

3.4 Расчётно-наладочная карта станка с чпу
Основной формой технологической документации для подготовки управляющей программы механической обработки деталей на станках с ЧПУ является операционная расчётно-технологическая карта (РТК).
Так как некоторые сведения, приводимые в РТК и графической части карты наладки, совпадают, то в учебных целях рекомендуется разработать объединенную расчётно-наладочную карту станка с ЧПУ.
Порядок оформления расчётно-наладочной карты станка с ЧПУ:
- чертёж выполняется на листе формата А1 (А2) в зависимости от задания.
- В левом верхнем углу, отступив по 20мм сверху и слева, построчно даётся информация:
- номер операции (например, «Операция 015»);
- Наименование операции;
- Оборудование: модель станка;
- Приспособление: наименование применяемого приспособления;
- Система ЧПУ: модель.
Затем ниже через 20мм записывается: «ЭСКИЗ ЗАГОТОВКИ».
Под этой надписью изображается эскиз заготовки тонкой линией до и основной сплошной линией в конце выполняемого установа данной операции со схемой установки, проставляются исполнительные размеры заготовки с указанием поля допуска, шероховатость поверхностей заготовки.
Над угловым штампом по его ширине размещают в табличном виде две группы информации:
-
Нижняя группа информации приводит сведения о технологических переходах по форме (оглавление – внизу, а переходы – снизу вверх):
|
|
|
|
|
|
|
|
|
|
|
№ инстру-мента |
Вспомог. реж. инструм. |
РЕЖИМЫ |
КОДЫ |
|||||
|
t, мм |
Sо, мм/об |
V, м/мин |
n, мин -1 |
S, мм/мин |
S, скорость |
F, подача |
||
Высота оглавления 20мм, строк – минимум по 8мм. Ширина колонок: 1-й – 20мм, 2-й – 50 мм, для режимов – по 15мм, а для кодов – по 20мм.
Графы S и F заполняются в зависимости от выбранной модели станка и должны содержать информацию для записи в управляющей программе. В графе S приводится значение n в мин – 1, а в графе F – для токарной операции – значение Sо , мм/об; для фрезерной, сверлильной, многоцелевой операции – значение S м в мм/мин. Если используется ступенчатое распределение скоростей, то необходимо указывать в данных графах коды соответствующих ступеней для конкретного станка.
-
Верхняя группа информации представляет геометрическую информацию по траектории движения используемого инструмента для каждого перехода в следующем виде:
|
№ позиции инструмента |
№ опорной точки |
Х |
Количество импульсов |
У |
Количество импульсов |
Z |
Количество импульсов |
|
Т 1 |
И.т. |
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
… |
|
|
|
|
|
|
|
|
И.т. |
|
|
|
|
|
|
|
|
Т 2 |
И.т. |
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
… |
|
|
|
|
|
|
|
|
И.т. |
|
|
|
|
|
|
Высота оглавления – 15мм, высота строк 8мм. Ширина первой колонки 20мм, второй – 15мм, колонки импульсов – 30мм, координат x, y, z – 20мм. В колонках x, y, z приводится координата соответствующей опорной точки, если система отсчёта абсолютная для используемого станка, или приращение х, у, z по соответствующей координате, если система отсчёта относительная (зависит от возможностей оборудования и выбора разработчика управляющей программы). Для двухкоординатной системы отсчёта перемещений на станке колонки по 3-ей координате и количество импульсов будут отсутствовать.
В случае большого количества опорных точек траектории допускается приводить информацию не для всех точек (по согласованию с руководителем проекта).
В верхней части листа изображаются инструменты, установленные на станке с вертикально расположенным шпинделем или в резцедержателе. Если станок с горизонтальным расположением шпинделя, то инструменты располагаются справа вдоль таблицы опорных точек.
Изображение инструмента рекомендуется приводить в очерёдности их установки в магазине или револьверной головке с указанием их порядкового номера (например, Т1). Режущие инструменты изображаются с фрагментом вспомогательного инструмента в соизмеримой пропорции с указанием геометрических параметров: вылет, радиус при вершине резца или диаметр (для осевого инструмента), а также нулевой точки инструмента (рис. 1 и 2).
