

Введение
Применение станков с ЧПУ является одним из главных направлений автоматизации средне и мелкосерийного металлообрабатывающего производства. Расширение области применения станков с ЧПУ происходит одновременно с совершенствованием УЧПУ и самих станков.
Первый этап внедрения станков с ЧПУ начался с освоением фрезерных станков с контурным управлением. Для УЧПУ первого поколения характерно применение полупроводниковых приборов. В импульсных УЧПУ программа записывается в унитарном коде на магнитную ленту. Характерным для данного типа устройств является реализация программы в виде последовательности электрических импульсов, каждый из которых эквивалентен перемещению рабочего органа.
Выводя импульсы с определенной частотой, можно заставить инструмент или заготовку непрерывно перемещаться в соответствии с программой обработки деталей. При импульсном выводе информации из УЧПУ в систему управления приводом, следует преобразовать импульс и усилить его до значения, необходимого для перемещения рабочего органа в процессе обработки. Перемещение рабочих органов таких станков с ЧПУ было реализовано на дискретных электрогидравлических приводах, что позволило упростить электронную часть УЧПУ. В тот же период хорошо зарекомендовали себя фрезерные станки с УЧПУ имеющие запись декодированной программы на магнитной ленте в виде фазомодулированного сигнала и следящий гидравлический привод.
Малая сложность таких УЧПУ и гидравлического привода позволило быстро освоить их выпуск. Станки с этими устройствами оправдали себя, не смотря на ограниченные технологические возможности и трудность подготовки программы на магнитной ленте.
Опыт эксплуатации станков с ЧПУ выявил следующие преимущества ЧПУ:
снижение требований к квалификации оператора-станочника;
упрощение и сокращение количества технологической оснастки;
повышение производительности станков.
Второй этап внедрения станков с ЧПУ характеризуется резким расширением области применения различных групп станков с ЧПУ, одновременно с этим происходит совершенствование УЧПУ. В станках с ЧПУ применяют быстродействующие статические преобразователи с электродвигателями постоянного тока, высокочастотные датчики и измерительные устройства, устройства автоматической смены инструмента.
В УЧПУ второго поколения используют интегральные и большие интегральные схемы, что позволяет уменьшить размеры УЧПУ и увеличить их надежность и ремонтопригодность.
Переход к устройствам с новой элементной базой сопровождался увеличением максимальной частоты привода подач до кГц и расширением технологических возможностей оборудования.
Наступление третьего этапа внедрения станков с ЧПУ привело к изменению конструкции станков и устройств ЧПУ. Длинные разветвленные кинематические цепи уступили место простым коротким цепям с автономными электроприводами без механических редукторов по каждой из координат перемещения. Эффективно стали использоваться агрегатирование и унификация агрегатов, станков и узлов УЧПУ. Эта концепция автоматизации основана на максимальном приближении микроЭВМ к сфере производства. Степень совершенствования оборудования с ЧПУ и его надежность определяется, главным образом, техническим уровнем входящих в него комплектующих, системами тестирования и диагностики УЧПУ.

Тенденция развития станков с ЧПУ:
создание УЧПУ с применением микроЭВМ на микропроцессорах, применение в электроавтоматике станка с ЧПУ микроэлектроники, введение в систему станка диагностических устройств;
широкое внедрение автоматизированных самоприспосабливающихся (адаптивных) устройств, обеспечивающих оптимизацию управления и обработки детали;
создание УЧПУ, управляющих, как отдельными станками, так и группой станков. Управление от ЭВМ комплекса станков и роботов, транспортных линий и контрольных устройств, обеспечивающих коррекцию погрешностей станков, планирование и контроль за работой производственного участка;
внедрение автоматизированных приводов с большим диапазоном бесступенчатого регулирования частоты вращения двигателей и применение более совершенных преобразователей и приводов.
