

2.3. Ефективність виробництва і застосування конкретного виду заповнювача.
Використання аглопориту ефективне при виробництві високоміцного бетону, оскільки конструкції з такого бетону характеризуються меншою середньою густиною і їх собівартість на 10- 15% менше від собівартості аналогічних конструкцій із важкого бетону.
Також при використанні аглопориту як заповнювача для бетону дуже важливою особливістю є адгезія яка виникає за рахунок кутастої форми щебеня.
3.Технологічна частина
3.1. Обґрунтування вибору технологічної схеми
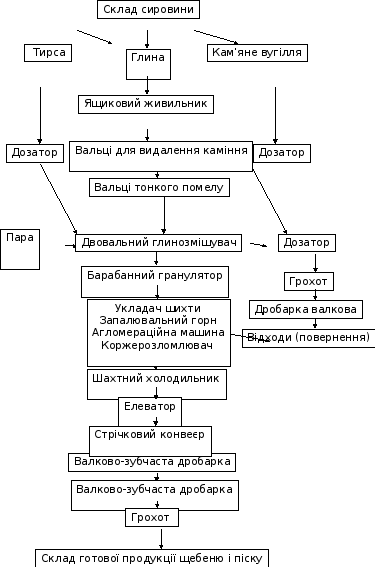
Технологія виробництва аглопоритового щебеню та піску передбачає виконання таких операцій:
-
Підготовку сировинних матеріалів;
-
Добавок (кам’яного вугілля, тирси);
-
Дозування та змішування компонентів шихти;
-
Грануляцію і термічну обробку гранул шихти на агломераційній машині;
-
Подрібнення та розсів готового спеченого продукту.
3.2 Режим роботи підприємства
Режим роботи підприємства характеризується кількістю робочих днів на рік, кількістю змін за добу, і тривалістю змін у годинах на технологічних операціях.
При виборі режиму роботи підприемства необхідно врахувати характер основних агрегатів. Процеси сушіння, і особливо випалювання, звичайно відбувається безперервно, без зупинки теплових агрегатів на вихідні та святкові дні. При безперервній роботі обладнання необхідно передбачити обов’язковий резерв часу для поточного та планового, попереджувального ремонтів і вимушеного простоювання, які враховують за допомогою коефіціента використання обладнання Кв.
|
№ п/п |
Відділення Операцій |
Кіль-кість робочих Днів/рік |
Кількість змін/добу |
Трива-лість робочого тижня, днів |
Трива-лість зміни, год |
Річ-ний фонд робочо-го часу, год |
Коеф. Викорис-тання облад-нання, Кв |
Річний фонд викорис-тання облад-нання. год |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
1 |
Добування сировини Подавання сировини: В запасник У виробни-цтво |
270
270
270 |
2
2
3 |
5
5
5 |
8
8
8 |
4320
4320
6480 |
0.9
0.9
0.8 |
3888
3888
5184
|
|
2
|
Склад:
приймання сировини Видавання сировини |
365
365 |
3
3 |
7
7 |
8
8 |
8760
8760 |
0.8
0.8 |
7008
7008 |
|
3 |
Відділення добавок |
365
|
3
|
7
|
8
|
8760
|
0.8
|
7008
|
|
4 |
Відділення підготовки сировини |
365 |
3 |
7 |
8 |
8760 |
0.8 |
7008 |
|
Відділення термообробки
|
365 |
3 |
7 |
8 |
8760 |
0.8 |
7008 |
|
|
5 |
Дробильно-сортувальне відділення готової продукції:
|
365 |
3 |
7 |
8 |
8760 |
0.8 |
7008 |
|
6 |
Складування гот. продукції
|
365
|
3
|
7
|
8
|
8760
|
0.8
|
7008
|