

14.6. Температура передней поверхности режущего лезвия
Температура стружки, контактирующей с режущим лезвием, определяется как сумма температуры деформации и приращения температуры стружки от трения о переднюю поверхность.
Температуры передней поверхности рассчитываются по программам, в основу которых положена процедура «ТЕРМ».
Длину рассматриваемого участка пластического контакта приведем к единице, перейдя к безразмерной координате . Разобьем этот участок на N интервалов (рис. 14.12).
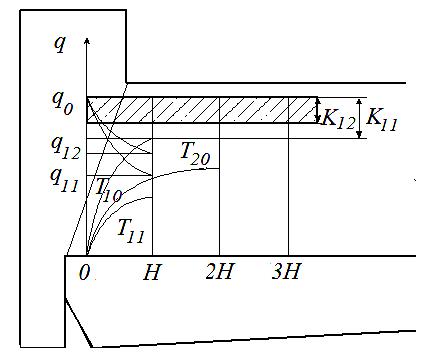
Рис. 14.12. Схема расчета температуры и предела текучести с учетом их взаимосвязи (процедура «ТЕРМ»)
Нулевое
приближение приращения температуры
![]() в конце первого интервала (i=1)
определим, полагая источник тепла
равномерно распределенным, а безразмерную
плотность теплового потока равной
в конце первого интервала (i=1)
определим, полагая источник тепла
равномерно распределенным, а безразмерную
плотность теплового потока равной
![]() :
:
![]() ,
(14.40)
,
(14.40)
где
![]() ,
,
![]()
![]()
Соответственно
нулевым приближением безразмерной
плотности теплового потока q10
в конце первого интервала будет q0,
поскольку распределение
![]() принято равномерным.
принято равномерным.
Следующее (первое) приближение для безразмерной плотности теплового потока вычислим с помощью формулы
 .
(14.41)
.
(14.41)
Затем вычислим мощность стока К11 и температуру Т11:
![]() (14.43)
(14.43)
Используя Т11 вместо Т10 и повторяя цикл вычислений (14.41)–(14.42), получим второе и аналогично Pе приближение. Ограничим число итераций значением r.
Для перехода к следующему интервалу (i=2) температура Т1, полученная на последней итерации, экстраполируется на длину, соответствующую концу второго интервала (рис. 14.12).
Далее повторяется цикл вычислений по формулам, аналогичным (14.42)–(14.43). Эти формулы запишем в общем виде:
 (14.43)
(14.43)
где
![]() при
i
< 3,
и
при
i
< 3,
и
![]() при
при
![]() .
.
![]() .
(14.44)
.
(14.44)
Уточнение температуры в конце i-го интервала достигается путем итераций с введением дополнительного стока тепла. В результате вычислений получаем распределение температуры и предела текучести на участке пластического контакта, а также среднюю температуру на этом участке.
При увеличении температуры снижаются механические характеристики материалов и уменьшаются плотности тепловых потоков. В результате этого рост температуры все более замедляется при приближении к температуре плавления.
14.7. Температура задней поверхности режущего лезвия
Температура задней поверхности режущего лезвия является результатом действия двух источников тепла: застойной пластической области, соприкасающейся с линией среза на участке h1, и фаски износа h3. Если на передней поверхности режущего лезвия имеется упрочняющая фаска, то высота застойной зоны увеличивается на величину участка h2.
При отсутствии упрочняющей фаски на передней поверхности режущего инструмента закон распределения плотностей тепловых потоков может быть представлен в виде двух равномерно распределенных источников тепла: плотностью q0 на участке (0, h1 ) и плотностью q3 на участке ( h1, h3 ), действующих на поверхности, движущейся со скоростью v детали (рис. 14.13).
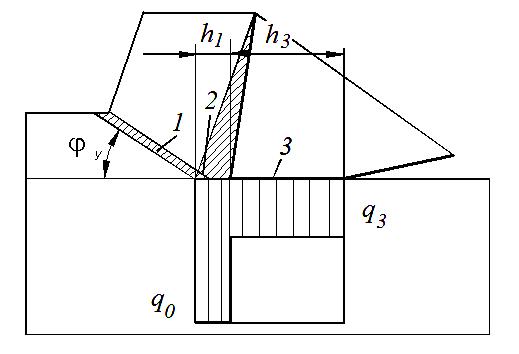
Рис. 14.13. Схема распределения плотности теплового потока на задней поверхности при резании: 1 – зона стружкообразования; 2 – застойная зона; 3 – фаска износа
Заменим два заданных источника тепла одним источником плотностью q0 , равномерно распределенным на участке (0, h1+ h3 ), и одним, равномерно распределенным стоком тепла плотностью q0 – q3 , действующим в интервале (h1, h1+ h3 ). В этом случае температура на фаске износа
![]()
![]()
![]() ,
(14.45)
,
(14.45)
где
![]()
Влияние застойной зоны выражается в том, что из-за разности плотностей тепловых потоков на участках застойной зоны и фаски износа температура достигает максимума непосредственно на режущей кромке.
При средних и толстых срезах именно значения этой максимальной температуры в большинстве случаев определяют допускаемые скорости резания. По мере износа инструмента, т. е. с увеличением ширины фаски износа, температура уменьшается, достигает точки минимума и только после этого снова возрастает (рис. 14.14).

Рис. 14.14. Влияние ширины фаски износа на распределение температуры (а) и на среднюю температуру (б) при точении стали 60 HB = 2750 МПа, резцом Т5К10, , f 0, v = 22 м/мин, s = 1,5 мм/об, t = 4 мм
При высоких скоростях резания, больших значениях ширины фаски износа, при резании прочных материалов, то есть при условиях, соответствующих высоким температурам, для расчета температуры задней поверхности необходимо применять процедуру «ТЕРМ», описанную выше. В этом случае расчет производится по специальным программам, учитывающим взаимосвязь температуры и предела текучести.