

6. Технология газовой сварки
Технология газовой сварки осуществляется за счет тепловой энергии, выделяющейся при химическом взаимодействии горючих газов ацетилена, пропан-бутана, коксового газа и т. д. с кислородом. Основные параметры кислорода, ацетилена и др. горючих газов приведены в табл. 1 и табл. 2.
Таблица 1
Основные параметры кислорода
Усл. обозн. |
Документ поставки |
Объемный состав газа в % по сортам (маркам) поставки |
Плотность ρ, кг/м³ |
||
1-ый |
2-ой |
3-ий |
|||
O2 |
ГОСТ 5583-78 |
99,7 |
99,5 |
99,2 |
1,429 |
Значение ρ приводится при нормальных условиях атмосферного давления 101,3 кПа и температуре +20 ºС.
Кислород бесцветный, не горючий газ, не токсичен и не имеет запаха, активно участвует в горении других газов. Для сварки и резки используют кислород, выпускаемый по ГОСТ 5583-78 трех сортов: 1 – чистотой не менее 99,7 %; 2 – чистотой не менее 99,5 %; 3 – чистотой не менее 99,2 % по объему. При химической реакции сгорания ацетилена в кислороде температура его пламени достигает 3200 ̊С, а количество тепла, выделяющегося при сгорании одного килограмма ацетилена, составляет 8373,6 Дж.
Ацетилен С2Н2 является химическим соединением углерода и водорода и при нормальном давлении (0,1 МПа) и нормальной температуре 20 ̊С представляет собой бесцветный газ с резким чесночным запахом, обусловленным содержащимися в нем примесями сероводорода, аммиака и фосфористого водорода. При давлении 0,1 МПа и температуре 82,4 ̊C ≤ Т ≤ 84 ̊С ацетилен превращается в жидкость, а при Т = - 85 ̊С затвердевает.
Смесь С2Н2 с О2 или воздухом образует взрывоопасный газ. Наиболее взрывоопасные смеси содержат от 7 до 13% С2Н2. Присутствие окиси меди снижает температуру самовоспламенения С2Н2 до 240 ̊С. В определенных условиях С2Н2 реагирует с медью, и поэтому в арматуре и приборах с ацетиленом запрещается использовать материалы с содержанием меди более 70 %.
Взрывоопасность ацетилена понижается при растворении его в жидкостях. При 20 ̊С и давлении 0,1 МПа в одном объеме ацетона растворяется 20 объемов ацетилена. Поэтому баллоны для транспортировки и хранения ацетилена наполняются твердым пористым материалом, который пропитывается ацетоном. Ацетилен, заполняемый в такие баллоны, невзрывоопасен и называется растворенным ацетиленом (ГОСТ 5457-75).
Ацетилен получают из карбида кальция, природного газа, нефти, угля. Ацетилен, получаемый из природного газа на 30 – 40 % дешевле, чем из карбида кальция. Такой ацетилен называется пиролизным.
Замена ацетилена на другой горючий газ, прежде всего, обусловлена тем, что эффективная мощность пламени, т.е. количество тепла, вводимое в нагреваемый металл в единицу времени у обоих газов одинаковы, но теплотворные способности различных газов различны и поэтому их количество для создания одинаковой эффективной мощности различны. Это породило коэффициент замены ацетилена Ψ, который определяется отношением необходимого расхода газа заменителя к расходу ацетилена
Ψ = Qгз/Qa . (12)
Основные свойства газов заменителей приведены в табл. 2. Все приведенные в таблице соотношения расходов газа и кислорода относятся к пламени, которое применяется для сварки металла или является подогревающим.
Газовое пламя состоит из ядра, восстановительной зоны и факела – зоны полного сгорания (рис. 16).
