

Сварочная ванна
Объем расплавленного металла, образующийся при сварке плавлением под воздействием источника тепла, называют сварочной ванной. Различают сварочную ванну первого типа, образующуюся, например, при дуговой или газопламенной сварке, и второго типа, образующуюся при электрошлаковой сварке. Рассмотрим подробнее сварочную ванну первого типа, поскольку она встречается чаще (рис. 1).
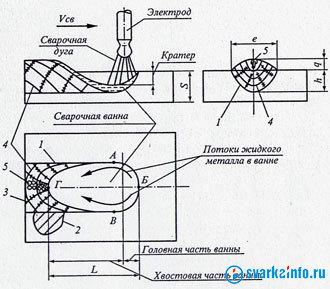
Рис. 1. Схема образования шва при дуговой сварке: 1 - линия (зона) сплавления; 2 - частично оплавленные зерна основного металла; 3 - столбчатые кристаллиты; 4 - кристаллизационные слои; 5 - автономные неориентированные кристаллиты; S - толщина свариваемой кромки; h - глубина проплавления; е - ширина шва; q - высота усиления шва
Первичная кристаллизация металла сварочной ванны
Процесс кристаллизации металла состоит из трех стадий. Это переохлаждение жидкого металла, образование центров кристаллизации и рост кристаллитов от этих центров.
Переохлаждение — это охлаждение жидкого металла до температуры ниже температуры его плавления. От наличия переохлаждения зависит вторая стадия процесса кристаллизации: образование центров кристаллизации, зародышей будущих кристаллитов. Атомы расплавленного металла не могут самопроизвольно сложиться в кристаллиты. Необходимо, чтобы в расплаве была готовая твердая поверхность, на которой будут откладываться атомы из жидкого металла, нужны твердые зародыши будущих кристаллитов - центры кристаллизации.
Расплав чистых металлов имеет однородный (гомогенный) состав, в нем нет примесей и посторонних включений. Если такой расплав охлаждать, то его переохлаждение будет увеличиваться до критического значения. Например, для железа это на 295 0С, для меди на 263 0С, для алюминия на 135 0С ниже температуры плавления. При таком переохлаждении в жидкости начинают создаваться устойчивые группировки атомов, некоторые из которых становятся центрами кристаллизации. Такие зародыши образуются сразу во всем объеме жидкости, кристаллиты растут на них во всех направлениях, мешая друг другу. Получается мелкозернистая однородная структура с хорошими механическими свойствами.
Однако при сварке гомогенного расплава не бывает. Металл сварочной ванны неоднородный (гетерогенный). В нем могут быть не полностью расплавившиеся частицы основного, присадочного или легирующих материалов, он контактирует по границам ванны с частично оплавленными зернами основного металла. Эти твердые поверхности при сварке являются гетерогенными зародышами кристаллитов. Такие зародыши можно создавать искусственно, например вводя в сварочную ванну порошки элементов-модификаторов. Более тугоплавкие частицы этих элементов, находясь в металле ванны во взвешенном состоянии, служат центрами кристаллизации, что измельчает структуру шва и улучшает его свойства. При сварке стали модифицировать металл шва можно, вводя в хвостовую часть ванны железные опилки.

