

Министерство образования Российской Федерации
УФИМСКИЙ ГОСУДАРСТВЕННЫЙ АВИАЦИОННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Кафедра АТС
Курсовая работа
по «Теории автоматического управления»
на тему
«Система автоматического регулирования»
Выполнил: ст. гр. АТП-343 Талипов А.Р.
Проверил: Коуров Г. Н.
Уфа-2011
Содержание
1. Введение…………………………………………………………… 3
2. Задание на курсовую работу……………………………………… 4
3. Анализ исходных данных…………………………………………. 5
4. Анализ процесса резания………………………………………….. 7
5. Разработка структурной схемы САР …………………………….. 8
6. Анализ устойчивости некорректированной САР……………….. 13
7. Выбор корректирующего устройства………………….…………. 14
8. Анализ качества САР……………………………………………… 16
9. Заключение………………………………………………………….19
10. Список литературы………………………………………………..20
-
Введение
Теория автоматического управления и регулирования – наука, которая изучает процессы управления, методы их исследования и основы проектирования автоматических систем, работающих по замкнутому циклу, в любой области техники.
Целью данной работы является проектирование системы автоматического регулирования (САР) температуры в зоне резания. Данная САР должна поддерживать температуру в области резания на заданном уровне с определенной точностью и отвечать требованиям точности и быстродействия. Для анализа и синтеза САР в данной работе применен метод логарифмических частотных характеристик (ЛЧХ). Данный метод является наиболее удобным благодаря простоте, наглядности и точности.
2. Задание на курсовую работу
Оптимальная температура в зоне резания обеспечивает минимум интенсивности изнашивания режущего инструмента. При точении жаропрочного сплава ХН77ГЮР резцом ВК6М с параметрами заточки r= 1мм; γ= 0; α=α1=10о; φ=φ1= 45о оптимальная температура Ө0 составляет 720оС. Температура в зоне резания для данной пары «инструмент-деталь» определяется выражением:
Ө0= (1)
(1)
Колебание напряжения в сети может вызвать отклонение расчетных значений скорости вращения шпинделя nдш и скорости вращения двигателя механизма подачи nдп на (+10%÷-15%) заданного расчетного значения, в результате чего температура в зоне резания может отклоняться от расчетной. Кроме того, изменение величины припуска tn в пределах tnmax÷ tnmin так же может вызвать отклонение температуры в зоне резания. Для поддержания температуры в зоне резания на уровне Ө0 с заданной точностью можно изменять V, регулируя скорость вращения двигателя шпинделя nдш при неизменном задании SJ, однако при этом величина S колеблется из-за изменения напряжения сети на (+10%÷-15%) SJ заданного. Или для стабилизации Ө0 с заданной точностью можно изменить подачу S, регулируя скорость вращения двигателя подачи nдп, при этом задание скорости V3 остается неизменным, однако сама величина V изменяется от колебания напряжения в сети, действующего на nдш на (+10%÷-15%) nдш заданного значения.
Произвести синтез САР температуры резания с запасами устойчивости по фазе Δφ=50о, по модулю ΔJ≥ 6дб, обеспечивающей заданную точность поддержания температуры, при заданных величинах возмущений.
Данные:
Режим резания:
V=20м/мин; S=0.11мм/зуб; tnmax=1,5; tnmin=1,1.
Условие резания:
SJ= S; SJ= const.
Допуск на температуру резания: Т0= ±0,5оС
ПЭ: T1=0.154 c, Т2=0,325 с; ДУ: Тду=0с; ПУ: Тпу=0с.
Двигатель 2ПН180LYХЛ4, мощность 10 кВт, напряжение 110 В, n ном=1000, КПД=82,5% Rя=0.168 Ом, Rдп=0.11 Ом, Rв=72,5/20,1 Ом, Lя=5,6 мГн.
3. Анализ исходных данных
Схема взаимодействия электропривода и процесса резания приведена на рис. 1:
Рис.
