

2.5. Упругая и пластическая деформации, наклеп и рекристаллизация
Любая деформация может осуществляться в твердых телах путем относительного смещения атомов. В твердых телах различают упругую деформацию (исчезающую после устранения воздействия, вызвавшего ее) и пластическую (оставшуюся после удаления нагрузки).
Упругая деформация для твердых тел обычно мала и пропорциональна приложенному напряжению, величина смещения атомов из положения равновесия не превышает расстояния между соседними атомами. Смещение атомов из положения равновесия является реакцией на действие внешних сил на все твердое тело или его отдельную часть. В любых условиях нагружения действие внешних сил на тело уравновешивается противодействием межатомных, стремящихся вернуть атомы в положение минимума потенциальной энергии.
Однако увеличение потенциальной энергии тела за счет смещения атомов из положения равновесия не происходит безгранично. При достижении определенного предела потенциальной энергии атомы получают возможность смещаться на расстояния большие, чем межатомные расстояния ненагруженного твердого тела. В этом случае после снятия внешних усилий атомы не возвращаются в свои исходные положения равновесия, а занимают новые положения устойчивого равновесия. Сумма смещений атомов в новые положения равновесия создает пластическую деформацию или остаточное изменение формы и размеров твердого тела в результате действия внешних сил.
Под нагрузкой атомы всегда смещены из положений равновесия, так как действие внешних сил уравновешивается действием внутренних сил, вызванных смещением атомов из положений равновесия. Отсюда следует, что в условиях пластического деформирования общая (полная) деформация содержит как пластическую составляющую, так и упругую, исчезающую после снятия деформирующих сил.
Основным механизмом пластической деформации является движение дислокаций (dislocatio – смещение, перемещение). Осуществляется пластическая деформация скольжением и двойникованием (рис. 2.6).
Как следует из диаграмм растяжения, при деформации сталей при комнатной температуре предел текучести увеличивается с ростом деформации, то есть материал в этих условиях упрочняется.
а
б

Рис. 2.6. Схема пластической деформации скольжением (а) и двойникованием (б)
Упрочнение – изменение структуры и свойств металлического материала, вызванное пластической деформацией.
Наибольшую сопротивляемость пластическому деформированию должен оказывать металл с очень малой плотностью дислокаций . По мере увеличения плотности дислокаций сопротивление пластическому деформированию уменьшается (рис. 2.7).

Рис. 2.7. Зависимость сопротивления деформированию от плотности дислокаций
Это происходит до достижения некоторого критического значения плотности дислокаций ρкр, когда начинается взаимодействие силовых полей, окружающих дислокации, что и вызывает увеличение сопротивления пластическому деформированию.
Следовательно, увеличение сопротивления пластическому деформированию можно получить двумя путями: наклепом металла, т. е. прямым повышением плотности дислокаций или доведением плотности дислокаций до очень малого значения.
Наклепом называется упрочнение металла при холодной пластической деформации. В результате наклепа прочность (σВ, σ0,2, твердость и др.) повышается, а пластичность и ударная вязкость (δ, ψ, КСU) – уменьшаются. Упрочнение возникает вследствие увеличения числа дефектов кристаллической структуры, которые затрудняют движение дислокаций и, следовательно, повышают сопротивление деформации и уменьшают пластичность.
Наклеп является одним из важнейших способов изменения свойств, особенно для сплавов, не упрочняющихся термической обработкой, и для металлов, обладающих пластичностью. Методы упрочняющего воздействия можно разделить на поверхностные (обкатка роликами, дробеструйная обработка) и сквозные (прокатка листов, волочение проволоки). Обработка металлов резанием также приводит к наклепу и изменению структуры в тонком поверхностном слое, что необходимо учитывать при последующей эксплуатации изделий.
Таким образом, пластические деформации вызывают повышение плотности дислокаций, искажение кристаллической решетки и приводят к увеличению напряжения, при котором возможны дальнейшие деформации.
Второй способ – создание металлов и сплавов с бездефектной структурой – является более прогрессивным. В настоящее время получают кристаллы небольших размеров (длиной 2–10 мм и толщиной 0,5–2,0 мкм), так называемые «усы», практически без дислокаций, с прочностью, близкой к теоретической. Такие кристаллы нашли свое применение для армирования волокнистых композиционных материалов, в микроэлектронике и т. д.