Рис. 2. Схема кристаллизации металла в сварочной ванне
Вторичная кристаллизация и строение сварного соединения
С затвердеванием металла шва структурные превращения в нем не заканчиваются. Например, при сварке стали первичные кристаллиты сразу после их образования состоят из аустенита - твердого раствора углерода и легирующих элементов в γ-железе, существующего при высоких температурах (750... 1500 0С ). В процессе охлаждения аустенит распадается, превращаясь в зависимости от состава стали и скорости охлаждения в другие фазы: пластичный феррит, более прочный перлит и прочный, но малопластичный мартенсит. Скорость охлаждения зоны сварки обычно велика, и структурные превращения не успевают произойти до конца. Следовательно, меняя скорость охлаждения сварного соединения, подогревая или искусственно охлаждая его, можно в некоторых пределах управлять вторичной кристаллизацией металла шва и его механическими свойствами. Теплота, выделяемая источником нагрева, при сварке распространяется в основной металл. Его участки нагреваются до температуры плавления на границе сварочной ванны и имеют температуру окружающей среды вдали от нее. Это не может не сказаться на структуре металла. Зону основного металла, в которой в результате нагрева и охлаждения металла происходят изменения структуры и свойств, называют зоной термического влияниия (ЗТВ). Каждая точка в ЗТВ в зависимости от расстояния до оси шва достигает различной максимальной температуры, нагревается и охлаждается с различными скоростями. Изменение температуры данной точки во времени называют термическим циклом. Каждая точка ЗТВ имеет при сварке свой термический цикл. Значит, металл в ЗТВ подвергается в результате сварки нескольким видам термической обработки. Поэтому в ЗТВ наблюдаются четко выраженные участки с различной структурой и свойствами.
У каждого свариваемого материала в ЗТВ будут свои, характерные для этого материала, структурные участки. Наиболее наглядна эта структурная неоднородность ЗТВ при сварке плавлением низкоуглеродистой стали (рис. 3). Непосредственно к металлу шва примыкает участок неполного расплавления 1. Это тонкая (в несколько микрон) переходная полоска от металла шва к основному металлу, состоящая из частично оплавленных зерен основного металла. Металл участка неполного расплавления химически неоднороден, в нем концентрируются напряжения. Этот участок сильно влияет на свойства соединения в целом. За ним следует участок перегрева 2, В нем металл нагревается до температуры выше 1130 0С, зерно успевает сильно вырасти и при охлаждении не измельчается. Здесь возможно выделение пластичной фазы - феррита - не по границам зерен, а внутри их в виде иголок или пластинок. Такая структура называется видманштедтовой. Она обладает плохими механическими свойствами, в частности низкой ударной вязкостью. Участок неполного расплавления и участок перегрева вместе называют околошовной зоной. При температуре 900... 1100 0С образуется участок нормализации (полной перекристаллизации) с мелкозернистой структурой. В этом участке длительность пребывания металла при высокой температуре невелика, зерно не успевает вырасти, а при охлаждении - измельчается. Поэтому металл здесь имеет самые высокие механические свойства. Участок 4 неполной перекристаллизации определяется диапазоном температуры 723...900 0С. Конечная структура на этом участке состоит из крупных зерен, не успевших пройти перекристаллизацию, и расположенных между ними мелких зерен, образовавшихся при перекристаллизации. По механическим свойствам металл здесь хуже, чем на участке нормализации 3, но лучше, чем на участке перегрева. На участке рекристаллизации 5 металл нагревается до температуры 500...723 0С. Структура его не изменяется, но если сваривался металл, подвергавшийся холодной прокатке, или легированный металл после термообработки (например, закалки), то на этом участке восстановится исходная структура металла. При этом несколько уменьшится прочность, но возрастет пластичность металла.
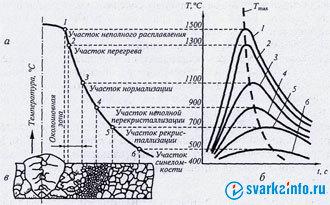
Рис. 3. Структура зоны термического влияния при сварке плавлением низкоуглеродистой стали: а - распределение максимальной температуры; б — термические циклы точек ЗТВ; в - структурные участки ЗТВ
На участке 6, нагревающемся до температуры ниже 500 0С, видимых изменений структуры не происходит. Однако металл здесь охлаждается очень медленно, подогреваясь от соседних участков, и поэтому вплоть до температуры 100 0С по границам зерен могут выделяться микроскопические частицы примесей. Это явление называют старением металла. В результате старения снижается вязкость, чему также способствуют образующиеся в процессе сварки пластические деформации металла вследствие его теплового расширения. Охрупчивание металла, нагревавшегося до температуры, при которой образуются синие цвета побежалости (200...400 0С ), называют синеломкостью, а участок 6 - участком синеломкости.
