

4.2. Нагрев заготовок перед обработкой давлением
Металл нагревают перед обработкой давлением в нагревательных печах или в электронагревательных устройствах.
Простейшим нагревательным устройством является кузнечный горн, в котором металл непосредственно соприкасается с горящим топливом. Его используют для нагрева небольших заготовок при ручной ковке.
Для нагрева под прокатку на обжимных станах (блюмингах или слябингах) стальные слитки помещаются в печь с верхней загрузкой и выгрузкой – нагревательные колодцы (или колодезные печи). В качестве топлива в нагревательных колодцах обычно применяют доменный или природный газ.
Пламенные печи, применяющиеся в машиностроении, работают на жидком и газообразном топливе. Различают пламенные печи с периодической или с непрерывной загрузкой заготовок. Печи с периодической загрузкой заготовок называют камерными (рис. 4.4).
а) |
б) |
в) |
|
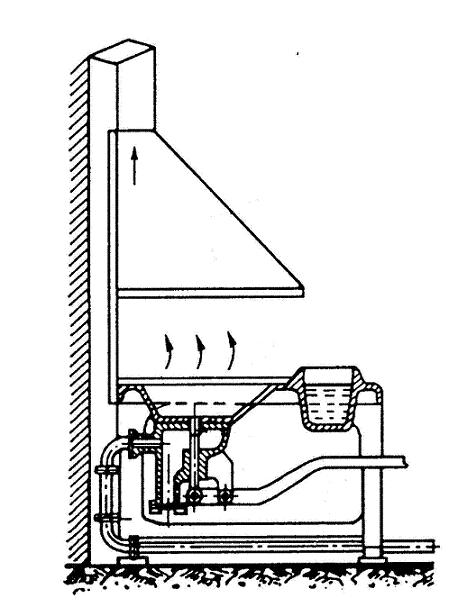

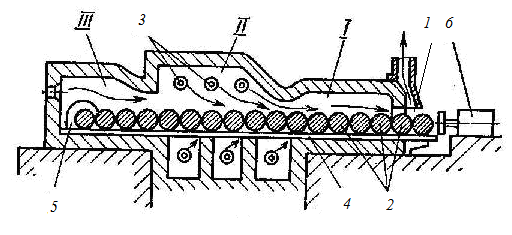
Рис. 4.4. Схемы: а) кузнечного горна; б) камерной нагревательной печи: 1 – под печи, 2 – заготовки, 3 – дымоход, 4 – окно загрузки-выгрузки заготовок; в) методической печи:
1 – окно загрузки, 2 – заготовки, 3 – газовые форсунки, 4 – под печи, 5 – окно выгрузки, 6 – толкатель
В них заготовки загружают и разгружают через одно и то же окно, в процессе нагрева они остаются неподвижными, а температура в конкретный момент времени во всей зоне нагрева одинакова.
Рабочее пространство камерной печи нагревается путем передачи тепла конвекцией и излучением из окружающего пространства нагревательной камеры до необходимой и контролируемой температуры сжиганием газообразного или жидкого топлива (мазута).
Нагрев заготовок в нагревательных печах происходит медленнее, чем в электронагревательных устройствах. Этот способ менее производителен, экологически менее чист, однако он с большей надежностью позволяет избежать перегрева и пережога. Это связано с тем, что внутри рабочего пространства печи устанавливается требуемая максимальная контролируемая и регулируемая температура, которая не может быть превышена.
Расход топлива для камерных печей составляет 10–30% массы нагреваемого металла.
Камерная печь удобна для нагрева сравнительно небольших партий заготовок. Постоянная и равномерная регулируемая температура в печи позволяет нагревать заготовки до высокой температуры (1200 С), не опасаясь превышения этой температуры и наступления перегрева или пережога.
Одним из недостатков камерных печей является низкий коэффициент полезного действия, составляющий для печей без рекуператоров всего 10–15%, а с рекуператорами 20–30 %.
В печах с непрерывной загрузкой, называемых методическими (рис. 4.4в), заготовки в процессе нагрева передвигаются от окна загрузки 1 к окну выгрузки 5. Температура рабочего пространства в таких печах повышается от места загрузки к месту выгрузки заготовок. Это обеспечивает более равномерный нагрев и позволяет снизить расход топлива до 5–12% от массы нагреваемого металла.
Для нагрева металла используется только часть теплоты, образующейся при сгорании топлива. Большая часть теплоты (до 60%) теряется с отходящими газами, имеющими высокую температуру (1000–1200 С) при выходе из печи. Эта теплота может быть использована для подогрева воздуха, газа и мазута, которые подаются к нагревательной печи. Для этого печи оборудуются специальными теплообменными аппаратами – рекуператорами.
КПД методических печей без рекуператоров составляет 15–30%, с рекуператорами 35–45%.
Количество тепла Q , поступившего через торец стержня площадью F при его нагреве в печи с температурой ТС вычислим по формуле:
![]() .
(4.4)
.
(4.4)
Общее количество теплоты, которое должно быть сообщено заготовке равно:
![]() .
(4.5)
.
(4.5)
Приравнивая количество тепла Q требуемому Q*, найдем время нагрева (рис. 4.5).
а)
|
|
б) |
|