При деформировании округлые зерна заменяются вытянутыми в направлении деформации, образуется так называемая текстура (textura – ткань, связь, строение) – анизотропная поликристаллическая или аморфная среда, состоящая из кристаллов или молекул с преимущественной ориентировкой. Текстуры могут быть осевыми – с предпочтительной ориентировкой элементов текстуры относительно одного особого направления, плоскими – с ориентировкой относительно особой плоскости и полными – при наличии особой плоскости и особого в ней направления (рис. 2.8). Текстура создает анизотропию свойств.
а |
б |
в |
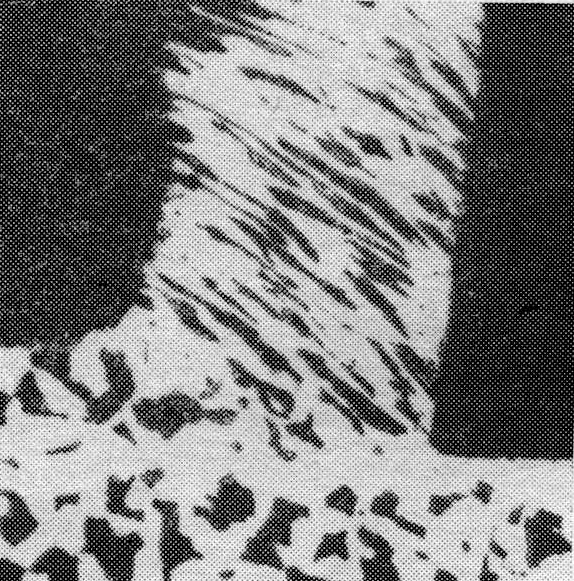
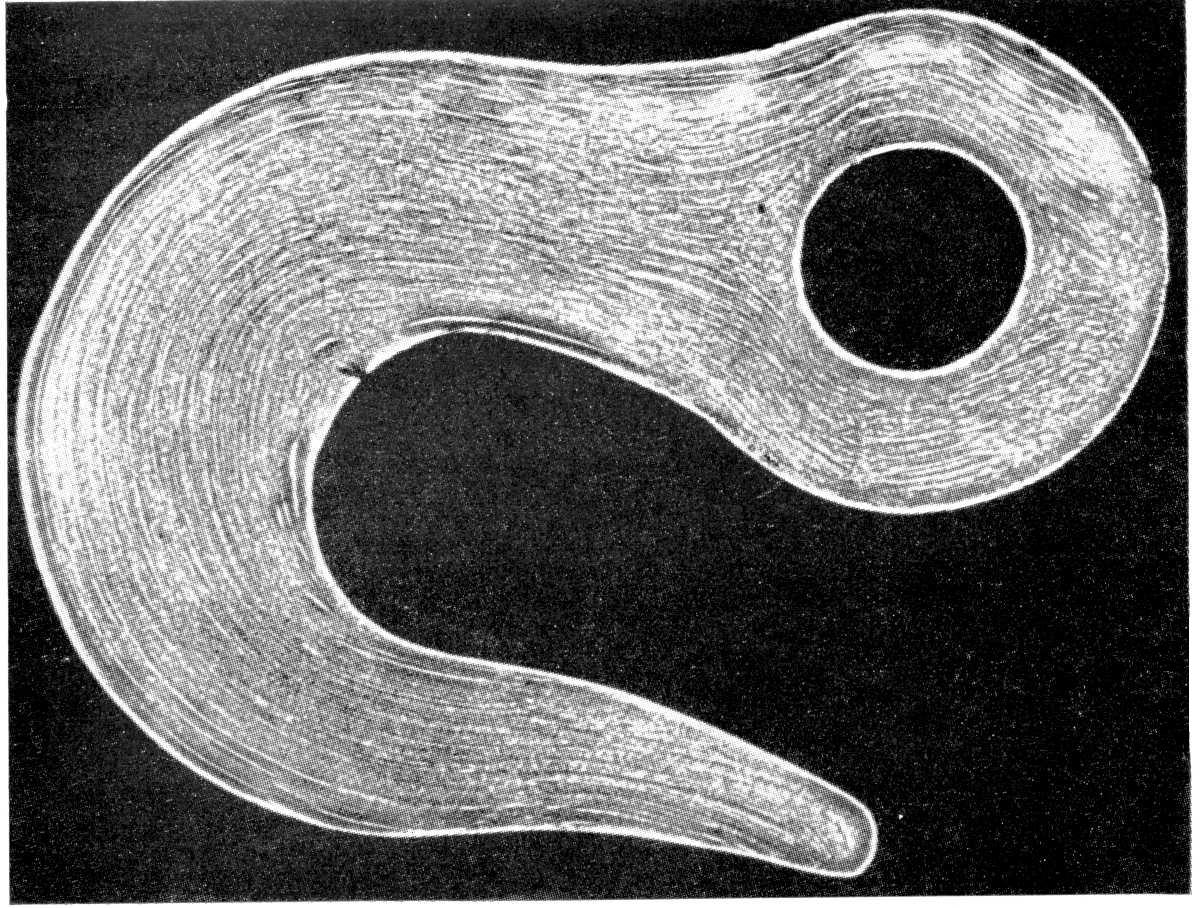

Рис. 2.8. Образование текстуры: а – в стружке, б – в соединительном крюке железнодорожного вагона, полученного ковкой из куска катаного круга из среднеуглеродистой стали;
в – в головке болта, полученной осадкой, в основной части, полученной вытяжкой,
в гайках, из которых одна была выточена из пруткового проката, а другая – откована