На остальном поле чертежа показывают обработку заготовки по переходам. Для этого свободное поле чертежа разбивают на количество частей, равных числу изображаемых переходов. Над изображаемым эскизом выполняют надпись: «ПЕРЕХОД N». Каждый переход иллюстрируется графическим изображением, которое должно содержать:
- контур заготовки или её часть;
- систему координат;
-графическими символами показывается схема установки заготовки (базирование + закрепление);
- обрабатываемые на данном переходе поверхности выделяются сплошной утолщённой линией;
Исполнительные размеры для данного перехода с указанием поля допуска, нумерацию размеров на продолжении размерных линий в кружках 6…8мм и шероховатости поверхности по шкале Ra под знаком с полочкой;
- траекторию движения рабочего перемещения инструмента в виде сплошной основной линии, а вспомогательного перемещения – пунктирной линии; причём траектория для одного перехода должна начинаться и заканчиваться в исходной точке (и.т.);
- на траектории направление перемещения указывается стрелками, опорные точки нумеруются арабскими цифрами, причём для каждого используемого инструмента нумерация начинается с цифры 1;
- для осевого инструмента траектория движения представляется в двух проекциях;
при обработке сквозных отверстий необходимо на высотной траектории указать величину перебега;
- для фрез показывают траекторию эквидистанты при движении по контуру.
Для одного из переходов по согласованию с руководителем проекта необходимо указать размерные цепи технологической системы (станок – приспособление - заготовка - инструмент). Размерными линиями связывают нуль станка с нулём детали, нуль детали с исходной точкой (и.т.) траектории движения инструмента, нуль инструмента с нулём станка (для токарной операции нуль револьверной головки с нулём станка) по всем координатным осям.
Под графическим изображением записывают содержание выполняемого перехода, используя ключевые слова в повелительном наклонении по ГОСТ 3.1702-79, ссылаясь на нумерацию размеров (например, «Точить контур, выдерживая размеры 1, 2, …»).
При большом количестве переходов допускается приводить на расчётно-наладочной карте их выборочно (по согласованию с руководителем проекта).
Форму основной надписи заполняют аналогично чертежу детали, не указывая масштаб и марку материала. В качестве названия записывают: «Расчётно-наладочная карта станка с ЧПУ».
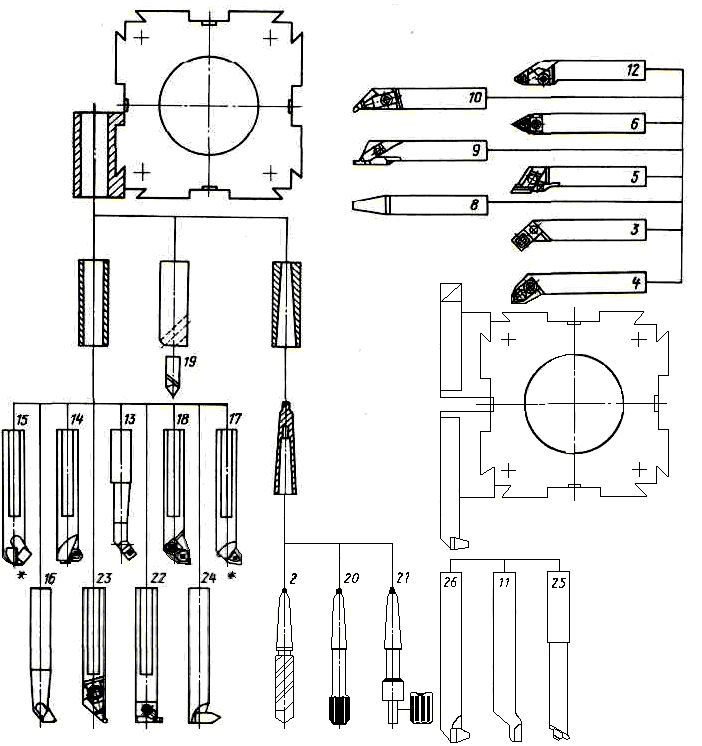
Рисунок 3 - Комплект инструментов для станков 1723Ф3, 1734Ф3, 1751Ф3.
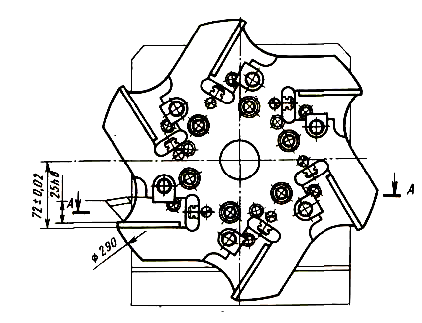
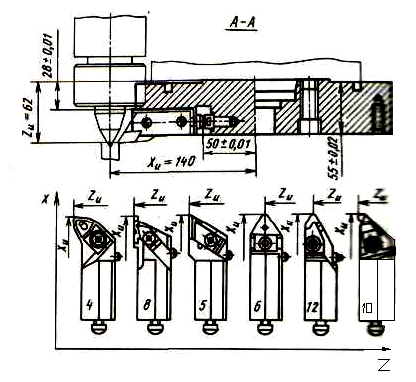
Рисунок 4 - Комплект инструментов для станка 16К20Ф3.