

Определение технологических припусков
Технологические припуски зависят от свойств материалов, технологии изготовления, способа соединения и применяемого оборудования.
При разработке конструкции применяются следующие виды припусков: на влажно-тепловую обработку, термодублирование, уработку, на посадку рукава, на монтаж и т. д.
Технологические припуски на вто и термодублирование
Технологические припуски определяются для каждого конструктивного отрезка (в процентах или абсолютной величине).
Для определения процента усадки материала при влажно-тепловой обработке и термодублиравании образец материала определенного размера подвергают термообработке, применяемой в процессе производства швейных изделий.
Для определения процента усадки при ВТО образец материала (30х30 см) утюжат по всей поверхности через влажный проутюжильиик до полного высушивания образца, затем образец оставляют лежащим свободно на 1 час и вновь подвергают утюжке.
После двукратной утюжки образец измеряют металлической лентой с точностью до 0,1 см в трех местах по основе и по утку, вычисляют среднюю арифметическую величину соответственно по основе и по утку и определяют процент усадки от ВТО по формуле
ПТвтоо
=![]() ·100,
·100,
где ПТвтоа — величина усадки = АВ—АВ';
АВ — размер образца до обработки (испытания);
АВ' — размер образца после обработки (испытания), рис. 15.
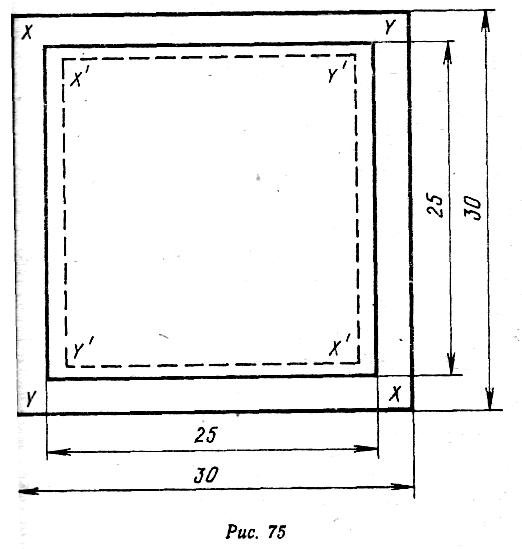
Рисунок - 15
Аналогичным способом определяют процент усадки, при термодублировании:
ПТтдо
=![]() ·100.
·100.
Припуск на уработку при стачивании деталей (пТу)
Припуск на уработку (ПТу) зависит от конструкции соединения, количества швов, свойства тканей, применяемого оборудования.
Припуск на посадку (ПТпос) является особым видом технологического припуска, который служит для создания формы и посадки одной детали по отношению к другой, зависит от свойства материала (состава, толщины, плотности) и способа обработки.
Посадка одной детали по отношению к другой, т. е. уменьшение, сжатие материала на определенных участках соединяемых деталей, чаще по срезам, для формообразования (по окату рукава, плечевой линии, боковому срезу и т. п.)
Способность материала посаживаться задается нормой посадки (Н), т. е. количество посадки, приходящееся на 1 см длины.
Норма посадки для различных материалов колеблется от 0,03 до 0,125 см/см.
Ориентировочные нормы посадки, см/см:
Жесткий материал (независимо от состава) 0,03
Материал толщиной 0,05—0,10 см из полиэфирного волокна 0,04
Материал толщиной 0,05—0,10 см из смеси полиэфира и хлопка 0,06
Материал толщиной 0,10—0,15 см из смеси полиэфира и шерсти 0,08
Материал толщиной 0,10—0,20 см из шерстяного волокна 0,10—0,12
Величину прибавки на посадку оката рукава (ПОР) рассчитывают по формуле
ПОР = Н ДП,
где ДП — длина проймы.
Монтажные припуски (пТм)
Припуски монтажные необходимы для соединения деталей одежды в процессе изготовления.
К монтажным припускам относятся:
припуск на посадку (ПТпос);
припуск на швы (ПТш);
припуск на подгибы (ПТп);
припуск на подгонку (ПТпод);
припуск на формообразование (ПТф).
Для различных конструктивных отрезков применяются различные виды прибавок и припусков,