

2. Конструкторская часть
2.1. Проектирование и расчет специального приспособления
При изготовлении детали «Фланец» на операции 030 Сверлильная используется специальное приспособление.
Использование специального приспособления позволит:
уменьшить основное и вспомогательное время благодаря исключению операции разметки заготовок перед обработкой;
повысить точность обработки;
облегчить труд станочника, использовать рабочих с более низкой квалификацией;
повысить производительность труда;
расширить технологические возможности станков;
создать условия для автоматизации и механизации станков;
снизить себестоимость изготовления продукции;
2.1.1. Описание конструкции и принципа работы приспособления
Согласно маршрута обработки на операции 030 Фрезерно-сверлильная, требуется сверлить группу из 3 отверстий Ø12 мм, выдерживая размер 30±0,1 мм. Операция будет выполняться на радиально-сверлильном станке 2М55.
В соответствии с принятой схемой базирования (см. п. 1.6.2) заготовка в приспособлении будет базироваться по плоскости и отверстию.
Принятая схема базирования реализована в станочном приспособлении следующим образом (рис. 2.3 Компоновка сборочного чертежа приспособления).
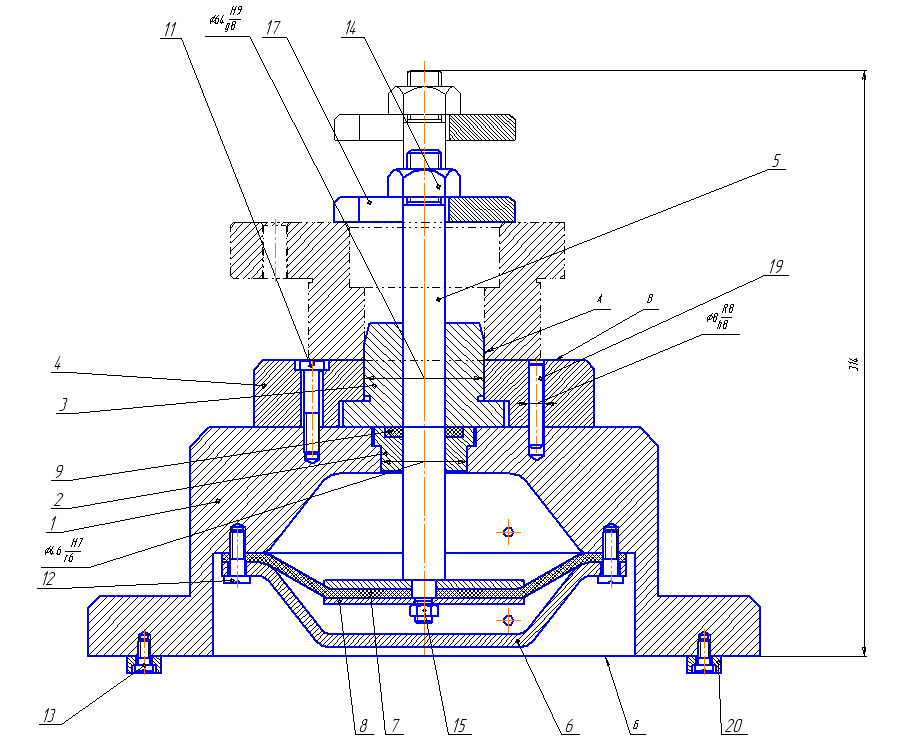
Рис. 15 Компоновка сборочного чертежа приспособления
В качестве зажимного устройства в станочном приспособлении используются быстросменная шайба (поз.18), и гайка (поз.15), которые будут приводиться в движение пневмокамерой двухстороннего действия.
При подаче сжатого воздуха в штоковую полость пневмокамеры, шток (поз.10) перемещается вниз, тянет за собой быстросменную шайбу (поз.18) и гайку (поз.15), зажимное устройство вместе со штоком (поз.10) будет перемещаться вниз и зажимать заготовку.
При подаче сжатого воздуха в бесштоковую полость пневмокамеры, шток (поз.10) и зажимное устройство перемещаются вверх, разжимая заготовку.
При выборе зажимного устройства приспособления следует руководствоваться следующим требованиям:
При зажиме не изменять первоначально заданное положение заготовки.
Сила зажима должна обеспечивать надежное закрепление детали и не допускать сдвига, поворота и вибрации заготовки при обработке на станке.
Зажим и открепление заготовки производится с минимальной затратой сил и времени рабочего.
Зажимной механизм должен быть простым по конструкции, компактным, максимально удобным и безопасным в работе (min габаритные размеры и число съемных деталей; устройство управления зажимным механизмом должно располагаться со стороны рабочего).
Зажимное устройство в приспособлении будет приводиться в движение при помощи диафрагменной пневмокамеры. Это устройство иногда называют пневмозажимным устройством.
Диафрагменная пневматическая камера представляет собой замкнутый объем, разделенный эластичной диафрагмой на две изолированные друг от друга полости. Рабочий и возвратный ходы штока происходят от нажима диафрагмы, прогибающейся под действием сжатого воздуха.
Диафрагменная пневматическая камера двухстороннего действия - рабочие полости в сдвоенном исполнении. Их наиболее целесообразно применять встроенными в корпус оснастки, имеющей развитое основание. Как прикрепляемые или универсальные они громоздки и плохо компонуются с приспособлениями. Они значительно проще поршневых по конструкции и изготовлению. На них меньше сказывается плохое качество воздуха.
Диафрагменные пневмокамеры целесообразно применять в неответственных системах, где достаточно малого хода штока и где необходимо создать значительные зажимные усилия, не прибегая к помощи усилителей.
По условиям техники безопасности применение диафрагменных двигателей недопустимо, когда неожиданный прорыв диафрагмы вызывает мгновенное раскрепление зажимов приспособления, что может привести к несчастному случаю.
Преимущества пневмокамер:
простота конструкции и эксплуатации
ход поршня может быть любой величины, необходимой для работы механизма
быстрота действия – 0,6 – 1,5 с.
на протяжении всего хода поршня зажимное усилие не меняется (непрерывность действия зажимного усилия)
возможность регулирования силы зажима
рабочая камера не обрабатывается и гораздо дешевле пневмоцилиндров
герметичны
двигатель надежен в работе и способен длительное время действовать без переборок
обеспечивает четкое срабатывание механизма приспособления не только в момент зажима, но и при разжиме
Недостатки пневмокамер:
диаметральные размеры больше осевых
падения усилия по длине хода штока
малый ход поршня
низкое давление рабочей среды (воздуха) ограничивает область использования
возможность мгновенного падения зажимного усилия до нуля при разрыве диафрагмы
непостоянство зажимного усилия, которое уменьшается по мере прогиба диафрагмы