Внедрение в производство более современных технических средств должно обеспечивать уменьшение затрат на единицу продукции, но необходимо также определить выгодно ли направлены средства на внедрение более современной технологии. При внедрении новых технологий, различают натуральные и стоимостные показатели эффективности. Натуральными показателями эффективности являются: повышение качества; долговечности и надежности технических средств, а также улучшении их эксплуатационных параметров и организации выпуска дополнительной продукции; сохранение числа всех категорий работающих; сокращение норм расхода материала; уменьшение удельных норм расхода электроэнергии и энергии для выполнения автоматизированных процессов. К стоимостным показателям относятся: уменьшение издержек производства; размер экономического эффекта и срок окупаемости капитальных вложений. Выгодность внедрения технических средств определяется сроком их окупаемости, то есть периодом времени, за который государство возмещает затраты на эти средства, и прибылью, которая получается за счет реализации изделий. В настоящее время на предприятии для повышения технико-экономических показателей широко внедряются высокие технологии, а именно различные вычислительные средства, которые позволяют значительно сократить время на различные производственные операции (проверка работоспособности, обработка и др.). Вычислительные средства позволяют с высокой точностью и быстротой выполнять большое количество операций.
1.Анализ исходных данных
1.1.Назначение и характеристики учпу 4ск.
УЧПУ состоит из следуюсщих составных частей блока питания, панель с реле , блок управления, пульт оператора, привод осей ,привод шпинделя ,входной рубильник ,тепловой зашиты и пульт оператор
Блок питания М2110
БП обеспечивает устройство питающим напряжением.
Входные характеристики:
Номинальное напряжение сети, V220В +10%
-15%
Частота сети, Hz 50+1 гц
Блок
выдерживает провалы входного сетевого
напряжения в соответствии с требованиями
ГОСТ 21021-85.
Выходные характеристики приведены в табл.1.
Таблица 1.
|
Напря-жение, V |
Допус-тимые откло-нения, % |
Ток нагрузки, А |
Максимальное напряжение срабатывания защиты, V |
Максималь-ная пуль-сация, mV | |
|
I мин. |
I макс. | ||||
|
+5
|
-4 +4 |
1
|
15
|
7
|
50
|
|
+15
|
-4 +4 |
0
|
1
|
17,5 |
150
|
|
-15
|
-4 +4 |
0
|
1
|
17,5 |
150
|
|
+24
|
-10 +10 |
0
|
0,2 |
|
300
|
БП оснащен аккумуляторными батареями напряжения плюс 3,6 или 4,8 V (четыре батареи) емкостью 1-2,5 А.h, обеспечивающими сохранение информации в памяти C-MOS на 1000 ч (при заряженных батареях) при выключении устройства. Кроме того, дополнительный аккумулятор установлен на модуле процессора.
Перед
эксплуатацией устройства необходимо
подключить аккумуляторную батарею.









Изм.
Лист
№ докум.
Подпись
Дата
Лист
ДП220301.10А2.12.15
БП
имеет схему, отключающую вторичные
источники питания и цепи управления
станком при температуре выше плюс 63º
С.
На лицевой панели БП имеется два разъема:
разъем для связи с электрошкафом.
разъем для подключения ПО.
Панель с реле́ — электрическое или электронное устройство (ключ), предназначенное для замыкания и размыкания различных участков электрических цепей при заданных изменениях электрических или неэлектрических входных воздействий. Обычно под этим термином подразумевается электромагнитное реле — электромеханическое устройство, замыкающее и/или размыкающее механические электрические контакты при подаче в обмотку реле электрического тока, порождающего магнитное поле, которое вызывает перемещения ферромагнитного якоря реле, связанного механически с контактами и последующее перемещение контактов коммутирует внешнюю электрическую цепь. Часто, реле также называют самые различные устройства, замыкающие или размыкающие контакты при изменении некоторой, не обязательно электрической величины. Это, например, устройства, чувствительные к температуре (тепловые реле), освещённости (фотореле), уровню звукового давления (акустические реле) и др. Также, часто реле называют различные таймеры, например, таймер указателя поворота автомобиля, таймеры включения/выключения различных приборов и устройств, например, бытовых приборов (реле времени).
Блок управления – очень важное оборудование, неисправность которого может повлечь за собой некорректную работу всей системы. Как своеобразный «мозговой центр» всей системы БУ ответственен за все процессы, поэтому повреждение микропроцессора может стать причиной неправильной работы трансмиссии, системы зарядок, системы контроля над токсичностью выхлопа и других систем.
Приводом
осей - называется совокупность механизмов,
передающих движение от источника
энергии до элемента, выполняющего
заданное движение в станке. В привод
входят двигатель, механизм изменения
передаточного отношения, механизмы
включения, выключения и реверсирования
движений. В станках применяют приводы
вращательного (наиболее распространённый
тип привода) и прямолинейного движения.
