

38. Основные показатели, определяющих точность зубчатых колес.
В конструкциях нефтегазового оборудования и машин наиболее широкое распространение получили зубчатые передачи со следующими видами колес: цилиндрическими – прямозубыми, косозубыми, шевронными и коническими – с прямыми, криволинейными и косыми зубьями. Червячные передачи применяют с цилиндрическими глобоидными червяками.
Для зубчатых передач государственными стандартами установлены двенадцать степеней точности. Характеристики передач, распространенных в машиностроении, приведены в таблице 3.1.
Для каждой степени точности зубчатых передач установлены нормы: кинематической точности, плавности работы и контакта зубьев в передаче.
Независимо от степени точности колес и передач устанавливают нормы бокового зазора. Важным фактором, определяющим эксплуатационное качество зубчатой передачи, является боковой зазор между зубьями колес. Боковой зазор измеряется для цилиндрических колес в сечении, перпендикулярном к направлению зубьев, в плоскости, касательной к основным цилиндрам, для конических – по нормали к поверхностям зубьев у большого основания делительного конуса.
Зазор в зацеплении является необходимым для компенсации возможных ошибок в размерах зубьев, неточности расстояния между осями зубчатых колес, изменения размеров и формы зубьев при нагреве в процессе работы передачи. Но вместе с этим зазор является причиной возникновения ударов и дополнительного износа зубьев при работе зубчатых колес, а также причиной появления в передаче "мертвого хода", когда отклонение на некоторый угол ведущего колеса не вызывает поворота ведомого колеса
Гарантированный боковой зазор в зубчатой передачи и его определение.
Сопряжение зубчатых колес с центрирующими поверхностями вала осуществляется по следующим посадкам:
![]() и
и
![]() - при легких и средних нагрузках;
- при легких и средних нагрузках;
![]() и
и
![]() - при средних и тяжелых ударных нагрузках.
- при средних и тяжелых ударных нагрузках.
Кинематическая точность и плавность работы зубчатой передачи целиком зависит от точности зубчатых колес. Гарантированный боковой зазор jnmin и допуск Тjn устанавливают по ГОСТ 1643, который предусматривает шесть видов сопряжений зубьев зубчатых колес: А, В, С, Д, Е, Н и восемь видов допусков на боковой зазор: х, у, z, а, b, c, d, h. Сопряжениям Н и Е соответствует вид допуска h, а сопряжениям Д, С, В и А – соответственно d, c, b, а. Координата середины поля допуска на боковой зазор
![]() .
(3.4)
.
(3.4)
Соответствие видов сопряжений и видов допусков разрешается изменять в зависимости от степени температурных деформаций зубчатых колес и корпуса, учитываемых гарантированным боковым зазором
Jnmin = V + a(1t1 - 2t2)2sin, (3.5)
где V – толщина слоя смазочного материала между зубьями;
a - межосевое расстояние;
1, 2 – коэффициенты линейного расширения материала колес и корпуса;
t1, t2 – отклонения температур колес и корпуса от 20 0С;
- угол профиля исходного контура.
Деформацию от нагрева отсчитывают по нормали к профилю. Боковой зазор, обеспечивающий нормальные условия смазывания, ориентировочно принимают равным от 0,01mn (модуля) – для тихоходных кинематических передач, до 0,03 mn – для высокоскоростных передач.
Допуск Тjn и координата оjn середины поля допуска на боковой зазор в зубчатой передаче определяются ее служебным назначением, а соблюдение бокового зазора в пределах этого допуска зависит от колебания толщины зубьев и относительного смещения делительных окружностей колес (рис.26). Поэтому исходя из значений Тjn и оjn должны быть установлены допуски и координаты середин полей допусков Тс и ос, и изменения бокового зазора вследствие относительного смещения делительных окружностей fa (Tjn).
