

11.6. Деформации, работа и усилия деформирования при прессовании
Деформированное состояние заготовок круглого профиля – такое же, как и при волочении. Отличием являются лишь большие по величине обжатия и сдвиговые деформации.
Интенсивность деформаций при прессовании (выдавливании), также как и при волочении круглых профилей, рассчитывается следующим образом:
![]() ,
(11.22)
,
(11.22)
где
 (11.23)
(11.23)
![]() (11.24)
(11.24)
При вычислении удельной работы в типичных для прессования условиях горячей деформации предел текучести деформируемого материала можно считать примерно постоянным.
![]() .
(11.25)
.
(11.25)
На величину предела текучести наибольшее влияние оказывают исходные механические свойства металла и температура деформирования.
Средняя удельная работа деформации должна быть вычислена с учетом изменения интенсивности деформации в зависимости от радиуса .
![]()

 .
(11.26)
.
(11.26)
Таким образом, средняя удельная работа деформации при прессовании (выдавливании) зависит от предела текучести деформируемого материала, интенсивности деформаций, а также от угловых и линейных компонент тензора деформации.
Зная среднюю удельную работу деформации и объем металла, прессуемого в единицу времени, определим мощность, необходимую на деформирование:
![]() .
(11.27)
.
(11.27)
Усилие прессования является одной из основных технологических характеристик процесса, определяющих выбор оборудования.
Сила деформирования может быть вычислена как отношение мощности деформирования на скорость перемещения пуансона:
 .
(11.28)
.
(11.28)
Дополнительное трение заготовки о стенки контейнера и матрицы учитывается силой трения:
![]() .
(11.29)
.
(11.29)
Усилие прессования непостоянно по ходу процесса: сначала, по мере заполнения всех пустот в контейнере и матрице усилие прессования растет, в начале стационарного течения оно максимально, затем несколько снижается, а в конце процесса – вновь растет.
12. Способы обработки металлов давлением в машиностроении
12.1. Общая характеристика операций ковки и горячей объемной штамповки
Ковка – способ обработки металлов давлением, осуществляемый с помощью кузнечного инструмента или штампов, при котором инструмент оказывает многократное, прерывистое воздействие на нагретую заготовку, в результате чего она, деформируясь, постепенно приобретает заданные форму и размеры.
Ковку обычно применяют в мелкосерийном или единичном производствах, а также для изготовления крупных поковок.
Ковка может быть свободной или в подкладных штампах, ручной или машинной, осуществляемой на паровоздушных молотах или на ковочных гидравлических прессах.
При ручной ковке применяют наковальни, большие и малые молотки (кувалды и ручники), клещи для захвата и поддержания заготовки, бородки, зубила, подбойники, обжимки (рис. 12.1а), при машинной – бойки, обжимки, раскатки, пережимки, патроны (рис. 12.1б).
а
б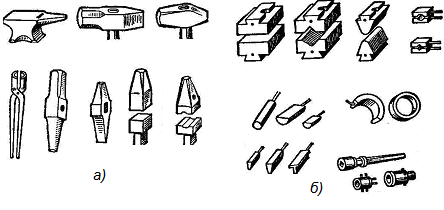
Рис. 12.1. Инструмент для ручной (а) и машинной ковки (б)
Основные операции ковки: осадка, высадка, протяжка, прошивка, отрубка, гибка и др.
Осадкой называют такую технологическую операцию обработки давлением, при которой уменьшается высота исходной заготовки при одновременном увеличении площади ее поперечного сечения (рис. 12.2).
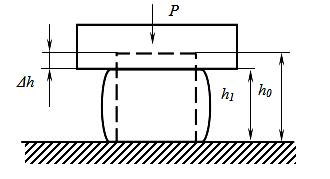
Рис. 12.2. Операция осадки цилиндрического образца
Для
устойчивости при осадке цилиндрических
заготовок высота заготовки должна быть
не более двух с половиной ее диаметров:
![]()
Высадка является разновидностью осадки. При этом металл осаживают лишь на части длины заготовки (рис. 12.3а).
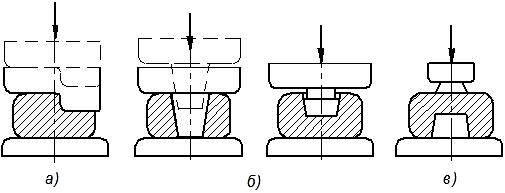

Рис. 12.3. Схемы операций высадки (а) и двусторонней прошивки (б)
Прошивка – операция получения полостей за счет вытеснения металла (рис. 12.3б). Инструментом для прошивки служат прошивни.
Горячая объемная штамповка – это вид обработки металлов давлением, при котором формообразование поковки из нагретой заготовки осуществляют с помощью специального инструмента – штампа.
При штамповке течение металла ограничивается поверхностями полостей или выступов в отдельных частях штампа. В конечный момент штамповки металл занимает всю замкнутую полость штампа (ручей) в соответствии с конфигурацией поковки. Благодаря этому горячей объемной штамповкой можно получать поковки сложной конфигурации с минимальными напусками (или без них) и с меньшими допусками, чем при ковке (рис. 12.4).
а
б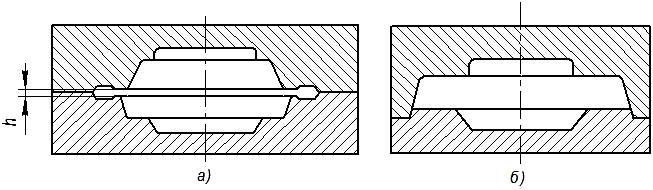
Рис. 12.4. Схема штамповки в открытых (а) и закрытых (б) штампах
По наличию или отсутствию заусенца различают штампы открытые и закрытые. В зависимости от температуры нагрева заготовок – для холодного и горячего штампования, по виду операций: формовочные, высадочные, прошивные и т. д., по применяемому оборудованию – молотовые и прессовые. Основные детали штампа – пуансон и матрица. Штампы молотовые и для кривошипных горячештамповочных прессов состоят из верхней и нижней частей, на соприкасающихся частях которых имеются ручьи для последовательного формообразования изделия. Изготавливают штампы из углеродистых и легированных, главным образом хромом, штамповых сталей.
Штамповка в открытых штампах характеризуется зазором между подвижной и неподвижной частями штампа. В зазор вытекает заусенец (облой). По мере уменьшения зазора металл, находящийся в этом зазоре между частями штампа, интенсивно охлаждается, увеличивается предел текучести металла и возрастает сопротивление перемещению заусенца. Благодаря этому заполняется вся полость штампа и только излишки металла вытесняются в заусенец. Заусенец впоследствии обрезается в специальных (обрезных) штампах.
При штамповке в закрытых штампах зазор между подвижной и неподвижной частями штампа достаточен для относительного перемещения частей штампа, но не для образования заусенца. Поэтому необходимо строго соблюдать равенство объемов заготовки металла и поковки. К штамповке в закрытых штампах можно отнести и штамповку выдавливанием.
Горячая объемная штамповка применяется в крупносерийном или массовом производствах. Она позволяет получать поковки сложной конфигурации с минимальными напусками и меньшими допусками. Производительность штамповки значительно выше, чем ковки.
В то же время штамп – дорогостоящий инструмент, предназначенный для изготовления только одной конкретной поковки.
Усилия при штамповке больше, чем для ковки одинаковых поковок. Поэтому масса поковок, изготавливаемых объемной штамповкой, редко превышает 20–30 кг. Производительность штамповки значительно выше, чем ковки.