

6. Источники нагрева
Нагрев
и плавление металла происходят за счет
выделения теплоты на электрических
сопротивлениях при прохождении через
них электрического тока. Полное количество
теплоты, генерируемое между электродами
за время сварки (![]() ),
определяется законом Джоуля—Ленца
),
определяется законом Джоуля—Ленца
![]() ,
(1)
,
(1)
где ![]() —
мгновенные значения сварочного тока,
обычно меняющиеся в процессе сварки;
—
мгновенные значения сварочного тока,
обычно меняющиеся в процессе сварки;![]() —
общее сопротивление металла между
электродами в момент времени
—
общее сопротивление металла между
электродами в момент времени![]() .
При сварке двух деталей из одного и того
же металла и равной толщины (см рис.)
.
При сварке двух деталей из одного и того
же металла и равной толщины (см рис.)
![]() ,
(2)
,
(2)
где ![]() —
собственное активное сопротивление
деталей;
—
собственное активное сопротивление
деталей;![]() —
контактное сопротивление менаду
электродом и деталью;
—
контактное сопротивление менаду
электродом и деталью;![]() —
контактное сопротивление между деталями.
—
контактное сопротивление между деталями.
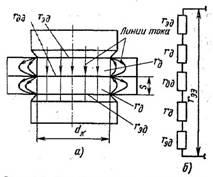
Рис.6.1. Электрическое сопротивление зоны сварки:
а — распределение сопротивлений; б — эквивалентная электрическая схема
Условный,
изменяющийся в процессе сварки диаметр
контакта (электрод—деталь и
деталь—деталь) ![]() равен
диаметру рабочей поверхности
равен
диаметру рабочей поверхности![]() .
Для электродов с идеальной сферической
поверхностью диаметр контакта значительно
изменяется в процессе сварки, например,
в 1,5…2 раза с момента включения до момента
выключения тока. Однако при выполнении
большого числа точек на рабочей
поверхности этих электродов образуется
плоская площадка, диаметр которой
приблизительно равен
.
Для электродов с идеальной сферической
поверхностью диаметр контакта значительно
изменяется в процессе сварки, например,
в 1,5…2 раза с момента включения до момента
выключения тока. Однако при выполнении
большого числа точек на рабочей
поверхности этих электродов образуется
плоская площадка, диаметр которой
приблизительно равен![]() ,
т.е. и в этом случае
,
т.е. и в этом случае![]() .
Однако края площадки на электродах с
плоской рабочей поверхностью постепенно
скругляются. Таким образом, несмотря
на отличие первоначальной формы указанных
типов электродов, наблюдается тенденция
к образованию наиболее устойчивой
конфигурации рабочей поверхности,
отличающейся наличием плоской площадки
на рабочей части с плавным переходом к
наружной цилиндрической части электрода.
.
Однако края площадки на электродах с
плоской рабочей поверхностью постепенно
скругляются. Таким образом, несмотря
на отличие первоначальной формы указанных
типов электродов, наблюдается тенденция
к образованию наиболее устойчивой
конфигурации рабочей поверхности,
отличающейся наличием плоской площадки
на рабочей части с плавным переходом к
наружной цилиндрической части электрода.
Сумму
сопротивлений ![]() часто
называют общим контактным сопротивлением.
часто
называют общим контактным сопротивлением.
Для анализа роли в процессе нагрева контактных и собственных сопротивлений удобно представить уравнение (1) в следующем виде:
![]() (3)
(3)
На
сопротивления ![]() и
и![]() в
той или иной степени влияют свойства
металлов, форма соединяемых деталей,
усилие сжатия, неравномерность нагрева,
состояние поверхности. Разделение
сварочного контакта на зоны в значительной
мере условно, так как электрические
поля в них взаимосвязаны.
в
той или иной степени влияют свойства
металлов, форма соединяемых деталей,
усилие сжатия, неравномерность нагрева,
состояние поверхности. Разделение
сварочного контакта на зоны в значительной
мере условно, так как электрические
поля в них взаимосвязаны.
Всю совокупность факторов не представляется возможным учесть расчетным путем, поэтому во многих случаях прибегают к экспериментальным данным и упрощенным приближенным расчетам.
Обычно составляющие электрических сопротивлений (2) рассматривают в условиях холодного (до включения сварочного тока) и горячего (при протекании сварочного тока) состояний контакта. Холодный контакт мало характерен для сварки. Поэтому большое внимание уделяют горячему контакту (на стадии нагрева) и особенно конечному значению его сопротивления, которое при заданных условиях сварки обычно стабилизируется и определяется в основном собственным сопротивлением деталей. В конце цикла нагрева при высоких значениях давлений (250…600 МПа) и температур роль контактных сопротивлений становится незначительной.
7. Схемы и фото оборудования
Агрегаты, производящие контактную сварку швов, полностью автоматизированы. Существует несколько видов сварочных аппаратов. Их различие в форме и расположении электродов. Две основных разновидности: односторонняя и двухсторонняя сварка.
Оба вида сварки могут производиться одно-роликовыми, двух-роликовыми и много-роликовыми машинами. В качестве противоположного электрода одно-роликовых конструкций используется оправа. Двух-роликовые аппараты производят швы по горизонтали и по вертикали.
Двусторонняя сварка производится с вращением в рукавах устройств. Это оборудование удобно для производства надёжного продольного соединения цилиндров разного размера и назначения. Какой длины шов можно сварить за 1 час работы, будет зависеть от величины вылета используемого агрегата. С помощью поперечного шва приваривают круговые детали к цилиндрам.
Стационарная машина КШ 002 (МШ-3280) предназначена для контактной шовной сварки продольным швом деталей из низкоуглеродистых и легированных сталей. Машина снабжена системой управления сварочным процессом, построенном на программируемом контроллере, обеспечивающей автоматическую стабилизацию заданных параметров с индикацией фактических значений.

Рис.7.1 Стационарная машина КШ 002 (МШ-3280)
Технические характеристики
Таблица 4
|
Наименование параметра |
Норма |
|
Номинальное напряжение питающей сети, В |
380 |
|
Частота тока питающей сети, Гц |
50 |
|
Номинальный длительный вторичный ток, кА |
22 |
|
Наибольший вторичный ток, кА |
32 |
|
Мощность при ПВ=50%, кВА |
270 |
|
Наибольшее усилие сжатия, даН |
1350 |
|
Номинальный вылет при сварке листов, мм |
810 |
|
Линейная скорость электродов, м/мин |
0,4-0,6 |
|
Диапазон свариваемых толщин, мм: низкоуглеродистые стали нержавеющие стали |
от 0,5+0,5 до 3,0+3,0 от 0,3+0,3 до 2,5+2,5 |
|
Масса, кг |
1650 |
|
Габаритные размеры, мм |
2350×840×2100 |
Механизмы для шовной роликовой сварки
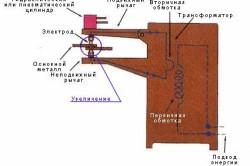
Рис.7.2. Схема машины для шовной сварки.