

3.2. Базовые элементы lean (8)
Вомак и Джонс называют «экономное мышление» методом, который включает четыре взаимосвязанных элемента:
-
непрерывность потока,
-
соблюдение интересов клиента,
-
работа по заказу клиента,
-
приближение к совершенству (которое состоит в устранении mudа).
(1) Организация основана на командах с мульти-квалифицированными операторами
Весь процесс ориентирован на КОЛЛЕКТИВНУЮ РАБОТУ – мульти квалификация персонала, взаимозаменяемость:
(2) Непрерывность потока производства с минимальным оборудованием
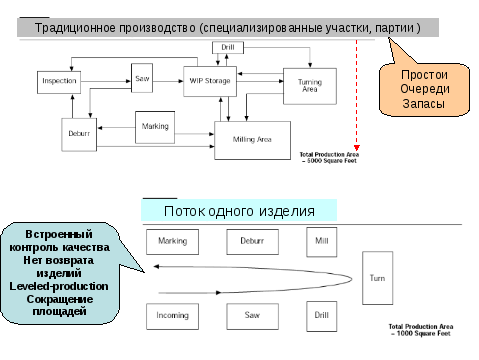
Принцип «поток-одного-предмета» - это организация производства в поточной среде, в которой никакая часть не может пойти на следующую операцию, пока предыдущая операция не была успешно закончена.
-
Это означает, что каждая операция делается только один раз и без возвратов и при отсутствии пауз и очередей.
Наоборот, в традиционном производстве (партии-и-очереди) никакая часть не может двинуться на следующую операцию, до того пока обработка всей партия не завершена, что приводит к продолжительным временам нахождения в очереди и большому количеству дефектов.
Особенности непрерывного потока:
-
Традиционное производство
-
Работники разделены и не имеют возможности помогать друг другу
-
Разбивка на этапы происходит по процессам (сварка, штамповка, окраска, сверление и т.д.)
-
Разбивка создает сложное расписание работ и схему движения продукта
-
Схема «один рабочий – одна операция» сама по себе эффективна, но перевозка материалов и ожидание увеличивают время выполнения работ
-
Дефекты распространяются на всю партию
-
-
Непрерывный поток:
-
Рабочие трудятся вплотную, что способствует взаимодействию и гибкости
-
Упрощенная схема сокращает время изготовления
-
Размер запасов в процессе производства минимален
-
Снижается процент брака
-
Повышается возможность эффективно использовать рабочих широкой квалификации
-
Легко определяется источник проблемы
-
Стандартизация работ упрощает внесение изменений
-
(3) ДЕФЕКТЫ – НЕ ИСПРАВЛЯЮТСЯ, а ПРЕДОТВРАЩАЮТСЯ!
-
Инструменты: 6 сигма, Error Proofing
-
1) Однажды появившийся дефект должен быть проанализирован, выявлена его первопричина, и исключено появление этого дефекта впредь.
-
2) Встроенная защита от непреднамеренных ошибок персонала.
(4) Производство синхронизировано с дисциплиной поставок
На предприятие поступают узлы и комплектующие ТОЛЬКО на продукцию, уже имеющую клиентов и ТОЛЬКО ТОГДА, когда они будут изготавливаться!
-
Пример. Компания Тойота – на конвейере только те узлы, которые устанавливаются в автомобили, уже имеющие клиента!
-
Понятие «Поставки» охватывают ВСЮ цепочку производства – не только внешние поставки, но и поставки ВНУТРИ предприятия и ПОСТАВКИ готовой продукции.
-
Показатель (DDT, Dock to Dock Time) – время нахождения единицы комплектующих на территории предприятия (ФОРД, Всеволожск, в зоне производства). 24 часа.
(5) Поток создания ценности объединен от сырья до готовых изделий (услуг) с поддержкой поставщиков и клиентов
Поток ценности – не ОГРАНИЧЕН рамками компании, но и включает ПОСТАВЩИКОВ и ДИЛЕРОВ:
-
Инструменты LEAN реализуются за рамками компании. ПОСТАВЩИК и ДИЛЕР – это наши партнеры!
-
Отсюда принцип выбора поставщиков по минимальной цене поставляемых материалов и услуг – АБСОЛЮТНО НЕЭФФЕКТИВЕН!