

3. Способы разделения п/ф….
Для разделения полуфабриката на заготовки и детали и удаления лишнего материала применяют многочисленные процессы, которые по виду энергии, подводимой в зону обработки, можно разделить на следующие подгруппы: механические, электрические, электрохимические, химические, акустические, тепловые.
Резка на пресс-ножницах, гильотине и дисковой пиле
Комбинированные пресс-ножницы предназначены для резки (рубки) полосового, сортового и фасонного проката. Такие пресс-ножницы широко используются для резки полосы, круга, квадрата, уголока, двутавра, швеллера. Пресс-ножницы незаменимы для пробивки отверстий в листовом, полосовом и фасонном прокате, вырубки открытых пазов. Пробивка отверстий в материале выполняется пресс ножницами.
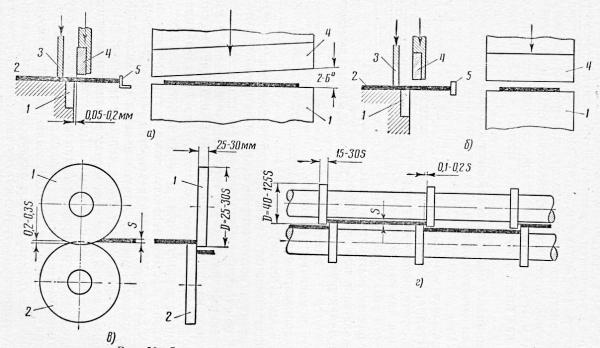
а-на гильотинных ножницах, б-на пресс-ножницах: 1, 4-ножи, разрезаемый лист, 2-разрезаемый лист, 3-прижим, 5-упор, в-на дисковых ножницах: 1, 2-стальные диски, г-на многодисковых ножницах
Как видно из схемы резки на гильотинных ножницах, режущая кромка нижнего ножа 1 устанавливается горизонтально, а верхнего ножа 4 имеет наклон. Угол наклона кромки верхнего ножа к горизонтали называется углом створа. Угол створа делается равным 2—6°. Зазор между плоскостями ножей устанавливается от 0,2 до 1,2 мм. Меньший зазор соответствует более тонкому металлу. Разрезаемый лист 2 заводится между верхним и нижним ножами до соприкосновения с упором 5. При включении рабочего хода сначала опускается прижим 3, после чего следует опускание верхнего ножа 4. Благодаря наклонному расположению ножей гильотинные ножницы допускают резку листов любой длины при толщине их до 40 мм. К существенному недостатку таких ножей следует отнести образование винтообразности отрезаемой полосы, при этом чем меньше ширина полосы, тем большая образуется в ней винтообразность. Поэтому все листовые детали и полосы шириной менее 500 мм, отрезанные на гильотинных ножницах, до передачи . на последующие обработочные операции проходят правку на листоправильных вальцах. Ножи пресс-ножниц — нижний 1 и верхний 4— располагаются параллельно друг другу и, следовательно, резка листа 2 осуществляется одновременно по всей длине. Это требует единовременной затраты большого усилия, вследствие чего такие ножи делаются небольшой длины, всего 300—600 мм. Преимуществом этих ножниц является отсутствие деформации отрезаемого металла, происходящей при резке на гильотинных ножницах. Пресс-ножницы имеют упор 5 и прижимное устройство 3. В дисковых ножницах режущими инструментами являются два стальных диска 1 и 2, один из которых получает вращение от электродвигателя. На таких ножницах производится преимущественно резка круглых и фигурных заготовок. Многодисковые ножницы с параллельными дисками применяются для резки по ширине листовой стали толщиной до 10 мм. Диаметр ножей делается равным от 40 до 125 толщин металла, ширина 15—30 мм, зазор между ножами 0,1—0,2 толщины металла.
Резка в штампах
Вырезка в штампах (рис) применяется в среднесерийном, крупносерийном и массовом производствах, хотя применение упрощенных – пластинчатых (рис), пинцетных штампов оправдывает себя и при мелкосерийном производстве. Процесс вырезки заготовок и деталей из штампами аналогичен процессу резки на ножницах. Усилие вырезки определяется по формуле:
Р
= L ![]() ,
,
Где L – периметр вырезаемого контура.
При помощи штампов, установленных на прессах соответствующей мощности, вырезают различной конфигурации заготовки и детали из полос, лент и карточек, Точность и производительность вырезки штампами выше, чем дисковыми и вибрационными ножницами. В зависимости от механизации подачи полуфабриката и конструкции штампа соответствующее прессовое оборудование позволяет вырезать от 20 до 600 заготовок или деталей в минуту. При этом погрешность перенесения размеров штампа на деталь или заготовку обычно не превышает 0,1...2 мм.
По характеру действия вырезные штампы бывают простыми (вырезка только наружного или внутреннего контура), совмещенными (одновременно вырезка по наружному и внутреннему контурам) и последовательными (вырезка по внутреннему и наружному контурам за два и более ходов пресса). При выборе штампов для вырезки конкретных заготовок и деталей необходимо учитывать, что точность взаимного расположения контуров детали, вырезанной штампом совмещенного действия, составляет 0,02…0,08 мм, а штампом последовательного действия 0,1…0,3 мм. Штампы последовательного действия конструктивно менее компактны, чем совмещенного, но более производительны.
Вырезные штампы можно устанавливать на любые прессы, развивающие достаточные усилия. Однако наилучшие результаты достигаются при использовании кривошипных и эксцентриковых прессов с кривошипно-шатунным механизмом для преобразования вращательного движения вала электродвигателя в поступательное движение ползуна. Ползуны этих прессов отличаются быстроходностью.
РЕЗКА НА ЛЕНТОЧНОПИЛЬНОМ СТАНКЕ – механическая обработка металла с использованием полотна ленточной пилы, натянутого на два шкива в корпусе ленточнопильного станка.
ЛЕНТОЧНОПИЛЬНЫЕ СТАНКИ - предназначены для резки металлических заготовок из различных материалов: конструкционных, высоколегированных, нержавеющих и быстрорежущих сталей, лёгких сплавов и цветных металлов.


ПРЕИМУЩЕСТВА:
-
высокая точность обработки 0,1-1,5 мм (в зависимости от диаметра заготовки);
-
высокая геометрическая точность резки (отклонения до 0,05 мм);
-
высокое качество поверхности реза, чистота обрабатываемой поверхности (например, при резке трубы ленточнопильный станок почти не дает заусенцев, в отличие от дисковой пилы);
-
малая ширина реза до 0,9 мм, что способствует экономии металла;
-
высокая скорость раскроя;
-
широкие технологические возможности по ассортименту и диапазону толщин рекомендуемого к резке металлов, маркам стали и сплавов;
-
возможность резки металлов под углом до 60 градусов;
-
возможность резки как проката со сплошным сечением (круг), так и сортового проката - балку, уголок, швеллер, трубы (в том числе тонкостенные);
-
возможность резки металлических заготовок, собранных в пакеты.
Резка лазером

Лазерная резка в обработке листового проката сочетает уникальную точность самых сложных изделий при минимуме тепловых деформаций и отсутствии искривлений с высокой производительностью процесса.