


134
поступательное движение спаренные с ним (шарнирно) звенья (в приведенном примере вращательное движение кривошипа 1 передается через шатун 2 на двигающийся поступательно и связанный с исполнительным органом ползун 3).
В кулачковом механизме (рис. 4.28, л) расположенные на распределительном валу вращающиеся выступы 1 – кулачки приводят в возвратно-поступательное движение соединенные с ними стойки 2.
4.6.4. Токарные станки. На станках токарной группы обрабатываются цилиндрические, конические наружные и внутренние поверхности тел вращения, а также плоскости, перпендикулярные к оси вращения. Токарные станки составляют основу станочного парка.
Устройство станка. Все детали и узлы станка смонтированы на станине (рис. 4.29) – массивной чугунной плите с двумя тумбами. В левой тумбе установлен главный электродвигатель, в правой расположены насос и резервуар для подачи охлаждающей жидкости. Верхняя часть станины имеет две направляющие, по которым прямолинейно перемещаются подвиж-
ные узлы – суппорт и задняя бабка.
Передняя бабка 2 – чугунная литая конструкция, расположенная на станине слева. Внутри нeё установлен главный рабочий орган станка – шпиндель 3, представляющий собой полый вал, который вращает заготовку. На его правом конце крепится технологическая оснастка (патроны, цанги, планшайбы и центры)1 для установки и закрепления обрабатываемой детали. Шпиндель получает вращение от электродвигателя через клиноременную передачу и коробку скоростей (систему зубчатых колес), размещенных внутри передней бабки.
Задняя бабка 5 предназначена для поддержания с помощью центра 13 второго конца заготовки или сверла, закрепленного в патроне задней бабки, при сверлении заготовки по центру.
1 Патрон – приспособление, в котором закрепляется инструмент или заготовка; цанга – приспособление в виде разрезной втулки для зажима цилиндрических или конических предметов (заготовок); планшайба – плоское кольцо или диск, устанавливаемое на шпинделе для закрепления заготовки; центры – стальные конусы, применяемые для закрепления заготовки по центру ее вращения.
135
13
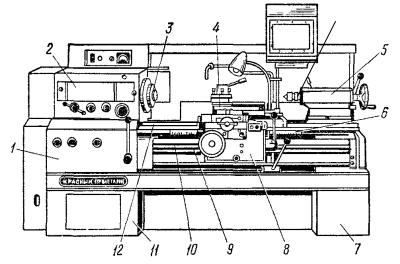
Рис. 4.29. Общий вид токарно-винторезного станка 1К62:
1 – коробка подач, 2 – передняя бабка, 3 – шпиндель, 4 – суппорт; 5 – задняя бабка, 6 – рейка, 7 и 11 – передняя и задняя тумба, 8 – фартук, 9 и 10 – ходовые винт и вал, 12 – направляющие станины, 13 – центр конуса задней бабки
Коробка подачи 1 служит для настройки станка на нужную величину продольной или поперечной подачи резца и передачи движения от шпинделя к суппорту через ходовой винт 9 – при нарезании резьбы или ходовой валик 8 – при обработке других поверхностей.
Суппорт 4 служит для закрепления в установленном на нем резцедержателе режущего инструмента и ручного или автоматического его перемещения (подачи) относительно заготовки. Суппорт состоит из продольных салазок, перемещающихся по направляющим вдоль станка, и поперечных салазок, по которым перемещается резцедержатель перпендикулярно относительно заготовки.
Фартук 8 – часть станка, где вращательное движение от двигателя преобразуется в поступательное движение суппорта с инструментом с помощью ходового винта 9 или вала 10.
Заготовка устанавливается одним концом в патрон передней бабки, вторым укрепляется на конусе задней бабки. При вращении заготовки с ее поверхности резцом, установленным в суппорте, снимается слой стружки до заданного размера.

136
Основными параметрами станков являются: наибольший диаметр заготовки, обрабатываемой над станиной, и наибольшее расстояние между центрами.
К токарным станкам также относятся токарно-револь-
верные, токарные лобовые, карусельные станки и станкиавтоматы.
Токарно-револьверные станки (рис. 4.30) предназначе-
ны для обработки небольших деталей в серийном и массовом производстве. Устройство станка (рис. 4.30, а) аналогично токарновинторезному станку: 1 – станина, на ней установлена передняя бабка 4 с коробкой скоростей 3, коробка подачи 2 и поперечный суппорт 5, но вместо задней бабки здесь установлен револьвер-
ный суппорт 7 с револьверной головкой 6.