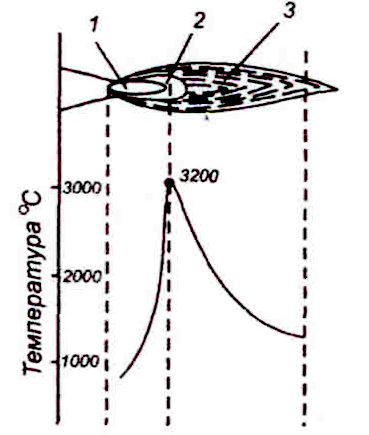
Рис. 16. Распределение температуры по оси нормального
газового пламени
Таблица
Основные свойства горючих газов и жидкостей,
применяемых при ГТО
Наименование газа |
Плотность, ρ, кг/м3 |
Низшая теплотворная способность, кДж/м3 |
Температура пламени в смеси с кислородом, ˚С |
Коэффициент замены ацетилена |
Количество кислорода на 1 кг газа, кг |
Пределы взрываемости смеси, % |
Область применения |
|
С воздухом |
С кислородом |
|||||||
Ацети-лен |
1,09 |
52800 |
3100-3200 |
1,0 |
1,0-1,3 |
2,2-81,0 |
2,3-93,0 |
Все виды ГТО, для сварки сталей, чугуна, алюминия, латуни |
Водород |
0,084 |
10100 |
2100-2300 |
5,2 |
0,3-0,4 |
3,3-81,5 |
2,6-95,0 |
Сварка легкоплав-ких метал-лов, пайка, резка |
Коксо-вый газ |
0,4-0,55 |
14700-17600 |
2100-2300 |
3,2 |
0,6-0,8 |
- |
- |
То же |
Город-ской газ |
0,84-1,05 |
17200-21000 |
2000-2300 |
3,0 |
1,5-1,6 |
3,8-24,6 |
10,0-73,6 |
То же |
Метан |
0,67 |
35600 |
2400-2700 |
1,6 |
1,5-1,8 |
4,8-16,7 |
5,0-59,2 |
Резка, сварка и пайка цветных металлов, сварка стали |
Пропан |
1,88 |
93000 |
2600-2750 |
0,6 |
3,4-3,8 |
2,0-9,5 |
2,0-48,0 |
То же |
Бутан |
2,54 |
11650 |
2400-2500 |
0,45 |
3,2-3,4 |
1,5-8,5 |
2,0-45,0 |
То же |
Пропан-бутан |
1,87 |
22200 |
2500-2700 |
0,6 |
3,5 |
- |
- |
Резка стали, сварка, пай-ка легко-плавких металлов |
Бензин |
0,7-0,76 |
10500 |
2490-2590 |
1,4 |
1,1-1,4 |
0,7-6,0 |
2,1-28,4 |
То же |
Керосин |
0,82-0,84 |
10000-10200 |
2400 |
1,0-1,3 |
1,7-2,4 |
1,4-5,5 |
2,0-28,0 |
То же |
Ядро (1 на рис. 16) имеет резко очерченную форму, близкую к форме цилиндра с яркосветящейся оболочкой. Под действием тепла в ядре происходит распад ацетилена по реакции
С2Н2 = 2С + Н2 . (13)
Оболочка состоит из раскаленных частиц углерода, которые сгорают в наружном слое оболочки. Размеры ядра зависят от состава горючей смеси, ее расхода, скорости истечения и диаметра мундштука горелки. Диаметр мундштука определяет диаметр ядра, а скорость истечения – длину ядра, которая достигает 17 мм. Температура ядра достигает 1000 ̊С.
Восстановительная (средняя) зона (2 на рис. 16) располагается за ядром и по своему более темному цвету заметно отличается от ядра. В восстановительном пламене продукты распада ядра окисляются по реакции
2С + Н2 + О2 = 2СО + Н2 . (14)
Длина зоны зависит от номера мундштука и достигает 20 мм. Зону называют восстановительной потому, что ее компоненты СО и Н2 раскисляют расплавленный металл, отнимая кислород из его окислов. Восстановительная зона имеет более высокую температуру - 3140 ̊С в точке, которая отстоит на 3 – 6 мм от конца ядра. Эта зона наиболее пригодна для сварочных процессов. При этом сварной шов получается без пор, шлаковых и газовых включений.
Зона полного сгорания – факел (3 на рис. 16) располагается за восстановительной зоной. В факеле протекает вторая стадия реакции горения за счет кислорода воздуха
2СО + Н2 + 1,5О2 = 2СО2 + Н2О . (15)
Поэтому факел нормального пламени в основном состоит из паров воды и диоксида углерода. Температура этой зоны в ацетиленовом пламени колеблется от 1200 ̊С до 2520 ̊С.
В зависимости от отношения расхода кислорода и ацетилена получают три основных вида сварочного пламени: нормальное, окислительное и науглероживающее.
Нормальное пламя получается тогда, когда отношение Qк/Qa = 1,1 – 1,2 (где Qк и Qa – соответственно расходы кислорода и ацетилена при горении). При этом в восстановительной зоне отсутствуют кислород и углерод. Все три зоны имеют ярко выраженные границы.
Окислительное пламя получается тогда, когда Qк/Qa ≥ 1,3.
При этом ядро приобретает конусную форму, сокращается по длине, пропадают резкие очертания основных зон и пламя бледнеет. Пламя начинает гореть с шумом, уровень которого зависит от давления кислорода. Температура окислительного пламени выше, чем у нормального. Избыток кислорода приводит к окислению металла шва, вызывает пористость и повышает хрупкость металла шва. Окислительное пламя можно применять при резке, сварке латуни и пайке твердыми припоями.