Упрочненный металл обладает повышенным запасом внутренней энергии, т. е. находится в неравновесном состоянии. Для приведения металла в равновесное состояние его необходимо нагреть. При нагреве наклепанного металла в нем протекают следующие процессы:
частичное восстановление структурного совершенства в результате уменьшения точечных дефектов за счет увеличения подвижности атомов (избыточные вакансии и межузельные атомы взаимодействуют между собой, а также поглощаются дислокациями при перераспределении последних при нагреве) и снижение внутренних напряжений (процесс возврата);
уменьшение плотности дислокаций за счет аннигиляция противоположных по знаку дислокаций и образование субзерен (полигонов), свободных от линейных несовершенств за счет выстраивания дислокационных стенок (процесс полигонизации);
зарождение и рост новых равноосных зерен вместо ориентированной волокнистой структуры деформированного металла (процесс рекристаллизации), рис. 2.9а.
Процесс рекристаллизации начинается с образования зародышей новых зерен и заканчивается полным замещением деформированного зерна мелкими равноосными зернами (первичная рекристаллизация), рис. 2.9б, в результате чего полностью снимается наклеп, созданный при пластическом деформировании (снижаются прочность и твердость металла и увеличивается его пластичность), металл приобретает равновесную структуру с минимальным количеством дефектов кристаллического строения (рис. 2.10). Плотность дислокаций после рекристаллизации снижается с 1010–1012 см-2 до 106–108 см-2.
а |
б |
в |
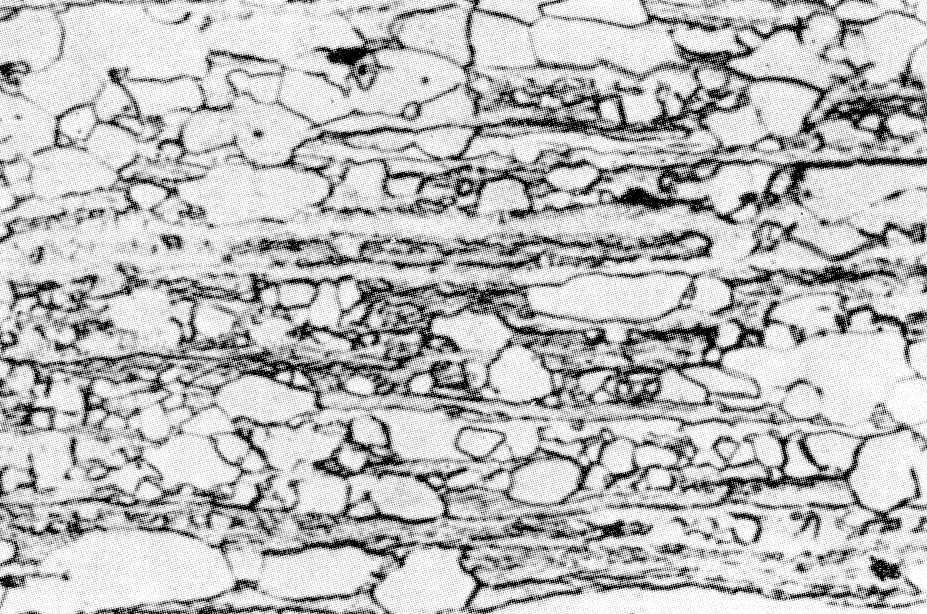
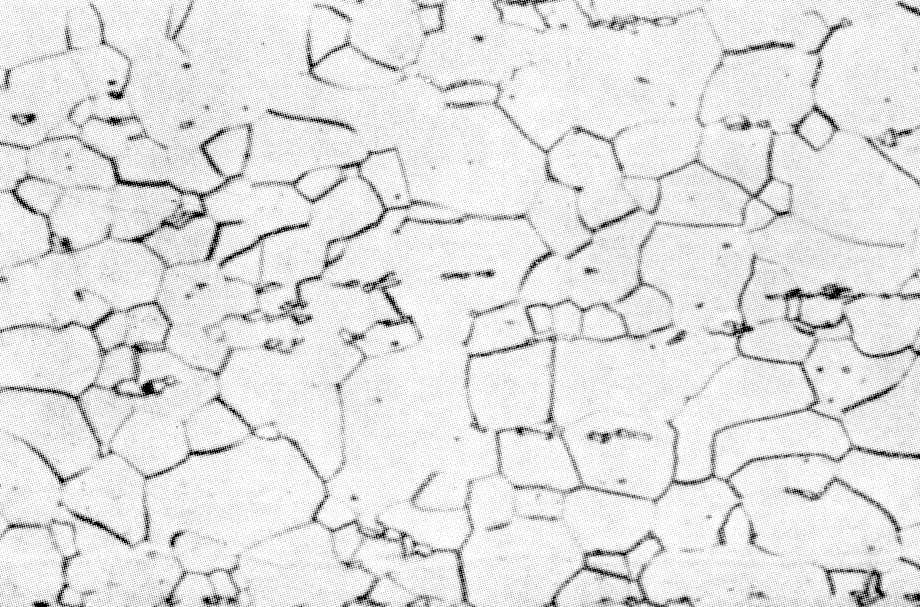
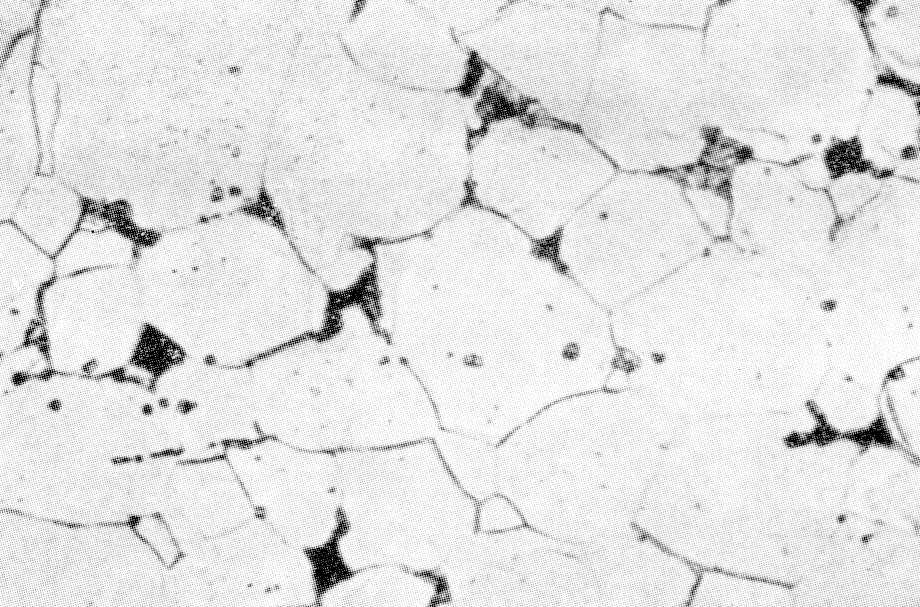
Рис. 2.9. Рекристаллизация холоднодеформированной стали: а – зарождение новых мелких недеформированных зерен; б – конец первичной рекристаллизации; в – вторичная рекристаллизация
При дальнейшем повышении температуры происходит увеличение размеров наиболее крупных зерен за счет присоединения мелких. С повышением температуры число крупных зерен постепенно растет, пока все мелкие зерна не окажутся присоединенными к крупным, – процесс вторичной (собирательной) рекристаллизации, рис. 2.9в.
Температуру начала рекристаллизации, при которой протекает рекристаллизация, происходит разупрочнение холоднодеформированного металла и восстановление его пластичности, называют температурным порогом рекристаллизации ТПР.

