

Раздел 2. Организация производства деталей (изделий) в условиях массового и крупносерийного производства
Организация производства на однопредметной прерывно-поточной линии (ОППЛ)
Однопредметные прерывно-поточные (прямоточные) линии чаще всего применяются в массовом и крупносерийном типах производства при механической обработке деталей (заготовок), либо сборке изделий когда имеет место недогрузка оборудования из-за несинхронности процесса. Поэтому прямоточные линии экономически оправдывают себя, если,
а) достигнута синхронизация части операций, включенных в технологическую цепочку линии;
б) возможна комбинированная загрузка рабочих, работающих на недогруженном оборудовании, путем закрепления за ними двух-трех операций.
Такт ОППЛ определяется по формуле:
![]()
где Fэ - эффективный фонд времени работы линии за плановый период, мин;
Nз - программа запуска изделий за плановый период, шт.
Эффективный фонд времени работы ОППЛ принимается равным периоду оборота линии Т0 , который может быть равным или кратным одной смене, т.е.Fэ = T0, а T0 = 0,5 смены; 1 смене; 1,5 смены; 2 смены и т.д. В соответствии с периодом оборота линии рассчитывается и программа запуска-выпуска деталей (изделий) на линии.
Программа запуска за период оборота равна программе выпуска (т.е.Nз = Nв):
![]() шт.
шт.
Такт ОППЛ составит:
![]() мин./шт.
мин./шт.
2.2. Определение потребного количества оборудования, рабочих мест и их загрузки по операциям технологического процесса.
Количество рабочих мест определяется по каждой i-ой операции и по всей поточной линии в целом. Расчет производится по формуле:
![]()
Как правило расчетные величины Cp.i получаются дробными числами, их необходимо округлить в большую сторону. Коэффициент загрузки рабочих мест определяют по формуле:
![]()
где Cр.i – расчетное количество рабочих мест на i-й операции
Cпр.i – принятое количество рабочих мест на i-й операции
m – количество операций, выполняемых на линии в соответствии с технологическим процессом.
Тогда количество рабочих мест и коэффициент загрузки, требуемое для выпуска 21000 изделий за месяц (табл. 2.1):
Таблица 2.1
Расчёт количества рабочих мест и коэффициента их загрузки
|
|
Количество
рабочих мест,
|
Количество
принятых работников,
|
Коэффициент
загрузки рабочих мест,
|
Средний
коэффициент загрузки |
|
1 операция |
6,8/1,37 = 4,96 |
5 |
4,96/5 = 0,99 |
0,90
|
|
2 операция |
8,8/1,37 = 6,42 |
7 |
6,42/7 = 0,917 | |
|
3 операция |
9,6/1,37 = 7,00 |
7 |
7,00/7 = 1 | |
|
4 операция |
4,4/1,37 = 3,21 |
4 |
3,21/4 = 0,80 | |
|
5 операция |
7,2/1,37 = 5,25 |
6 |
5,25/6 = 0,87 | |
|
6 операция |
5,2/1,37 = 3,79 |
4 |
3,79/4 = 0,94 | |
|
7 операция |
7/1,37= 5,10 |
6 |
5,10/6 = 0,85 | |
|
8 операция |
7/1,37= 5,10 |
6 |
5,10/6 = 0,85 |
2.3. Построение стандарт – плана работы линии
При разработке стандарт – плана поточной линии необходимо предусмотреть возможность выполнения одним рабочим, занятым на недогруженном оборудовании, других операций с таким расчётом, чтобы обеспечить выполнение задания участком, наиболее полное использование рабочего времени и создать наиболее благоприятные условия труда.
Стандарт – план составляется на период оборота. Период оборота - 0,5 смены (рис. 2.1).
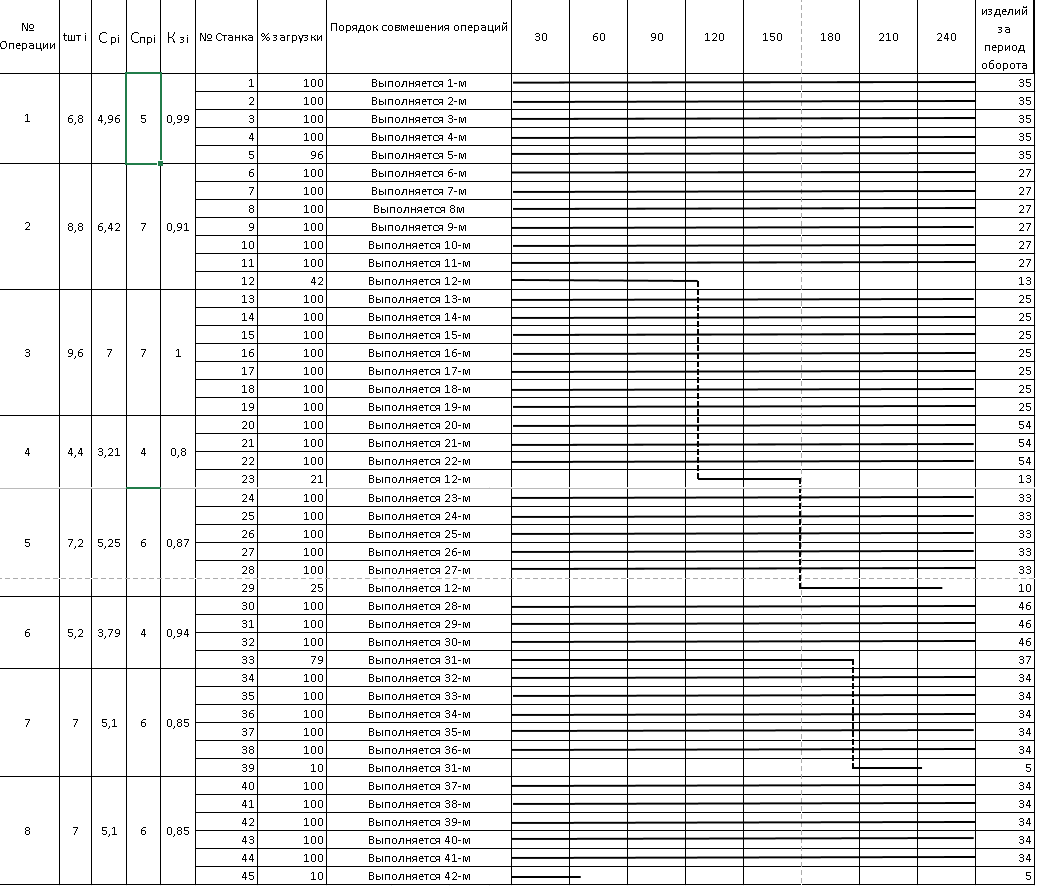
Итого на линии 42 человека.
Рис 2.1 Стандарт – план работы ОППЛ