Ширина зоны термического влияния зависит от количества тепловой энергии, приходящейся на единицу длины шва, - погонной энергии. При ручной дуговой сварке, например, стали ширина ЗТВ составляет 5...6 мм, при газопламенной сварке она доходит до 25 мм.
Зона термического влияния в сварном соединении.
Зона термического влияния (околошовная зона) – участок металла, испытывающий воздействие высоких температур сварочной дуги.
В зависимости от температуры нагрева, структурных и физико-механических изменений в зоне термического влияния различают следующие участки:1 – неполного расплавления; 2 – перегрева; 3 – нормализации; 4 – неполной перекристаллизации; 5 – рекристаллизации; 6 – синеломкости.
 1)Наплавленный
металл в термическом цикле находится
в температурном режиме свыше 1500°С.
1)Наплавленный
металл в термическом цикле находится
в температурном режиме свыше 1500°С.
И имеет структуру металла столбчатой формы с пониженными механическими свойствами.
Наплавленный металл-это основной шов в сварном соединение.
2)Участок неполного расплавления происходит в температурном режиме от свыше 1400°С. Свыше 1500°С имеющий структуру металла крупно-зернистую с повышенной хрупкостью.
Этот участок является переходным от наплавленного металла к основному, и в сварном соединение является линией сплавления, самое слабое звено сварного шва.
3)Участок пергрева находится в границах нагрева металла от 1100°С до свыше 1400°С, где происходит рост зерна что снижает механические свойства сталей. На участке перегрева часто происходит разрушения в виде трещин.
4)Участок нормализации происходит на границах нагрева от свыше 800°С до 1100°С здесь происходит полная перекристаллизация (изменение кристаллической решетки). Металл этой зоны имеет мелкозернистую структуру и хорошие механические свойства . Обладает высокой прочностью, пластичностью, даже большей чем основной металл.
5)Участок неполной перекристализации включает в себя металл, образующийся при нагреве свыше 700°С до 900°С. Этот участка состоит из крупных зерен, не прошедших перекристаллизацию, и скопление мелких зерен, прошедших перекристаллизацию. Механические свойства металла участка в связи со смешанной структурой невысокие. В сварном шве он является промежуточным положением между сварным швом и основным металлом.
6)Участок рекристаллизации образуется при нагреве от температуры свыше 500°С до свыше 700°С. На участке происходит восстановление формы и размера зерен.
7)Участок синеломкости включает в себя металл, образующийся при температуре от 200°С до свыше 500°С. Участок, по структуре металла не отличается от основного металла, однако имеет несколько пониженные пластичность и вязкость, и большую склонность к образованию трещин.
Ширина околошовной зоны зависит от толщины металла, вида и режима сварки. При ручной дуговой сварке она составляет обычно 5-6 мм, при автоматической сварке под слоем флюса ЗТВ составляет 2,5 мм и т.д.
Напряжения и деформация при сварке. Горячие и холодные трещины.
Любое силовое воздействие на тело сопровождается возникновением в нем напряжений и развитием деформаций.
Напряжением называют силу, отнесенную к единице площади сечения тела: о = P/F, где о - напряжение, МПа; Р - действующее усилие, Н; F - площадь поперечного сечения детали, м2.
В зависимости от характера приложенных сил различают напряжения растяжения, сжатия, изгиба, кручения и среза.
Деформацией называют изменение размеров или формы тела под действием приложенных к нему сил. Деформации могут быть упругими и пластическими. Если размеры и форма тела восстанавливаются после прекращения силового воздействия, то такая деформация является упругой. Деформацию, остающуюся после снятия нагрузки, называют пластической или остаточной.