Рис. 4.5. К оценке времени нагрева заготовок из стали 45 размерами 0,1·0,1·0,1 м (7,8 кг) (а) и 1·1·1 м (7,8 т) (б) до температуры 1200 С
Если для нагрева заготовки под штамповку весом 7,8 кг до температуры 1200 С потребовалось около 5 минут, то для нагрева слитка весом 7,8 т, предназначенного для обжима на блюминге, – 8,5 часов.
В электронагревательных устройствах теплота выделяется в самой заготовке либо при пропускании через нее тока в контактных устройствах, либо при возбуждении в ней вихревых токов – в индукционных устройствах. Для нагрева перед обработкой давлением заготовки 1 пропускают через многовитковый индуктор 2 (рис. 4.6а). Заготовки перемещают внутри индуктора со скоростью v.
Задача определения температуры в круглой движущейся заготовке – осесимметричная. Однако ее можно привести к ранее рассмотренной задаче о температуре в полуплоскости от равномерно распределенного быстродвижущегося источника тепла.
![]() ,
(4.6)
,
(4.6)
где IU – электрическая мощность индуктора, – КПД, D – диаметр заготовок, l – длина индуктора (вдоль скорости движения заготовок).
|
|
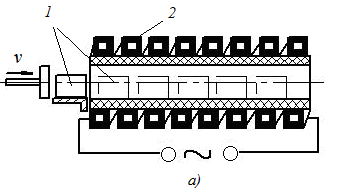

Рис. 4.6. Схемы электронагревательных устройств: а) индукционного; б) контактного: 1 – заготовка, 2 – многовитковый индуктор, 3 – медные контакты
Для нагрева заготовок до заданной температуры (Тс – Т0) должны быть выполнены следующие условия:
![]()
![]() . (4.7)
. (4.7)
При электроконтактном нагреве (рис. 13.6б) концы заготовки 1 зажимают между медными контактами 3, к которым подводится большой ток I.
Электронагрев обладает целым рядом преимуществ: более высокой производительностью нагрева, почти полным отсутствием окалины, удобством автоматизации. Теплота выделяется не только на поверхности заготовки, но и в глубине ее.
При индукционном нагреве толщина слоя, в котором происходит выделение теплоты, зависит от частоты тока. Поэтому с увеличением диаметра нагреваемых заготовок частоту тока уменьшают (от 8 000 Гц для заготовок малых диаметров до 50 Гц для заготовок диаметром 180 мм). Однако при применении электрических методов нагрева заготовок труднее регулировать заданную температуру заготовок, в связи с чем необходимо тщательно согласовывать применяемые мощности нагревателей и время нагрева (скорости перемещения заготовок).
Рациональные температуры нагрева различных материалов определяются на основании опытных или теоретических данных с учетом диаграмм состояния сплавов.
Пережог металла может произойти при температурах, близких к температуре плавления. Он проявляется в окислении границ между зернами и появлении хрупкой пленки, вызывающей потерю пластичности. Пережог не подлежит исправлению, такой металл отправляется в переплавку.
Перегрев металла происходит при несколько более низких температурах, чем пережог. Перегрев проявляется в чрезмерном росте размеров аустенитных зерен при первичной кристаллизации и как следствие в крупнозернистой вторичной кристаллизации (феррит и перлит или перлит и цементит). Это приводит к снижению механических характеристик. Последствия перегрева в большинстве случаев удается устранить с помощью термообработки, однако это сопряжено со значительными трудностями и дополнительными затратами.
При большом времени нагрева увеличивается окисление поверхности металла, в результате чего образуется окалина – слой, состоящий из оксидов железа: Fe2О3, Fe3O4, FeO. Кроме того, происходит обезуглероживание поверхностного слоя металла. Толщина обезуглероженного слоя в отдельных случаях достигает 1,5–2 мм. Для уменьшения окисления заготовки нагрев следует производить в нейтральной или восстановительной атмосфере.