Науглероживающее пламя получается при избытке ацетилена, когда Qк/Qa для ацетилена составляет 0,95 и менее. Ядро такого пламени теряет резкость очертаний и на конце его появляется зеленый венчик, по которому и определяют избыток углерода. Восстановительная зона становится светлее и почти сливается с ядром, а факел приобретает желтоватую окраску. При большом избытке ацетилена пламя начинает коптить. Температура науглероживающего пламени ниже, чем нормального и окислительного. Избыток углерода, находящегося в пламени, легко поглощается расплавленным металлом, повышая его твердость и снижая пластические характеристики, а также повышая склонность к трещинообразованию.
При сварке разных материалов пользуются разным пламенем. Для сварки сталей требуется нормальное пламя, для сварки чугуна и наплавки твердых сплавов – науглероживающее, для сварки латуни и резки всех материалов – окислительное.
Применение флюсов при газовой сварке вызвано несколькими причинами. Во-первых, флюсы применяются для защиты расплавленного металла от окисления воздуха. Во-вторых, флюсы в жидком металле препятствуют образованию тугоплавких оксидов, переводя их в легкоплавкие шлаки, всплывающие на поверхность сварочной ванны. В сварочной ванне при газовой сварке могут образовываться основные и кислые оксиды. Нейтрализуются эти оксиды за счет применения соответствующих флюсов. В качестве флюсов используют буру, борную кислоту, оксиды и соли бора, калия, лития, натрия, фтора.
Флюсы вводятся в зону газотермической обработки по-разному. Они наносятся на поверхность деталей, подлежащих обработке, перед началом обработки или вводятся в расплавленный металл в процессе обработки посредством нанесения на присадку.
Оборудование для сварочных процессов приводится в разделе «Средства технологической оснастки для сварки».
Сварочное пламя может быть мягким, нормальным и жестким. Это зависит от скорости истечения газов. При малых скоростях истечения пламя становится мягким и склонным к обратным ударам пламени и хлопкам. Поэтому необходимо увеличение скорости истечения газов. Жесткое пламя образуется, когда скорости истечения газов велики и жидкий металл сварочной ванны выдувается под действием динамического давления пламени. Расход горючих газов в таком случае необходимо уменьшать.
При газопламенной сварке понятие режим объединяет в себе способ сварки, угол наклона мундштука по отношению к свариваемой поверхности, мощность пламени и диаметр присадочной проволоки.
На практике различают два способа ручной газовой сварки.
Левым способом газовой сварки называется способ, при котором горелка перемещается налево, а присадочная проволока располагается перед мундштуком по ходу движения (рис. 2, б).
Правым способом сварки называется способ, когда горелка перемещается слева направо, а присадочная проволока подается за мундштуком по ходу движения (рис. 2, а).
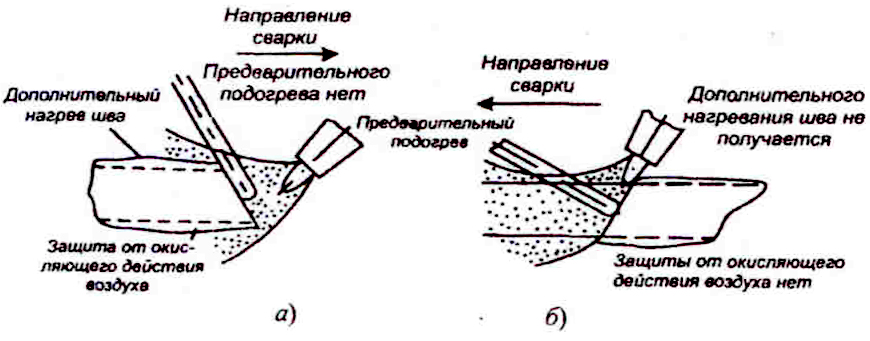
Рис. 17. Способы ручной газовой сварки
Мундштук сварочной горелки в процессе сварки располагают в плоскости оси шва, а наклон мундштука к свариваемой поверхности зависит от толщины свариваемых деталей и их теплофизических свойств. Так при сварке сталей толщиной до 1 мм угол наклона мундштука составляет 10о, от 1 до 3 мм – 20о, от 3 до 5 мм – 30о и т. д. (рис. 3). При толщинах 15 мм и выше угол наклона составляет 80о и более. При сварке трудно воспламеняющихся материалов (сталь, медь, латунь и т. д.) угол наклона мундштука остается в указанных пределах, а при сварке легко воспламеняющихся падает до 10о (например, магниевые сплавы).