Помимо напряжений и деформаций, возникающих в деталях под действием приложенных нагрузок, в них могут быть так называемые собственные напряжения и деформации и существующие в телах при отсутствии внешних сил. К ним относятся и сварочные напряжения и деформации, наблюдаемые в свариваемых деталях. В зависимости от продолжительности существования их разделяют на временные, существующие в период выполнения сварки, и на остаточные, устойчиво сохраняющиеся в течение длительного времени после сварки. В зависимости от характера и объемов распределения напряжения различают одноосные (линейные), двуосные (плоскостные) и трехосные (объемные), а также напряжения I рода (в макрообъемах тела), II рода (в пределах кристаллических зерен металла) и III рода (в пределах кристаллической решетки).
Сварочные деформации обычно характеризуют прогибами элементов, углами поворота, укорочениями, величинами выхода точек тела из плоскости равновесия и др. (рис. 1).
Деформации, приводящие к изменению размеров всего изделия, искривлению его геометрических осей, называют общими. А деформации, относящиеся к отдельным участкам его, называют местными.
Причины возникновения напряжений и деформаций при сварке
Основными причинами возникновения собственных напряжений и деформаций в сварных соединениях и конструкциях являются неравномерное нагревание металла при сварке, литейная усадка, структурные и фазовые превращения в затвердевающем металле при охлаждении.
Горячие трещины — хрупкие межкристаллические разрушения металла шва и околошовной зоны, возникающие в твердо-жидком состоянии в процессе кристаллизации, а также при высоких температурах в твердом состоянии.
При кристаллизации жидкий металл шва сначала переходит в жидко-твердое, а затем в твердо-жидкое и, наконец, в твердое состояние.
В твердо-жидком состоянии образуется скелет из кристаллитов затвердевшего металла (твердой фазы), в промежутках которого находится жидкий металл, который в таком состоянии обладает очень низкой деформационной способностью и малой прочностью. Когда металл полностью закристаллизуется, его пластичность и прочность возрастают. Температурный интервал, в котором металл находится в твердо-жидком состоянии, характеризующийся очень низкой прочностью и пластичностью, называется температурным интервалом хрупкости.
При охлаждении одновременно с процессами кристаллизации в этом температурном интервале в связи с усадкой шва и линейным сокращением нагретого металла в шве начинают накапливаться внутренние деформации, которые приводят к образованию горячих трещин.
Горячие трещины могут образовываться как вдоль, так и поперек шва.
Холодные трещины — локальные межкристаллические разрушения, образующиеся в сварных соединениях преимущественно при нормальной температуре, а также при температурах ниже 200°С.
Причины холодных трещин при сварке:
· охрупчивание металла вследствие закалочных процессов при быстром его охлаждении;
· остаточные напряжения, возникающие в сварных соединениях;
· повышенное содержание водорода в сварных швах, который усиливает неблагоприятное действие первых двух главных причин.
Машинное время при фрезеровании.
Время, в течение которого происходит процесс снятия стружки без непосредственного участия рабочего, называется машинным временем (например, на фрезерование плоскости заготовки с момента включения механической продольной подачи до момента ее выключения). Машинное время Т при фрезеровании определяется по формуле, общей для всех видов обработки: Тм = (L/sм)i где L - длина перемещения инструмента или заготовки (с учетом врезания и перебега), мм; i - число проходов; sм - минутная подача инструмента или заготовки, мм/мин. В свою очередь длина перемещения (рис. 258) L = l+y+Δ. где l - длина обрабатываемой заготовки, мм; L - величина (путь) врезания, мм; Δ - величина перебега (выхода) фрезы, мм.