1. Схема
взаимодействия электропривода и процесса
резания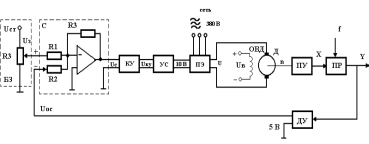
САР
регулирует выходную координату процесса
резания с заданной точностью. Процесс
резания на схеме обозначен функциональным
блоком ПР, управляющая координата ПР
обозначена Х, возмущающее воздействие
f.
Передаточное устройство – это механическая
система, преобразующая механическую
энергию вала двигателя в механическую
энергию управляющего воздействия
процессом резания. ПУ является линейным
звеном. С точки зрения динамики является
апериодическим звеном первого порядка
с постоянной времени
 .
Двигатель Д преобразует электрическую
энергию в механическую энергию вращения
вала. Двигатель является машиной
постоянного тока с независимым
возбуждением. Возбуждение машины
осуществляется обмоткой ОВД. Поток
возбуждения в процессе регулирования
не изменяется и остается равным его
номинальному значению. Регулирование
скорости двигателя осуществляется
изменением напряжения якоря U.
.
Двигатель Д преобразует электрическую
энергию в механическую энергию вращения
вала. Двигатель является машиной
постоянного тока с независимым
возбуждением. Возбуждение машины
осуществляется обмоткой ОВД. Поток
возбуждения в процессе регулирования
не изменяется и остается равным его
номинальному значению. Регулирование
скорости двигателя осуществляется
изменением напряжения якоря U.
Преобразователь
электрической энергии (ПЭ) преобразует
электрическую энергию промышленной
сети трехфазного переменного тока в
электрическую энергию постоянного тока
и регулирует величину выходного
напряжения U,
питающего цепь якоря двигателя Д.
Преобразователь энергии является
линейным звеном. Выходное напряжение
U
равно номинальному значению при
напряжении управления 10 В. С точки зрения
динамики процесса ПЭ представляет собой
апериодическое звено второго порядка
с постоянными времени
 и
и
 .
.
УС - усилитель, является безынерционным звеном, усиливает напряжение, поступающее от корректирующего устройства.
КУ - корректирующее устройство. Корректирующее устройство корректирует динамические свойства САР. Статический коэффициент передачи КУ равен 1.
БЗ - блок задания, состоящий из источника стабилизированного напряжения и резистора R3, задает напряжение Uз величина которого определяет величину задания выходной координаты САР.
ДУ - измерительная система выходной координаты процесса резания. С точки зрения динамики представляет собой апериодическое звено первого порядка с постоянной времени ТДУ. При номинальном значении выходной координаты выдаёт напряжение Uос=5 В.
С - сумматор на базе операционного усилителя, безынерционное звено с коэффициентом передачи равным 1. Суммирование осуществляется по алгоритму Uс=Uз-Uос.
Функциональная схема будет выглядеть так:
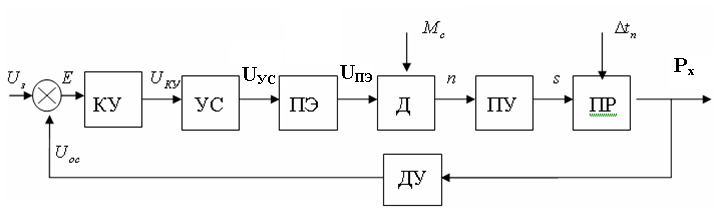
y
Рис. 2. Функциональная схема САР
Иначе, по алгоритму функционирования данная САР является следящей. В ней выходная величина – скорость резания – регулируется с заданной точностью при изменением напряжения на входе, т.е. система управляет выходной координатой. На вход системы подается напряжение Uз, соответствующее заданной скорости резания. Это напряжение сравнивается с напряжением Uос, поступающим с датчика обратной связи. Если существует ненулевая разница этих напряжений – ошибка регулирования , то она с соответствующим знаком поступает на КУ, УС, ПЭ. ПЭ таким образом меняет напряжение на своем выходе, чтобы свести ошибку регулирования - путем изменения скорости вращения двигателя к минимуму или нулю. Если на систему действуют возмущения, то система с обратной связью будет компенсировать эти возмущения, поддерживая нужную скорость резания.