Рис. 2.10. Изменение прочности, пластичности и зернистого строения в процессе нагрева деформированного металла
Эта температура не является постоянной физической величиной, как, например, температура плавления. Для данного металла (сплава) она зависит от длительности нагрева, степени предварительной деформации, величины зерна до деформации и т. д. Температурный порог рекристаллизации снижается с повышением степени деформации, увеличением длительности нагрева или уменьшением величины зерна до деформации.
Температура начала рекристаллизации ТПР для технически чистых металлов составляет примерно 0,4ТПЛ, для чистых металлов снижается до (0,1–0,2)ТПЛ, а для сплавов возрастает до (0,5–0,6)ТПЛ.
Тесты для контроля текущих знаний по разделу I
1. Металлы в твердом состоянии обладают рядом характерных свойств:
1) высокими теплопроводностью и электрической проводимостью в твердом состоянии;
2) увеличивающимся электрическим сопротивлением при уменьшении температуры;
3) металлическим блеском, пластичностью;
4) термоэлектронной эмиссией и хорошей отражательной способностью;
5) высокой молекулярной массой.
2. С уменьшением температуры электросопротивление металлов:
1) падает;
2) повышается;
3) остается постоянным;
4) изменяется по закону выпуклой кривой с максимумом.
3. Отсутствие собственного объёма характерно для:
1) жидкости;
2) газа;
3) твёрдого тела;
4) металла.
4. При температуре, меньшей, чем температура плавления, наименьшей свободной энергией обладают системы атомов:
1) в газообразном состоянии;
2) в жидком состоянии;
3) в твердом состоянии;
4) в виде плазмы.
5. Компоненты, не способные к взаимному растворению в твердом состоянии и не вступающие в химическую реакцию с образованием соединения, образуют:
1) твердые растворы внедрения;
2) химические соединения;
3) смеси;
4) твердые растворы замещения.
6. Зерна со специфической кристаллической решеткой, отличной от решеток обоих компонентов, характеризующиеся определенной температурой плавления и скачкообразным изменением свойств при изменении состава, представляют собой:
1) твердые растворы внедрения;
2) химические соединения;
3) смеси;
4) твердые растворы замещения.
7. При растворении компонентов друг в друге и сохранении решетки одного из компонентов образуются:
1) твердые растворы внедрения;
2) химические соединения;
3) смеси;
4) твердые растворы замещения.
8. При расположении атомов одного компонента в узлах кристаллической решетки другого компонента (растворителя) образуются:
1) твердые растворы внедрения;
2) химические соединения;
3) смеси;
4) твердые растворы замещения.
9. Зависимость свойств кристалла от направления, возникающая в результате упорядоченного расположения атомов в пространстве, называется:
1) полиморфизмом;
2) анизотропией;
3) аллотропией;
4) текстурой.
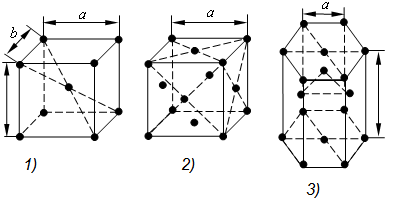
10. Какая из форм кристаллических решеток является объемноцентрированной кубической решеткой?
11. Существование одного металла в нескольких кристаллических формах носит название:
1) полиморфизма;
2) анизотропии;
3) кристаллизации;
4) текстуры.
12. Кристаллы неправильной формы называются:
1) кристаллитами или зернами;
2) монокристаллами;
3) блоками;
4) дендритами.
13. Какие дефекты кристаллической решетки являются линейными?
1. Вакансия.
2. Примесной атом внедрения.
3. Дислокация.
4. Межузельный атом.
14. Последовательность образования зон в процессе кристаллизации слитка: зона столбчатых кристаллов (1), усадочная раковина (2), зона равноосных кристаллов (3), мелкозернистая корка (4):
1) 1–2–3–4;
2) 4–1–3–2;
3) 2–1–4–3;
4) 4–1–2–3.
15. К типам структуры металлического сплава не относятся:
1) химическое соединение;
2) твёрдый раствор;
3) высокомолекулярные соединения;
4) смеси.