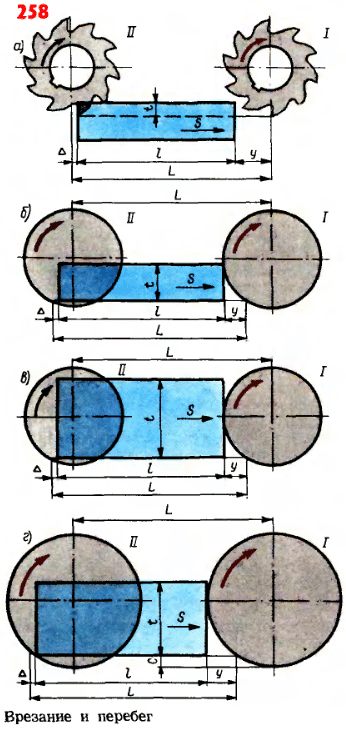 Величина
врезания 1 определяется по формулам:
для цилиндрических, дисковых, отрезных
и фасонных фрез (рис. 258, а}, а также для
торцовых фрез при несимметричном
фрезеровании (рис. 258, б):
у = √t(D -
t),
для торцовых и концевых фрез при
симметричном фрезеровании (рис. 258, в):
У
= (D-√D3-t2)/2,
для
торцовых фрез при несимметричном
фрезеровании (рис. 258, г):
y = D/2 - √c(D
- с).
Величину перебега Δ выбирают
в зависимости от диаметра фрезы в
пределах 2 - 5 мм.
Величина
врезания 1 определяется по формулам:
для цилиндрических, дисковых, отрезных
и фасонных фрез (рис. 258, а}, а также для
торцовых фрез при несимметричном
фрезеровании (рис. 258, б):
у = √t(D -
t),
для торцовых и концевых фрез при
симметричном фрезеровании (рис. 258, в):
У
= (D-√D3-t2)/2,
для
торцовых фрез при несимметричном
фрезеровании (рис. 258, г):
y = D/2 - √c(D
- с).
Величину перебега Δ выбирают
в зависимости от диаметра фрезы в
пределах 2 - 5 мм.
Автоматизация процесса сварки плавящимся электродом.
Цикл
начинается с операции «Возбуждение
дуги». Для надежного возбуждения дуги
применяют способ отрыва конца электродной
проволоки от свариваемого изделия в
момент включения сварочного напряжения
на автомате источнике питания. Перед
началом сварки конец электродной
проволоки подводят к детали до получения
с ней электрического контакта. При
включении автомата появляется сварочное
напряжение между свариваемым изделием
и электродной проволокой и запускается
двигатель механизма подачи, который
начинает отводить конец электродной
проволоки от детали, возбуждая дугу. По
мере отвода конца электродной проволоки
напряжение на дуге возрастает, и когда
оно достигает определенной величины,
двигатель реверсируется и начинает
подавать электродную проволоку в зону
дуги. Время этой операции на циклограмме
обозначено t1.
После
возбуждения дуги начинается операция
«Сварка», во время которой в зону дуги
подается электродная проволока и
перемещается сварочная каретка.
Длительность операции, обозначенная
на циклограмме t2, зависит от длины шва
и скорости сварки. После окончания
операции «Сварка» происходит растяжка
дуги, осуществляется она путем прекращения
подачи электродной проволоки в зону
дуги без выключения сварочного напряжения.
Под действием напряжения дуга продолжает
гореть, и конец электродной проволоки
оплавляется, растягивая дугу до тех
пор, пока она не оборвется. При обрыве
дуги выключается сварочное напряжение.
Время операции «Растяжка дуги» обозначено
на циклограмме t3
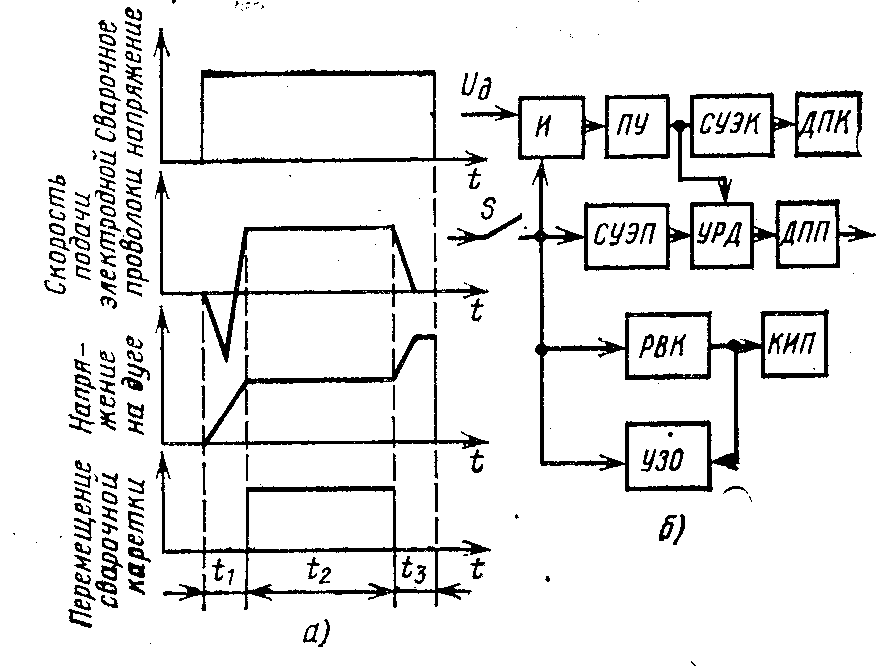 На
рис. 8.3, б представлена функциональная
схема системы управления циклом сварки.
