

4.4.1. Основы электродуговой сварки. Регулировка силы сварочного тока, зажигание и держание дуги.
Цель занятия: Получить на рабочем месте навыки сварщика - зажигание и удержание электрической дуги.
В процессе занятия нами были получены практические навыки зажигания и устойчивого держания электрической дуги.
Устройство сварочного поста для ручной электродуговой сварки постоянным током при обратной полярности (на электроде положительный полюс от источника постоянного тока).
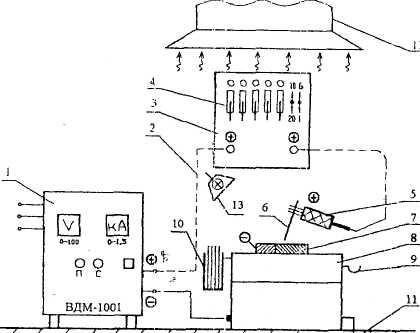
Рис. 1. Схема поста для ручной электродуговой сварки на постоянном токе обратной полярности: 1- источник постоянного тока (выпрямитель); 2- шины сварочные токопроводящие; 3- реостат балластный; 4- рукоятки установки величины тока; 5- электрододержатель; 6- электрод; 7- деталь; стол; 9-подставка-вешалка; 10-пенал для электродов; 11-заземление; 12-вентиляция вытяжная; 13- освещение местное (36В).
Регулирование силы сварочного тока с использованием омического регулируемого сопротивления (реостата).
К1
! К2 I
КЗ I
К41 КЗ I
Кб I
К71 К8 Рис.
2. Принципиальная схема регулирования
величины тока балластным реостатом
типа РБ-302 при ручной электро дуговой
сварке постоянным током обратной
полярности: 1- указатели величины тока
при включении элемента;
Рис.
2. Принципиальная схема регулирования
величины тока балластным реостатом
типа РБ-302 при ручной электро дуговой
сварке постоянным током обратной
полярности: 1- указатели величины тока
при включении элемента;
рукоятки включения или отключения элемента омического сопротивления;
элементы омического сопротивления; 4- контакт с источником питания; 5- контакт с электрододержателем.
3.Строение сварочного электрода и его закрепление в электрододержателе.
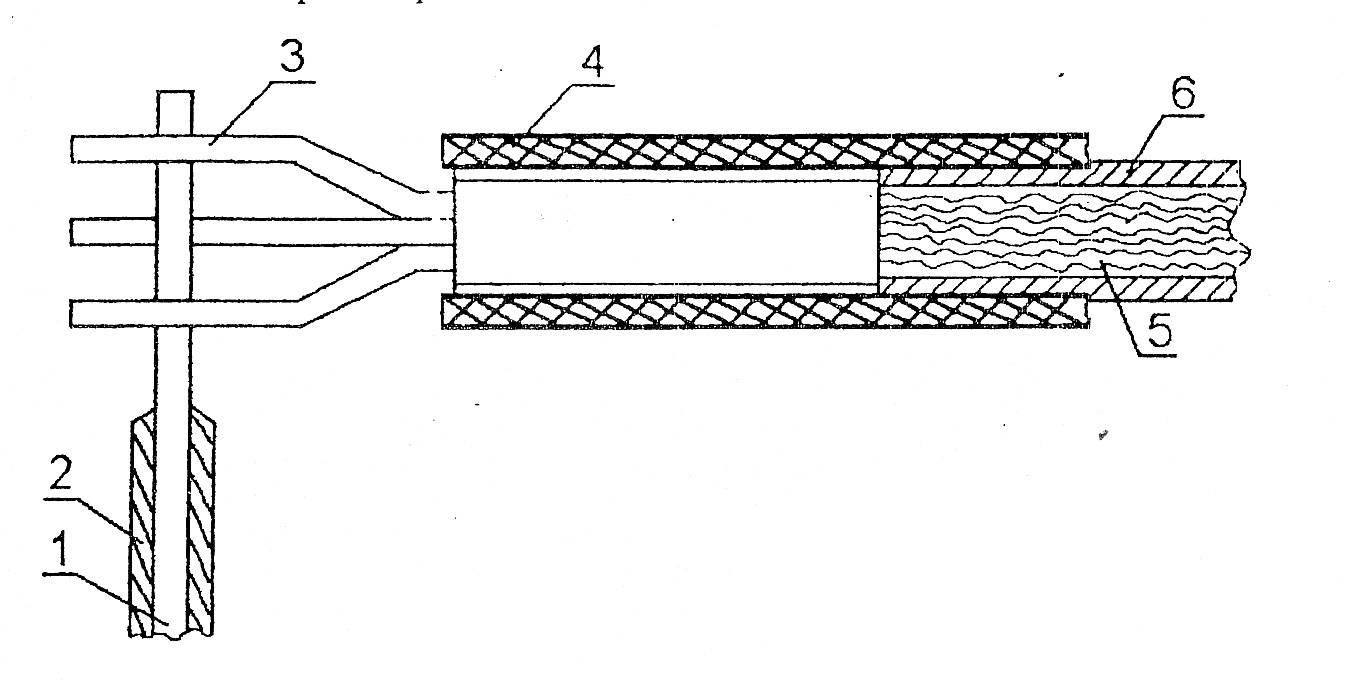
Рис. 4. Электрододержатель вилочный: 1- стержень электрода; 2- обмазка электрода; 3- вилка проволочная; 4- рукоятка (резиновая); 5- провод медный отожженный; 6- кабель сварочный.