а
б
Рис. 4.30. Токарно-револьверный станок (а) и схема обработки на нем заготовки (б):
слева – схема обработки заготовки резцами, установленными в револьверной головке, справа – резцами, установленными в поперечном суппорте
Он позволяет производить ряд операций, не перестраивая станок, за счет смены резцов, установленных в револьверной головке и в поперечном суппорте. Отличается высокой производительностью и простотой обслуживания.
Последовательность операций обработки заготовок на то- карно-револьверном станке следующая (рис. 4.30, б). Револьвер-
137
ная головка устанавливается таким образом, чтобы упор 1 встал напротив прутка, и пруток подается до упора. Затем суппорт отходит, головка автоматически поворачивается на 60° в положение 2, суппорт снова подводится к заготовке, и резцом 2 производится центровка отверстия. Затем, последовательным поворотом головки в положение 3 и подачей ее в направлении прутка в заготовке просверливается отверстие (наполовину) с одновременным обтачиванием двух ее цилиндрических поверхностей и фаски. В положении 4 заканчивается сверление отверстия, в положении 5 – его развертывание, 6 – нарезка внешней резьбы. После этого револьверная головка отводится и начинается обработка заготовки поперечным суппортом, как на обычном токарном станке: 7– точение фасонным резцом, 8 – накатка, 9 – отрезка готовой детали. Револьверная головка после каждой операции совершает возвратнопоступательное движение с автоматическим поворотом на 60º. Таким образом, используя 10 резцов, можно обрабатывать заготовку без перенастройки станка.
Лобовые токарные станки (рис. 4.31) предназначены для обработки коротких деталей диаметром более метра.
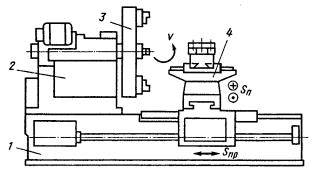
Рис. 4.31. Общий вид лобового станка:
1 – станина; 2 – передняя бабка; 3 – планшайба; 4 – суппорт с резцедержателем; Snp – продольная подача; Sп – поперечная подача
Станок имеет массивную переднюю бабку 2 с планшайбой 3, где закрепляется заготовка диаметром 1000–4000 мм. Заготовка обрабатывается по торцевой поверхности.
Карусельные одностоечные и двухстоечные токар-
ные станки служат для обработки больших заготовок по торцевой и боковой поверхностям. Особенностью карусельных станковявляется наличие круглого горизонтального стола – планшайбы (карусели), вращающейся вокруг вертикальной оси и имеющей диаметр
138
до 1 м, что позволяет обрабатывать детали диаметром более метра.
Двухстоечный токарно-карусельный станок (рис. 4.32)
имеет планшайбу 1, установленную на станине и служащую для установки заготовки, и стойки 2, соединенные поперечиной. По вертикальным стойкам перемещается и устанавливается над заготовкой траверса 4. На траверсе установлен верхний суппорт 5 и револьверный суппорт 6, на правой стойке – суппорт 3 с резцедержателями и режущими инструментами. Суппорты работают автономно и позволяют полностью обрабатывать заготовку со всех сторон, кроме базовой.
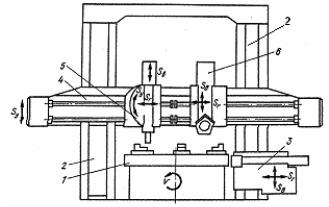
Рис. 4.32. Общий вид токарно-карусельного станка:
Sr – подача в горизонтальном направлении; Sв – подача в вертикальном направлении; Sy – установочные перемещения;
1–планшайба, 2–стойки, 3–суппорт, 4–траверса, 5–верхний суппорт, 6–револьверный суппорт.
На токарно-карусельных станках обтачиваются наружные и растачиваются внутренние цилиндрические и конические поверхности, обтачиваются фасонные поверхности; сверлят, зенкеруют, развертывают отверстия, обтачивают плоские торцевые поверхности, с применением специальных приспособлений нарезают резьбы, обрабатывают сложные фасонные поверхности по электрокопирам, фрезеруют, шлифуют и выполняют другие виды обработки.
Токарные автоматы и полуавтоматы (рис. 4.33) слу-
жат для изготовления крепежа, втулок и других мелких деталей.