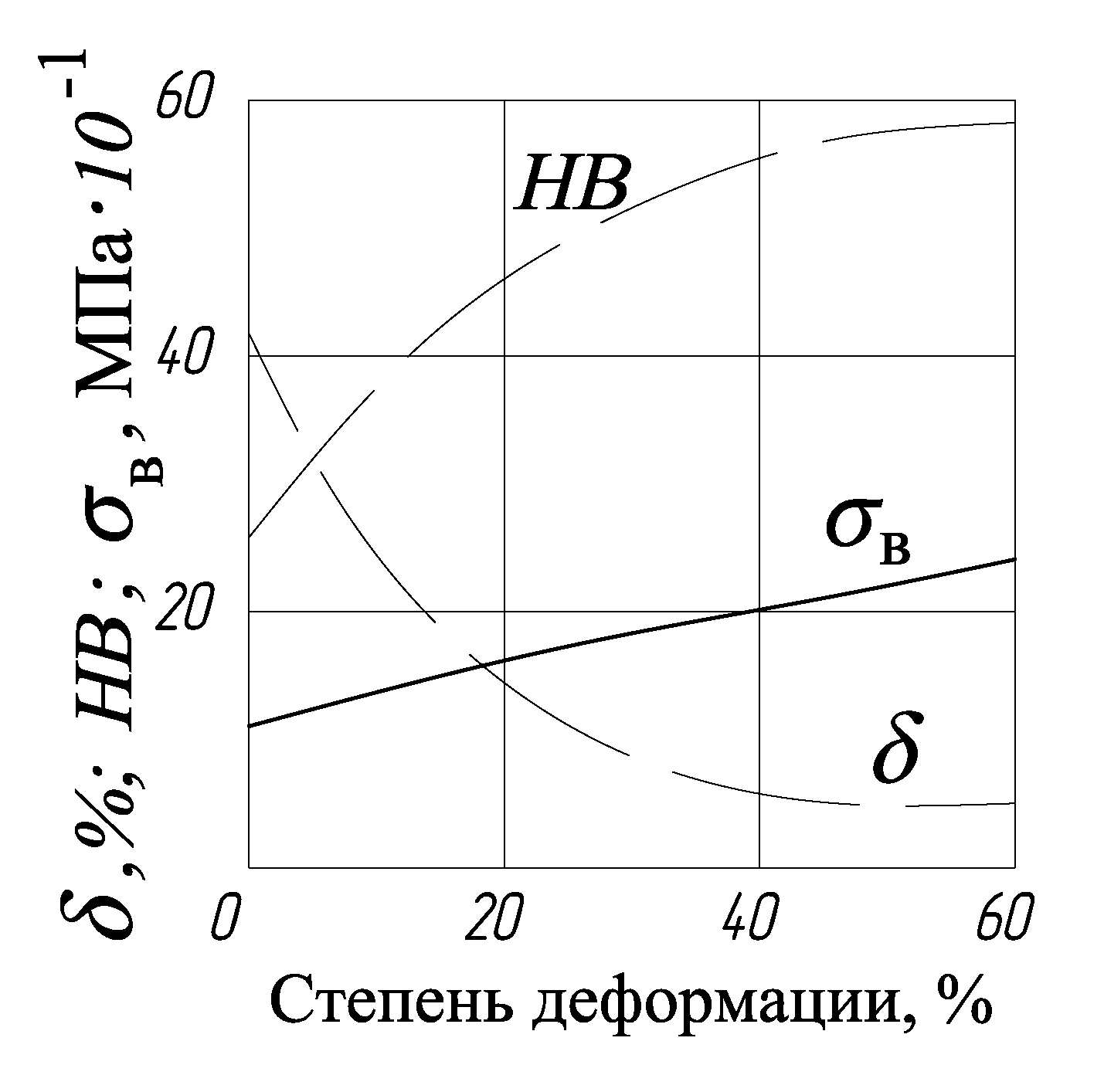


а – серебро; б – золото; в – палладий; г – платина
Рис.3.6. Механические свойства металлов в зависимости от степени холодной деформации
4. Расчет технологических режимов производства проволочных заготовок для ювелирных цепочек из платиновых и палладиевых сплавов
Полуфабрикаты для ювелирной промышленности – это проволока из ювелирных сплавов в основном идущая на изготовление цепей автоматной вязки. Проволока из металлов платиновой группы, помимо ювелирной промышленности, используется в приборостроении, электротехнике химической промышленности.
Заготовка для автоматной вязки регламентируется ТУ ювелирного производства. Диаметры заготовки в виде проволоки находятся в интервале 0,2-1,2 мм, номинальные отклонениями лежат в пределах ±0,01 мм. Представители некоторых типов цепей представлены в табл. 4.1.
Таблица 4.1
Виды цепей из красного золота 585 пробы
Наименование изделия |
Диаметр, мм |
Вес (L=500 мм), гр |
Внешний вид |
гурмета граненая |
0,35 0,25 0,20 |
6,74 3,59 |
|
гурмета рада граненая |
0,40 0,30 |
8,45 5,04 |
|
сингапур граненый |
0,70 0,60 0,50 0,35 0,30 |
3,86 9,09 7,08 3,66 2,84 |
|
ромб двойной граненый |
0,80 |
25,13 |
|
цепь ручной работы |
0,30 |
3,32 |
|
Технология получения проволоки включает в себя три основных передела – это ковка, сортовая прокатка и волочение с чередующиеся промежуточными отжигами для восстановления пластических свойств деформированной заготовки.
С целью определения энергосиловых и деформационных условий получения проволок различных диаметров и последующего самостоятельного проектирования технологии изготовления проволоки, ниже приведены примеры расчета получения полуфабрикатов и определения энергосиловых параметров для их получения.