

116
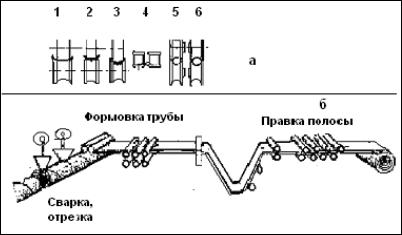
Рис. 4.16. Схема получения сварных труб
При производстве труб диаметром 400–1800 мм с толщиной стенок 6–15 мм и со спиральным швом (для изготовления конструкций нефте- и газопроводов) заготовка формуется аналогично рассмотренному выше и сваривается электродуговой сваркой под слоем флюса (рис. 4.16, б).
4.4.3. Прессование. Прессованием называется способ обработки металлов давлением, при котором металл выдавливается из замкнутой полости через отверстие с получением профиля по форме отверстия. Прессованные изделия получаются более точными, чем катанные.
Прессованием получают прутки диаметром 5–250 мм, проволоку диаметром 5–10 мм, трубы с наружным диаметром 20–400 мм и толщиной стенки 1,5–12 мм. Благодаря гибкости и легкости переналадки прессованием выгоднее, чем прокаткой, изготавливать малые серии изделий. Различают прямое и обратное прессование.
При прямом прессовании (рис. 4.17, а) пуансон (поршень) 1 давлением на планшайбу 2 выталкивает металл 3 из контейнера 4 через отверстие в матрице 5 с получением прутка, имеющего сечение по форме отверстия.
При получении трубы (рис. 4.17, б) металл сначала прошивается иглой 6, проходящей через полый пунсон 1, и затем, под давлением планшайбы 2, выдавливается в виде трубы 3 через кольцеобразное отверстие, образуемое иглой 6 и стенками отверстия матрицы. При обратном прессовании (рис. 4.17, в) металл выходит через матрицу 5 и полый пуансон 6 в