При замыкании выключателя S через реле
включения контактора РВК включается
контактор источника питания КИП, подавая
сварочное напряжение на электрод. В это
же время с помощью системы управления
электроприводом подачи проволоки СУЭП
и устройства реверса двигателя УРД
запускается двигатель подачи проволоки
ДПП. Конец электродной проволоки
отводится от детали, дуга возбуждается,
и напряжение на ней (Уд начинает
увеличиваться. Через схему совпадения
И напряжение дуги подается на пороговое
устройство ПУ, которое срабатывает при
достижении напряжением заранее
установленного значения. Сработав,
пороговое устройство запускает через
систему управления электроприводом
каретки СУЭК двигатель перемещения
каретки ДПК и с помощью устройства
реверса УРД реверсирует ДПП. С этого
момента начинается подача электродной
проволоки в зону дуги и происходит
сварка.
По окончании сварки элемент
S выключают, и двигатель ДПП останавливается,
прекращая подачу проволоки. Останавливается
также и двигатель ДПК, так как пороговое
устройство вернулось в исходное состояние
из-за снятия сигнала со входа схемы И
выключателем S. Контактор КИП продолжает
оставаться включенным, потому что РВК
снабжено устройством задержки на
отпускание УЗО. Происходит растяжка
дуги. По истечении времени t3, определяемого
УЗО, реле РВК обесточивается, и контактор
КИП отключает сварочное напряжение. На
этом цикл работы заканчивается.
На
рис. 8.3, б представлена функциональная
схема системы управления циклом сварки.
При замыкании выключателя S через реле
включения контактора РВК включается
контактор источника питания КИП, подавая
сварочное напряжение на электрод. В это
же время с помощью системы управления
электроприводом подачи проволоки СУЭП
и устройства реверса двигателя УРД
запускается двигатель подачи проволоки
ДПП. Конец электродной проволоки
отводится от детали, дуга возбуждается,
и напряжение на ней (Уд начинает
увеличиваться. Через схему совпадения
И напряжение дуги подается на пороговое
устройство ПУ, которое срабатывает при
достижении напряжением заранее
установленного значения. Сработав,
пороговое устройство запускает через
систему управления электроприводом
каретки СУЭК двигатель перемещения
каретки ДПК и с помощью устройства
реверса УРД реверсирует ДПП. С этого
момента начинается подача электродной
проволоки в зону дуги и происходит
сварка.
По окончании сварки элемент
S выключают, и двигатель ДПП останавливается,
прекращая подачу проволоки. Останавливается
также и двигатель ДПК, так как пороговое
устройство вернулось в исходное состояние
из-за снятия сигнала со входа схемы И
выключателем S. Контактор КИП продолжает
оставаться включенным, потому что РВК
снабжено устройством задержки на
отпускание УЗО. Происходит растяжка
дуги. По истечении времени t3, определяемого
УЗО, реле РВК обесточивается, и контактор
КИП отключает сварочное напряжение. На
этом цикл работы заканчивается.