

3 Определение допусков и посадок элементов шлицевого соединения
3.1 Исходные данные
Заданы следующие номинальные размеры элементов шлицевого вала
6х36х40х7
В обозначении шлицевого вала отсутствуют поля допусков и посадки основных размеров.
Основные параметры соединения, следующие:
- способ центрирования шлицевого соединения выбрать самостоятельно;
z = 6 - число шлицев;
d = 36 мм – внутренний диаметр;
D = 40 мм – наружный диаметр;
b = 7 мм – ширина зуба (паза).
3.2 Обоснование размера центрирования.
Согласно заданным номинальным размерам наружного диаметра шлицевого вала D = 40 мм и внутреннего диаметра подшипника d = 40 мм, выбираем шлицевое соединение вала 38 с фланцем 39.
Фланец 39 крепится гайкой 37 через шайбу 36, т.е. соединение неподвижное с дополнительным креплением. Твердость материала фланца не высокая, что допускает его калибровку протяжкой, поэтому, учитывая рекомендации [4], выбираем для неподвижного соединения наиболее простой и экономичный способ центрирования по наружному диаметру D. Поскольку фланец должен сравнительно легко сниматься при демонтаже, а узел работает при больших скоростях и реверсивных нагрузках, то зазоры по D и b должны быть минимальными.
3.3 Выбор посадок основных параметров соединения.
По рекомендациям [6] посадками неподвижного шлицевого соединения при центрировании по наружному диаметру D при работе на больших скоростях и реверсивных нагрузках являются:
по не центрирующему размеру d - ммпосадка не предусмотрена.
по центрирующему размеру D - Н7/js6;
по не центрирующему размеру b – 7D9/h8.
Принимаем обозначение заданного соединения:
D- 6х36х40Н7/js6x7D9/h8.
3.4 Определение предельных отклонений, размеров, зазоров.
Для центрирующего размера D –Н7/js6:
для отверстия - Н7 - основное отклонение нижнее EI = 0, второе отклонение верхнее ES = EI + IT7 = 0 + 25 = +25 мкм;
для вала - js6 допуск располагается симметрично относительно нулевой линии (±IT/2)и поэтому при IT6 = 16 мкм нижнее отклонение ei = -8 мкм, верхнее отклонение es = +8 мкм.
Вычисляем предельные размеры:
наибольший диаметр отверстия
Dmax = Dн + ES = 40 + 0,025 = 40,025 мм;
наименьший диаметр отверстия
Dmin = Dн + EI = 40 + 0 = 40 мм;
наибольший диаметр вала
dmax = dн + es = 40 + 0,008 = 40,008 мм;
наименьший диаметр вала
dmin = dн + ei = 40 + (-0,008) = 40,992 мм.
Вычисляем наибольший и наименьший зазоры:
Smax= Dmax- dmin = 40,025 – 39,992 = 0,033 мм;
Smin= Dmin – dmax = 40 – 40,008 = -0,008 мм.
Получили отрицательный наименьший зазор, т.е. натяг.
Для не центрирующего размера “b” – 7D9/h8:
для ширины паза В- 7D9 - основное отклонение нижнее EI = +40 мкм, второе отклонение верхнее ES = EI + IT9= +40 + 36 = +76 мкм;
для ширины зуба b-7h8 - основное отклонение верхнее es = 0, второе отклонение нижнее ei = es – IT8 = 0 – 22 = -22 мкм.
Вычисляем предельные размеры:
наибольший и наименьший размеры ширины паза
Bmax = Bн+ ES = 7 + 0 = 7 мм;
Bmin = Bн + EI = 7 + 0,04 = 7,04 мм;
наибольший и наименьший размеры ширины зуба
bmax = bн + es = 7 + 0 = 7 мм;
bmin = bн + ei = 7 + ( -0,022 ) = 6,978 мм.
Вычисляем наибольший и наименьший зазоры
Smax = Bmax – bmin = 7,076 -6,978 = 0,098 мм;
Smin = Bmin – bmax = 7,04 – 7 = 0,04 мм.
Результаты выше приведенных вычислений сведены в таблицу 3.1.