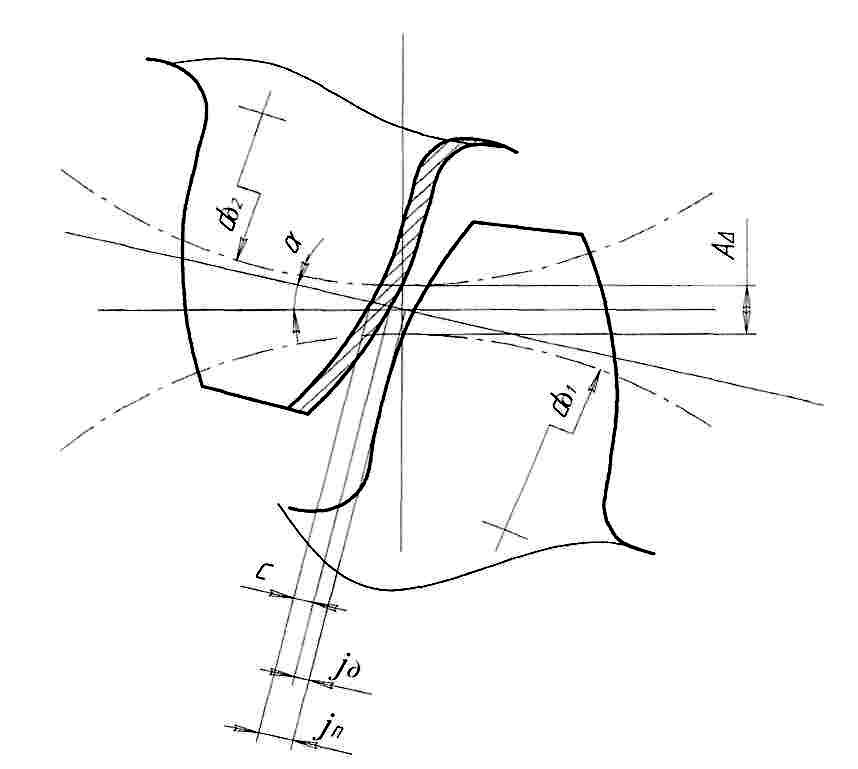
Рис. 26. Составные части допуска на боковой зазор в зубчатом зацеплении: jn – боковой зазор; с – отклонение толщины зуба; jд – часть бокового зазора, образуемая в результате относительного смещения делительных окружностей; dД1, dД2 – диаметры делительных окружностей зубчатых колес; - угол зацепления; А - относительное смещение делительных окружностей.
Погрешности при сборке цилиндрической зубчатой передачи.
При монтаже зубчатых колес возможны следующие погрешности: искажение профиля зубчатого венца, качание зубчатых колес на шейке вала, радиальное смещение колеса за счет зазора посадки на вал или биения шейки вала, перекос колеса на валу, неплотное прилегание к упорному буртику вала, перекосы в шпоночных соединениях.
Эти виды погрешностей смонтированного на валу зубчатого колеса обнаруживают при контроле сборочной единицы. Для этого применяют универсальные и специальные контрольные приспособления. На рис. 27 представлена схема контроля на биение сборочной единицы зубчатое колесо – вал. При контроле вал 1 устанавливают на призмы 6 таким образом, чтобы ось вала была параллельна плоскости плиты 7. После этого сверху между зубьями колеса 2 помещают цилиндрический калибр 4 диаметром 1,68 m (где m – модуль), на который устанавливают ножку индикатора 3 и замечают положение его стрелки. Перекладывая калибр через один-два зуба и поворачивая вал, определяют разницу в показаниях индикатора для всего зубчатого колеса.
Контроль межосевого расстояния, пятна контакта и бокового зазора зубчатой передачи осуществляют комплексно. Перед сборкой передачи производят контроль вспомогательных баз.
В процессе сборки с помощью индикаторов проверяют параллельность и перекос осей ведущего и ведомого валов, а также параллельность их основным базам корпуса по тем же схемам, что и посадочных поверхностей в корпусной детали. Боковой зазор контролируют по мертвому ходу ведомого зубчатого колеса с помощью специальных приспособлений [2, 12].
Качество сборки зубчатых передач оценивают по расположению и величине пятна контакта при их работе. Пятно контакта контролируют после установления бокового зазора зацепления. Для этого на зубья шестерни наносят тонкий слой краски, и после обкатки под нагрузкой в течение нескольких минут определяют размеры пятна контакта.
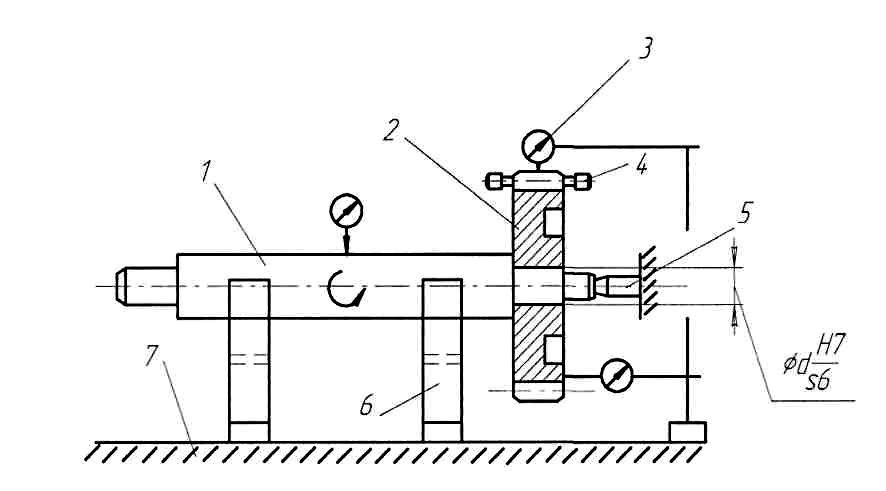
Рис. 27. Схема контроля сборочной единицы зубчатое колесо-вал:
1 – вал; 2 – зубчатое колесо; 3 – индикатор; 4 – калибр; 5 – упор; 6 – призма;
7 – плита (основание)