Существуют приводы периодического
движения рабочих органов на точно
фиксированную величину.
Приводы станков подразделяют на: ступенчатые и бесступенчатые. Ступенчатое изменение скоростей движения обеспечивается коробками скоростей или подач, ступенчатыми шкивами либо электроприводом в виде многоскоростных асинхронных электродвигателей; бесступенчатое - электроприводом постоянного тока, гидроприводом, механическим вариатором или комбинированным приводом. Современнее станки с программным управлением имеют одиночные или многодвигательные приводы.
Передача от двигателя на ведущий вал механизма осуществляется ременной или зубчатой передачей, а также непосредственным соединением валов электродвигателя и механической передачи. В механизмах изменения скоростей движения, включения, выключения и реверсирования передача движения производится через ременные, цепные, зубчатые, винтовые, червячные, фрикционные или гидравлические связи, В механизмах подачи - через шариковые винтовые пары или пары винт-гайка скольжения и безлюфтовые редукторы, электромеханические и гидромеханические связи.
Основной задачей при выборе параметров и характеристик привода является обеспечение технологических режимов обработки детали с допустимыми геометрическими погрешностями и шероховатостью поверхности при максимальной производительности и минимальной себестоимости обработки. Особенностью работы современник электроприводов главного движения в станках с ЧПУ является совмещение операций в технологических циклах обработки деталей, характерных как для механизмов главного движения, так и для механизмов подачи
Привод
шпинделя (нем.Spindel —
веретено)— вал,
имеющий правые и левые обороты вращения.
В металлообработке шпинделем называют вал, снабжённый устройством для закрепления обрабатываемогоизделия (заготовки) в зажимном патроне токарного станка, либо режущего инструмента на фрезерных, агрегатных, расточных, сверлильных и др. металлорежущих станках с применением конуса Морзе. В сверлильной, фрезерной и расточной группе станков шпиндель также имеет регулируемую длину, приводимую в движение механическим или ручным способом.
кинематический элемент трубопроводной арматуры, осуществляющий передачукрутящего момента от привода (электрического, пневматического или гидравлического) или исполнительного механизма кзапирающему или регулирующему элементу арматуры;[1]
передаточный вал от двигателя к валам прокатного стана;
вал с вращающимися пластинами жёсткого диска.
вращающийся вал плоскошлифовального станка, круглошлифовального станка, внутришлифовального станка
асинхронный коллекторный двигатель переменного тока с валом, имеющим приспособление — цангу для фиксации фрезы.
Входной рубильник - наглядный пример наиболее простого устройства коммутации. Это электрический коммутационный аппарат, имеющий ручное управление, функция которого - отлючение/включение или переключение электроцепей: переменного тока - с напряжением до 660 Вольт, постоянного тока - до 440 Вольт. Причем, наличие дугогасительной камеры допускает совершать данные операции не только при отсутствии тока в цепи, но и под нагрузкой.Кроме нечастых неавтоматических коммутаций силовых электроцепей, рубильники (имеющие предохранители - плавкие вставки) могут довольно эффективно использоваться как защита электрических сетей от перегрузок и возникающих в них сверхтоков - токов коротких замыканий. Наличие рубильника на вводе полностью реализует требование пункта 4.1.12 Правил устройства электроустановок: Область применения рубильников довольно широка: они могут быть установлены в различных РУ (распределительных устройствах), шкафах, электрощитах, для силовых цепей и для цепей управления. Определенные модели рубильников предназначены для их установки в шкафах ТП (трансформаторных подстанций).Любые рубильники, независимо от их модели могут в целях гарантированной безопасности их эксплуатации могут быть установлены, как написано выше в строго определенных для этого местах - щитах и шкафах закрытых помещений, при отсутствии в окружающей среде агрессивных веществ, пыли.
Тепловое
реле основное предназначение - защита
электрических потребителей от возможных
перегрузок в сети. В некоторых моделях
предусмотрена также возможность
автоматического отключения при появлении
асимметрии в разных фазах, а также при
пропадании одной из них. 