16. Деформацией называется:
1) перестройка кристаллической решетки;
2) изменение угла между двумя перпендикулярными волокнами под действием внешних нагрузок;
3) изменение формы или размеров тела (или части тел) под действием внешних сил, а также при нагревании или охлаждении и других воздействиях, вызывающих изменение относительного положения частиц тела;
4) удлинение волокон под действием растягивающих сил.
17. Какие из перечисленных свойств относятся к механическим?
1. Модуль упругости Е.
2. Твёрдость по Бринеллю НВ.
3. Коэффициент теплопроводности λ.
4. Удельная теплоемкость СV.
18. При испытании образца на растяжение определяются:
1) предел прочности σВ;
2) относительное удлинение δ;
3) твердость по Бринеллю НВ;
4) ударная вязкость КСU.
19. Твёрдость металлов измеряется на:
1) прессе Бринелля;
2) маятниковом копре;
3) прессе Роквелла;
4) прессе Виккерса.
20. Измерение твердости, основанное на том, что в плоскую поверхность металла вдавливают под постоянной нагрузкой закаленный шарик, используется:
1) в методе Бринелля;
2) в методе Шора;
3) в методе Роквелла по шкалам А и С;
4) в методе Виккерса.
21. Измерение твердости, основанное на том, что в плоскую поверхность металла вдавливают под постоянной нагрузкой алмазный индентор в виде конуса с углом при вершине 120 (шкалы А и С), используется:
1) в методе Бринелля;
2) в методе Шора;
3) в методе Роквелла по шкалам А и С;
4) в методе Виккерса.
22. Измерение твердости, основанное на вдавливании в поверхность образца алмазного индентора (наконечника, имеющего форму правильной четырехгранной пирамиды с двугранным углом при вершине 136°), используется:
1) в методе Бринелля;
2) в методе Шора;
3) в методе Роквелла по шкалам А и С;
4) в методе Виккерса.
23. Мерой внутренних сил, возникающих в материале под влиянием внешних воздействий (нагрузок, изменения температуры и пр.), является:
1) деформация;
2) напряжение;
3) наклеп;
4) твердость.
24. В общем случае напряженное состояние тела в точке А описывается:
1) нормальными напряжениями;
2) касательными напряжениями;
3) вектором напряжений;
4) тензором напряжений.
25. Гидростатическое давление зависит:
1) только от нормальных напряжений;
2) только от второго инварианта тензора (девиатора) напряжений ;
3) от нормальных и касательных напряжений;
4) только от первого инварианта тензора напряжений.
26. Интенсивность напряжений зависит:
1) только от нормальных напряжений;
2) только от второго инварианта тензора (девиатора) напряжений ;
3) от нормальных и касательных напряжений;
4) только от первого инварианта тензора напряжений.
27. Деформированное состояние в точке описывается:
1) относительными удлинениями;
2) углами поворота двух взаимно перпендикулярных до деформации волокон (сдвигами);
3) интенсивностью деформаций;
4) тензором деформаций.
28. Первый инвариант тензора деформации используется:
1) для характеристики меры деформации;
2) для записи изменения объема деформируемого металла;
3) для записи условия плоскостности деформации;
4) для записи условия несжимаемости металла.
29. Второй инвариант тензора деформации используется:
1) для характеристики меры деформации;
2) для записи изменения объема деформируемого металла;
3) для записи условия плоскостности деформации;
4) для записи условия несжимаемости металла.
30. Упругая деформация:
1) остается после снятия нагрузки;
2) исчезает после снятия нагрузки;
3) пропорциональна приложенному напряжению;
4) осуществляется путем движения дислокаций;
5) это деформация, при которой величина смещения атомов из положений равновесия не превышает расстояния между соседними атомами.
31. Пластическая деформация:
1) остается после снятия нагрузки;
2) исчезает после снятия нагрузки;
3) пропорциональна приложенному напряжению;
4) это деформация, при которой величина смещения атомов из положений равновесия не превышает расстояния между соседними атомами.
32. При испытаниях на маятниковом копре определяют:
1) предел прочности при растяжении;
2) ударную вязкость;
3) относительное удлинение;
4) предел ползучести;
5) пределы текучести, упругости, пропорциональности.
33. При испытании на растяжение определяют:
1) предел прочности при растяжении;
2) ударную вязкость;
3) относительное удлинение;
4) предел ползучести;
5) пределы текучести, упругости, пропорциональности.
34. Способность материала сопротивляться динамическим нагрузкам характеризуется:
1) ударной вязкостью;
2) пределом прочности;
3) пределом ползучести.