Таблица 3.1 – Результаты определения параметров посадок шлицевого соединения
|
Наименование пара метров шлицевого соединения |
Номинальныйраз- мер, мм |
Поле допуска |
Величина допус ка, мкм |
Предельные отклонения |
Предельные размеры,мм |
Зазоры, мм |
|||||
|
верх-нее, мкм |
ниж-нее, мкм |
наи-больший |
наи-меньший |
наи- боль ший |
наи-меньший |
||||||
|
Центрирующий параметр D Отверстие 40 Н7 25 +25 0 40,025 40 0,033 – 0,008 Вал 40 js6 16 + 8 - 8 40,008 39,992 Не центрирующий параметр b Ширина паза 7 D9 36 +76 +40 7,076 7,04 0,098 0,04 Ширина зуба 7 h8 22 0 -22 7 6.978 |
|||||||||||
3.5 Построим схемы расположения полей допусков по центрирующему и не центрирующему параметрам (рисунки 3.1, 3.2).
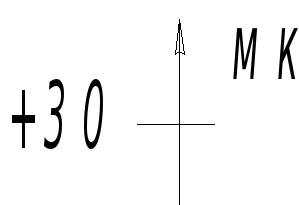
Рисунок 3.1 – Схема расположения полей допусков шлицевого соединения по центрирующему параметру D –Н7/js6
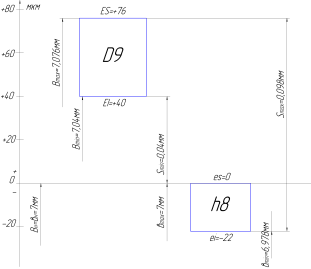
Рисунок 3.2 – Схема расположения полей допусков шлицевого соединения по не центрирующему параметру b – 7D9/h8
3.6 Выполнение рисунков шлицевого соединения.
По данным выбора параметров шлицевого соединения выполняем рисунки шлицевого соединения, шлицевого вала и шлицевой втулки с обозначением размеров, посадок, отклонений и шероховатостей (рисунок 3.3).

Рисунок 3.3 – Обозначение шлицевого соединения в сборе (а), шлицевого вала (б) и шлицевой втулки (в)
3.7 Выбор средств измерения
Шлицевые соединения контролируют комплексными проходными калибрами и поэлементными непроходными калибрами или измерительными приборами. При контроле комплексными калибрами отверстие годное, если комплексная пробка проходит, а размеры
диаметров и ширина паза не выходят за установленные верхние пределы; вал – годный, если комплексный калибр – кольцо проходит.
При выборе универсальных средств измерения необходимо выполнять следующее условие
± lim,
где - допускаемая погрешность измерения,
lim – предел допускаемой погрешности универсальных средств измерения.
Для размера d - 36 мм:
отверстие D - мм – величина допуска не предусмотрена. Выбираем по [6] нутромер индикаторный НИ18-50-2 (ГОСТ 868-82), с пределами измерения 18-50 мм с ценой деления 0,01 мм и пределами допускаемой погрешности lim = 15мкм.
вал d - - величина допуска не предусмотрена, поэтому выбираем штангенциркуль ШЦ-II-250-0,05 (ГОСТ 166-89) с пределами измерения 0-250 мм, класса точности 2, с ценой деления 0,05 мм и пределами допускаемой погрешности lim = 50 мкм.
Для размера D - 40Н7/js6:
отверстие D - Н7 - величина допуска IT7 = 25 мкм, допускаемая погрешность измерения = 7 мкм. Выбираем по [6] нутромер модели 109 с головкой 2ИГ (ГОСТ 9244-75) с пределами измерения 18-50 мм, с ценой деления 0,002 мм и пределами допускаемой погрешности lim = 3,5 мкм.
вал d - js6 - величина допуска IT6 = 16 мкм, допускаемая погрешность = 5 мкм. При такой допускаемой погрешности выбираем микрометр МК-50-1 (ГОСТ 6507-90) с пределами измерения 25-50 мм , класса точности 1, с ценой деления 0,01 мм и пределами допускаемой погрешности lim = 2,5 мкм.
Для размера b – 7D9/h8:
паз втулки В-7D9 - величина допуска IT9 = 36 мкм допускаемая погрешность = 9 мкм. При такой допускаемой погрешности выбираем нутромер индикаторный НИ 6-10-1 (ГОСТ 868-82) с пределами измерения
6 – 10 мм, с ценой деления 0,01 мм и пределами допускаемой погрешности lim = 8 мкм.
зуб вала b - 7h8 - величина допуска IT8 = 22 мкм, допускаемая погрешность = 5 мкм. При такой допускаемой погрешности выбираем микрометр МК-25-1 (ГОСТ 6507-90) с пределами измерения 0-25 мм, класса точности 1, с ценой деления 0,01 мм и пределами допускаемой погрешности lim = 2 мкм.