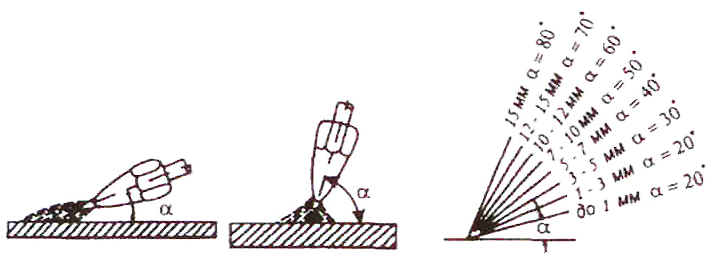
Рис. 18. Угол наклона мундштука сварочной горелки
Мощность сварочного пламени определяется расходом ацетилена. В процессе сварки сталей мощность пламени при левом способе сварки должна соответствовать расходу ацетилена Qa=(100-120)×S дм3/ч, при правом способе сварки Qa=(120-150)×S дм3/ч (где S – толщина свариваемого металла в мм). При сварке меди любым способом Qa=(150-200)×S дм3/ч.
Мощность пламени регулируется вентилями на горелке и наконечниками, вставляемыми в мундштук. Наконечники имеют разные диаметры канала сопла, которые пропускают разные количества ацетилена и отличаются друг от друга номерами. Применяемые наконечники представлены в табл. 3.
Таблица 3
Номер наконечника |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
Диаметр канала сопла, мм |
1,0 |
1,3 |
1,6 |
2,0 |
2,5 |
3,0 |
3,5 |
Расход С2Н2, дм3/ч |
150 |
250 |
400 |
500 |
1000 |
1700 |
2500 |
Диаметр присадочной проволоки выбирают в зависимости от толщины свариваемого металла и способа сварки. При левом способе сварки диаметр присадки d = (S/2 + 1) мм, где S – толщина свариваемого металла в мм; при правом способе d = S/2 мм. При толщинах свыше 15 мм диаметр проволоки выбирают равным 6 – 8 мм.
Техника выполнения сварных швов зависит от толщины свариваемых деталей, их теплофизических свойств и пространственного положения выполняемого шва. Так, при сварке деталей толщиной до 3 мм из стали, меди, латуни и т. д. наиболее распространен левый способ. При сварке деталей из легкоплавких материалов любой толщины так же применяется только левый способ. При сварке деталей из не легкоплавких материалов (сталь, медь и т. д.) толщиной более 3 мм наибольшее распространение получил правый способ. Правый способ сварки имеет производительность на 20 – 30 % выше, чем левый, и расходует газа на 15 – 20 % меньше. Нижние швы выполняются наиболее просто, т. к. наиболее удобно наблюдение за сваркой и легко формируется шов. Вертикальные швы при малых толщинах выполняются сверху вниз правым способом, а снизу вверх - левым способом. При сварке стыков деталей толщиной от 6 до 8 мм вертикальный шов могут выполнять двойным валиком. При этом детали устанавливаются с зазором, равным половине их толщины. Затем сварщик в нижней части проплавляет отверстие, превосходящее зазор и, подавая присадку на нижнюю кромку, правым способом начинает вести сварку одновременно, расплавляя отверстие с верхней стороны. При этом, сварной шов формируется с обеих сторон одновременно. Сварные швы на вертикальной плоскости в горизонтальном положении выполняют, как правило, правым способом, направляя пламя горелки на сварочную ванну снизу и подавая при этом присадочную проволоку сверху на нижнюю кромку. Подобное расположение позволяет качественно формировать сварной шов без наплывов на нижнюю кромку и подрезов на верхней кромке.
Наиболее трудной является потолочная сварка, т. к. при ней особенно остро ощущается влияние гравитационных сил на жидкий металл. Предпочтительнее сварку проводить правым способом с минимальной производительностью расплавления. Сварка листового материала неповоротных стыков и коробчатых конструкций начинается с прихватки собранных деталей. На коротких швах длина прихваток не превышает 5 мм и ставятся они на расстоянии 50 – 100 мм. При сварке толстолистовой стали длина прихваток составляет 20 - 30 мм и ставятся они на расстоянии 300 - 500 мм.
Тонколистовые детали свариваются без применения присадочных проволок. У деталей делают отбортовку кромок. Сложенные вместе их сваривают посредством расплавления горелкой отбортованных кромок. Для сварки длинных швов листовых конструкций применяют обратноступенчатый способ сварки. При сварке изделий толщиной более 5 мм применяют V- и X-образные разделки кромок.
У коробчатых конструкций сначала варятся 3 вертикальных угла, затем к вертикальным стенкам приваривается днище, и уже потом вываривается последний вертикальный стык.
Сварку труб небольшого диаметра с толщиной стенок до 5 мм производят без разделки кромок с зазором 1,5 - 2 мм. Сварку труб большого диаметра производят блочным способом одним или несколькими сварщиками. При ремонте сосудов для нефти сваркой, эти сосуды либо тщательно промывают горячей водой с каустической содой, либо заполняют отработанными газами двигателей внутреннего сгорания. Пламя горелки при этом зажигают и гасят на расстоянии от завариваемой тары.