

Коррекцияи радиуса инструмента
G40 без коррекции радиуса фрезы, либо отмена коррекции
G41 инструмент слева от контура (взгляд по направлению подачи)
G42 инструмент справа от контура (взгляд по направлению подачи)
При активной функции G40 (без коррекции радиуса фрезы) ось инструмента перемещается точно по заданным в программе координатам. Этот способ неудобен при обработке контуров, так как в программе постоянно необходимо учитывать радиус инструмента.
В целях облегчения процесса составления управляющих программ при программировании контуров целесообразно применять команды коррекции радиуса фрезы. В этом случае нет необходимости учитывать радиус инструмента в кодах программы, достаточно задать конечный контур, а компенсацию радиуса устройство ЧПУ проведет автоматически.
Команды G41, G42 задаются в кадре с линейным перемещением на рабочей подаче с указанием под адресом D номера корректора радиуса инструмента.
G41 инструмент слева от контура G42 инструмент справа от контура

G41 коррекция радиуса инструмента слева от контура
G1 X-40. Y-40. подвод инструмента в начальную точку
D2 включение корректора на радиус инструмента №2
Фрезерование круглых карманов g12 g13
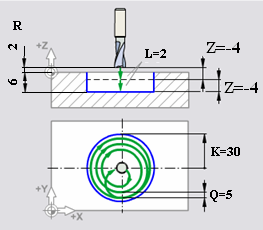
G12 обработка кармана по часовой стрелке
G13 обработка кармана против часовой стрелки
G12
Z глубина фрезерования на каждый проход (если задан G91) или конечная глубина фрезерования(если задан G90)
I начальный радиус кармана (I>R (радиуса инструмента) но I<K)
K Конечный радиус кармана
Q Боковая глубина фрезерования в мм
L Количество проходов по глубине фрезерования
D Номер корректора радиуса инструмента
F Подача
G12 автоматически использует G42, G13 автоматически использует G41.
T6M6
G90 G0 X50. Y30. Z2.
G91 G12 Z-4. I10. K30. Q5. L2 D6 F200.
G90
ВНИМАНИЕ!!!
При установке на глубину резания инструмент врезается вертикально!!!
Обязательно введите D, если необходимо запрограммировать ось инструмента, используйте D0.
После работы по циклу инструмент остаётся на конечной глубине фрезерования. По окончанию работы установите G90.
Программирование обработки контура и круглого кармана
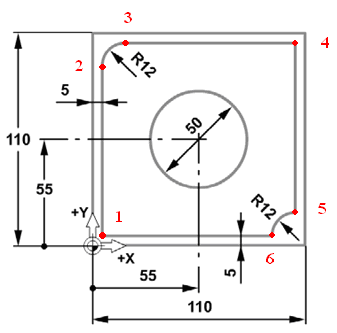
Глубина обработки контура = 15мм
Глубина круглого кармана = 8мм
G54(KONTUR I KARMAN) |
Смещение нуля детали по G54. Информация, заключенная в круглые скобки является комментарием и устройством не воспринимается. |
|||||
T15 M6 |
Установка в рабочее положение инструмента №15 |
|||||
G43 H15 |
Включение коррекции на длину инструмента |
|||||
S1500 M3 |
Частота врещения 1500об/мин , правое вращение |
|||||
G0 G90 X-5. Y-15. |
Быстрый ход, абсолютная система отсчёта, подвод инструмента к заготовке |
|||||
G0 Z-15. |
Установка инструмента на глубину фрезерования |
|||||
G1 G41 D15 X5. Y5. F300. M8 |
Включение коррекции радиуса инструмента слева от контура, корректор № 15, подвод к контуру (точка 1) на подаче 300мм/мин, включение СОЖ |
|||||
G1 Y93. |
Перемещение в начальную точку обработки R12(точка 2) |
|||||
G2 X17. Y105. R12. |
Обработка R12 (точка 3) |
|||||
G1 X105. |
Перемещение в точку 4 |
|||||
G1 Y17. |
Подвод инструмента в точку 5
|
|||||
G3 X93. Y5. R12. |
Обработка R12, круговая интерполяция против часовой стрелки (точка 6) |
|||||
G1 X0 |
Перемещение в точку 1 |
|||||
G1 G40 X-15. Y-5. |
Отключение коррекции радиуса инструмента, отвод инструмента от заготовки |
|||||
G0 Z2. |
Перемещение инструмента на 2мм выше нуля детали |
|||||
G0 X55. Y55. |
Перемещение на быстром ходу в центр круглого кармана |
|||||
G91G13 Z-5. I10. K25. Q5. F300. D15 L2 |
Обработка круглого кармана против часовой стрелки (попутное фрезерование). |
|||||
G91 относительная система отсчёта G13 Круглый карман против часовой стрелки Z-5. глубина фрезерования по оси Z за проход I10. радиус начальной окружности K25. радиус кармана Q4. боковая глубина резания F300. подача D15 номер корректора на радиус инструмента L2 два прохода по глубине фрезерования, (оси Z) в данном случае с глубиной 5мм.
|
||||||
G0 G90 Z2. |
Абсолютная система отсчёта, перемещение инструмента по Z на 2-а мм выше торца детали |
|||||
M9 |
Выключение СОЖ |
|||||
M5 |
Выключение вращения шпинделя |
|||||
G28 |
Перемещение к нулевой точке станка |
|||||
M30 |
Конец программы с возвратом в нулевой кадр |
|||||