4.4.2. Основы электродуговой сварки. Выполнение сварного стыкового соединения.
Цель занятия: Практически освоить выполнение сварного соединения.
Подготовка кромок свариваемых деталей под сварку в зависи мости от их толщины.
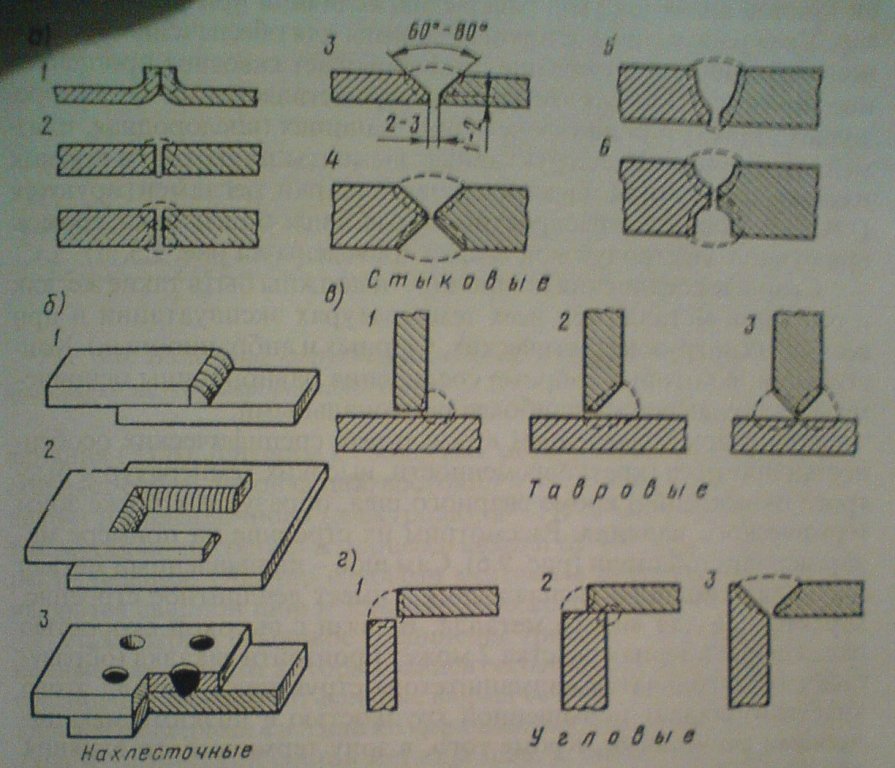
Перед сваркой элементы конструкций подвергают соответствующей подготовке. Виды, подготовки зависят от материала конструкции, его толщины, способа сварки, а также технологических особенностей свариваемого изделия. Основными видами подготовки кромок являются угол раскрытия, величина притупления и зазор. Конструктивные элементы подготовки кромок изделия для ручной электродуговой сварки регламентируются ГОСТом. Наиболее распространенные виды подготовки кромок при ручной электродуговой сварке приведены на рис 9.5
В
 иды
сварных соединений: стыковое, угловое,
тавровое, внахлестку.
иды
сварных соединений: стыковое, угловое,
тавровое, внахлестку.
Рисунок 9.5.Типы сварных соединений: а – стыковые: 1 – отбортовочное, 2 – без разделки кромок, 3 - V – образная разделка кромок, 4 – Х – образная разделка кромок, 5 - U – образная разделка кромок односторонняя,6 – U – образная двусторонняя, б – нахлесточные; 1 – с односторонним лобовым швом, 2- прорезное с односторонним лобовым и фланговыми швами, 3 – заклепочное; в - тавровые: 1 с односторонним фланговым швом, 2 – то же, с односторонней разделкой кромки, 3 – с двусторонним фланговым швом и двусторонней разделкой кромок, г – угловые: 1 – с односторонним фланговым швом, 2 – то же, с двусторонними фланговыми швами, 3 – с V – образной разделкой кромок.
Перед сваркой элементы конструкций подвергают соответствующей подготовке. Виды, подготовки зависят от материала конструкции, его толщины, способа сварки, а также технологических особенностей свариваемого изделия. Основными видами подготовки кромок являются угол раскрытия, величина притупления и зазор. Конструктивные элементы подготовки кромок изделия для ручной электродуговой сварки регламентируются ГОСТом. Наиболее распространенные виды подготовки кромок при ручной электродуговой сварке приведены на рис 9.5