Превышение тока выше номинального значения приводит к перегреву проводников и, как следствие, разрушению изоляции. Грамотно подобранные тепловые реле способны также защитить, например, электродвигатель в случае заклинивания якоря. Их можно также использоваться для регулировки (поддержания) необходимой температуры, например, в холодильном оборудовании или бытовых приборах.
Пульт оператора.В контроллере ПО предусмотрена ручная дискретная регулировка яркости (восемь градаций яркости) путем изменения уровня видеосигнала, поступающего на видеомонитор.
Контроллер ПО построен на базе однокристальной микро-ЭВМ К1816ВЕ31, которая функционирует под действием локального программного обеспечения, реалии-зуя алгоритмы опроса состояния клавиатуры, галетных переключателей, управления светодиодной индикацией, а также взаимодействия со станочным пультом потребителя.
БП вырабатывает вторичные напряжения для питания всех узлов ПО, цепей сканирования кнопок и галетных переключателей, а также светодиодов индикации внешнего станочного пульта потребителя.
Включение/выключение БП ПО производится при нажатии соответствующих кнопок на лицевой панели ПО. Одновременно вырабатываются сигналы дистанционного включения БУ, которые поступают в него по кабелю включения.
В БП установлен сетевой фильтр, обеспечивающий защиту ПО от воздействия индустриальных помех из сети.

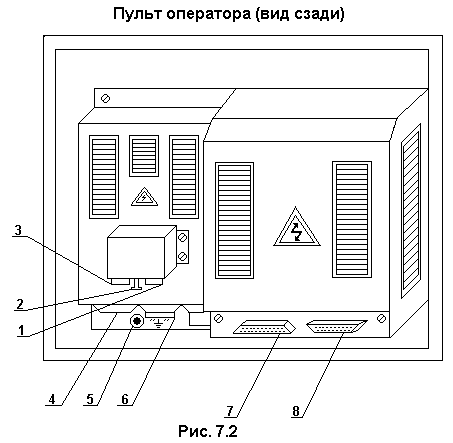
На рис. 1. показан ПО (вид сзади), где
поз.1 – трехполюсная вилка для подключения питающей сети;
поз.2 – вставка плавкая БП (3, 15A);
поз.3 – клеммная колодка для подключения вентиляторов (С1, С2, С3, - где С1 – фаза, поданная через фазосдвигающий конденсатор);
поз.4 – разъем для подключения кабеля включения (6.644.647);
поз.5 – винт заземления;
поз.6 – разъем с заглушкой (в современных моделях отсутствует);
поз.7 – разъем для подключения станочного пульта;
поз.8 – разъем для подключения к модулю М2030 БУ (кабель 6.644.644).
Номера контактов разъема (поз. 6) и наименование цепей приведены в табл. 2
Разъем розетка на 15 контактов, типа CANNON.
Таблица
1
|
Контакт |
Цепь |
|
01 02 03 04 05 06 07 08 09 10 11 12 13 14 15 |
Общий дежурного источника Цепь включения Цепь индикации включения станка Цепь выключения Цепь индикации включения станка 1
Цепь индикации включения станка 1 Цепь выключения 1 Замкнутый контакт аварийной кнопки Замкнутый контакт аварийной кнопки Разомкнутый контакт аварийной кнопки Разомкнутый контакт аварийной кнопки
|
Номера контактов разъема (поз. 4) и наименование цепей приведены в табл. 2
Разъем – розетка на 15 контактов, типа CANNON.
Таблица
2.
|
Контакт |
Цепь |
|
01 02 03 04 05 06 07 08 09 10 11 12 13 14 15 |
Общий дежурного источника Цепь включения Цепь индикации включения станка 2 Цепь выключения 2 Цепь индикации включения станка 1
Цепь индикации включения станка 1 Цепь выключения 1 Замкнутый контакт аварийной кнопки Замкнутый контакт аварийной кнопки Разомкнутый контакт аварийной кнопки Разомкнутый контакт аварийной кнопки
|
Разъем (поз. 7) предусмотрен для подключения станочного ПО, который может иметь в своем составе:
галетные переключатели до 9 шт. (три на 8 положений и шесть на 4 положения);
тумблеры (с фиксацией до 12 шт., без фиксации до 32 шт.);
световые индикаторы до 24 шт.
Программное обеспечение для обслуживания указанных органов управления и индикации разрабатывается и поставляется по заказу.