

8.Основы взаимозаменяемости. Основный понятия и определения
Взаимозаменяемость-свойство деталей, узлов или агрегатов машин позволяющее устанавливать их в процессе сборки или заменять без подгонки при сохранении всех требований и характеристик. Плюс: упрощение процесса сборки, снижение себестоимости производства, создается возможность кооперирования специализации.
Виды:
Полное-размеры деталей выполнены с точностью позволяющие проводить сборку без подгонки
Не полное-когда не возможно выполнить сборку изделий с заданной точностью. Применяется селективная сборка.
Размерная-по присоединенным размерам
Парометрическая-не только по размерам, но и основным тех параметрам
Внешняя-изделия и составные части входящих в более крупные механизмы
Внутренняя-взаимозаменяемость деталей уходящих в изделие
Понятия:
Размер-числовое выражение в выбранных единицах измерения: охватывающий (вал), охватываемый(отверстие)
Номинальный размер-определяется по расчетам из номинального ряда линейных размеров. Обозначается DH-отверстие, dH-вал
Действительный размер-размер установленный измерениями с допускаемой погрешностью (Dд, dд)
Предельный размер-два допускаемых размера между которыми должен находится действительный размер(Dmax,Dmin, dmax,dmin)
Отклонени-алгебраическая разность между размером (действительным или предельным)
Допуск-разность между наибольшим наименьшим размерами или откланениями
Нулевая линия-линия соответствующая номинальному размеру, относительно которого указываются отклонения
Поле допуска-поле ограниченное предельными отклонениями
9.Единая система допусков и посадок. Основание системы.
В ЕСДП стандартизованные базовые элементы для получения различных поле допусков. Поле допуска характеризуется: величиной допуска; положением относительно номинального размера. ЕСДП рассматривает размеры от 1-500 мм этот диапазон делится на 18 интервалов. Для этих размеров установлен 21 квалитет. Положение поля допуска определяется основным отклонением (один из двух отклонений, ближайший к номинальному размеру). В ЕСДП основные отклонения (28) обозначаются латинскими буквами. В ЕСДП различают две основные системы посадок
С
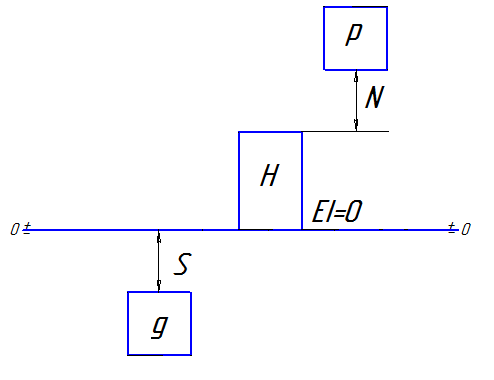 истема
отверстий cH-образуется
при соединении различных валов с
основным отверстием EI=0
истема
отверстий cH-образуется
при соединении различных валов с
основным отверстием EI=0
С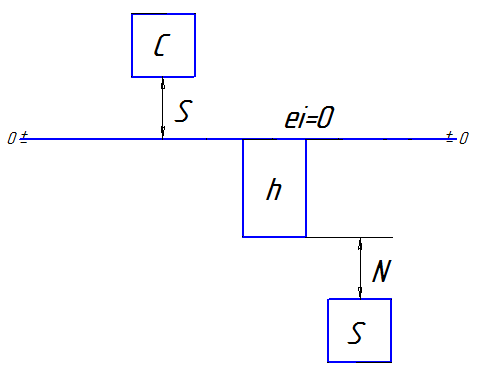 истема
вала ch-образуется
при соединении различных отверстий с
основным валом ei=0
истема
вала ch-образуется
при соединении различных отверстий с
основным валом ei=0
Система cH более предпочтительна, чем ch. Иногда применяются внесистемные посадки. В ЕСДП отобраны 45 полей допусков для валов и 45 для отверстий как рекомендуемые из них по 17 предпочтительны. Обозначение на чертеже:

10.Методы расчета и выбора посадок для гладких цилиндрических поверхностей Выбор посадок гладких цилиндрических поверхностей
В Единой системе допусков и посадок (ЕСДП) стандартизованы поля допусков, а посадки не имеют стандартных наименований. Однако любые посадки, образованные с применением стандартных полей допусков являются стандартными. Рекомендуемые посадки образуются только в системах основного отверстия или основного вала. Посадки с нулевым гарантированным зазором типа Н/h («скольжения») применяют в тех случаях, когда необходимо обеспечить относительное продольное перемещение деталей или поворот их относительно друг друга с небольшой скоростью, например, при установочных или регулировочных перемещениях. При сравнительно низких требованиях к точности можно использовать посадку Н11/h11, при более высоких – Н8/h7 или Н7/h6.Посадки с наименьшим гарантированным зазором («движения») используют для обеспечения точного вращения деталей с небольшой скоростью. К таким посадкам относятся посадки типа Н/g или G/h. В опорах скольжения, работающих при средних скоростях применяют посадки с несколько большим гарантированным зазором, например, Н7/f7 или H8/f8.При сравнительно невысоких требованиях к точности вращения и относительно высоких скоростях в опорах скольжения используют так называемые «ходовые» и «широкоходовые» посадки типа Н7/е8, Н8/е8. Такие же посадки применяют в направляющих скольжения, обеспечивающих свободное перемещение деталей, а для создания разъемных неподвижных соединений (например, крышка-корпус) при наличии требования легкой сборки и разборки можно использовать более грубые посадки, такие как Е9/h8, Н8/d9, Н9/d9, а при отсутствии требований к точности центрирования – посадку Н11/d11.Все посадки с гарантированными натягами используют для передачи крутящих моментов или осевых сил, либо для неразъемных соединений деталей, которые должны препятствовать относительному перемещению соединяемых деталей под действием крутящих моментов или осевых сил.