

Зварні зєднання -посібник
.pdfМІНІСТЕРСТВО ОСВІТИ, НАУКИ, МОЛОДІ ТА СПОРТУ УКРАЇНИ
ХАРКІВСЬКИЙ ДЕРЖАВНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ БУДІВНИЦТВА ТА АРХІТЕКТУРИ
Ю.Г. ПЕРЕТЯТЬКО, С.М. ЯРОВИЙ, І.Ю. ПЕРЕТЯТЬКО
МЕТАЛЕВІ КОНСТРУКЦІЇ. ПРОЕКТУВАННЯ
ТА РОЗРАХУНОК ЗВАРНИХ З’ЄДНАНЬ
НАВЧАЛЬНИЙ ПОСІБНИК
Харків 2011
3
|
|
|
|
|
ЗМІСТ |
|
|
|
Передмова ……………………………………………………………………… |
4 |
|
|
|
|
|
|
|
Розділ 1. Загальна характеристика зварних з’єднань металевих |
||||||||
|
конструкцій …………………………………………………… |
5 |
|
|
|
|||
Розділ 2. |
Зварні шви ……………………………………………………….. |
6 |
|
|
|
|||
2.1. Класифікація та характеристика зварних швів ………………… |
6 |
|||||||
2.2. Види зварних з'єднань …………………………………………. |
12 |
|
|
|||||
2.3. Деформації та напруження зварних з'єднань ………………… |
15 |
|||||||
2.4. Розрахункові опори зварних швів …………………………… |
18 |
|
||||||
2.5. Міцність зварних з’єднань …………………………………… |
|
23 |
|
|||||
2.6. Розрахунок і конструювання стикових швів ………………… |
23 |
|||||||
2.7. Розрахунок і конструювання кутових швів …………………… |
30 |
|||||||
2.8. Конструктивні вимоги при проектуванні з'єднань |
|
|||||||
|
з використанням кутових швів ………………………………… |
37 |
|
|||||
2.9. Комбіновані з'єднання ………………………………………… |
41 |
|
|
|||||
Розділ 3. |
Приклади розрахунків зварних з’єднань ……………………… 43 |
|||||||
|
Приклад 3.1. Розрахунок таврового з’єднання із стиковим швом.. 43 |
|||||||
|
Приклад 3.2. Розрахунок кутових швів у випадку дії моменту |
|||||||
|
у площині, перпендикулярній їх розміщенню …………………….. |
45 |
||||||
|
Приклад 3.3. Розрахунок з’єднання з кутовими швами при |
|||||||
|
|
|
|
|
|
|
|
|
дії моменту у площині розміщення швів ………………………… 48 Приклад 3.4. Вихідні дані за прикладом 3.3 при L1 = 5,0см ,
але навантаження фасонки виконано силами Р=20кН та Р1=10кН, як і у прикладах 3.1, 3.2 ……………………………………51
Приклад 3.5. Розрахунок зварного з’єднання з кутовими швами на одночасну дію поздовжньої сили та згинаючих моментів у площині та із площини розміщення швів ………………54
Приклад 3.6. Розрахунок комбінованого з’єднання з лобовими та фланговими кутовими швами …………………………58
Використані джерела ……………………………………………………………60
4
Передмова
Зміст навчального посібника відповідає програмам курсів «Металеві конструкції», що викладаються у будівельних навчальних закладах для студен- тів спеціальностей 6.060101 «Будівництво». Крім того, навчальний посібник може використовуватись бакалаврами інших напрямів підготовки у вищих на- вчальних закладах будівельного профілю.
Потреба у даному навчальному посібнику зумовлена потребою чіткої ме- тодичної побудови подання матеріалу з розділу «Проектування та розрахунок зварних з’єднань», а також його доповненням прикладами практичних розраху- нків різних видів зварних з’єднань, що є відсутнім у більшості підручників з металевих конструкцій. Це дозволяє студентам максимально самостійно пра- цювати над вивченням такого важливого розділу металевих конструкцій, як «Проектування та розрахунок зварних з’єднань». Навчальний посібник можна рекомендувати також для широкого кола аспірантів, інженерно-технічних пра- цівників і наукових співробітників, які спеціалізуються у питаннях розрахунку, проектування та реконструкції будівель і споруд.
Передмова і розділи 1 та 2 написані кандидатом техн. наук, проф. Ю.Г. Перетятько та кандидатом техн. наук, доц. С.М. Яровим; приклади розрахунків зварних з’єднань ( розділ 3 ) виконані кандидатом техн. наук, доц. І.Ю. Перетятько.
При підготовці навчального посібника враховано багаторічний досвід ви- кладання розділу «Зварні з’єднання» в курсі «Металеві конструкції» на кафедрі металевих та дерев’яних конструкцій Харківського державного технічного уні- верситету будівництва та архітектури (ХДТУБА).
Автори висловлюють вдячність професору кафедри металевих та де- рев’яних конструкцій ХДТУБА, академіку Академії будівництва України В.В. Фурсову за зауваження і поради, висловленні при рецензуванні посібника, які були враховані при підготовці остаточного варіанту рукопису.
5
РОЗДІЛ 1. ЗАГАЛЬНА ХАРАКТЕРИСТИКА ЗВАРНИХ З’ЄДНАНЬ МЕТАЛЕВИХ КОНСТРУКЦІЙ
У будівництві використовуються такі основні види з'єднань: за допомо- гою зварювання, болтові, на заклепках.
Найпоширенішими є зварні з'єднання (близько 95 % усіх з'єднань), хоча болтові та заклепкові з'єднання відомі раніше.
Широке застосування зварних з'єднань стало можливим завдяки таким їхнім перевагам:
-висока міцність та надійність;
-практично відсутня податливість з'єднання;
-простота збірки зварних з'єднань;
-економія металу на 10-20% у порівнянні з болтовими та заклепковими з'єднаннями (через відсутність ослаблень та проміжних деталей);
-високий рівень механізації та автоматизації процесів зварювання. Водночас зварні з'єднання мають певні недоліки:
-у них виникають залишкові деформації та напруження внаслідок нерівно- мірного нагрівання та вистигання металу;
-мають місце значні концентрації напружень поблизу та безпосередньо у швах, що зумовлює зниження міцності при повторних і вібраційних нава- нтаженнях;
-у навколо шовних зонах термічно та механічно зміцнені метали відпуска- ються;
-для виконання зварного з'єднання потрібне спеціальне обладнання.
У будівництві найширше використовують електродугове зварювання.
За рівнем механізації та автоматизації процесів розрізняють такі його ви- ди: ручне, напівавтоматичне (автоматизована подача зварювальних матеріа- лів і ручне переміщення дуги вздовж шва) та автоматизоване зварювання (всі операції автоматизовано).
За способом заповнення шва металом та технологічними ознаками роз-
6
різняють:
∙зварювання електродом, що плавиться;
∙зварювання неплавким електродом (вугільним чи вольфрамовим із вве-
денням у дугу присадкового стержня для отримання необхідного об'- єму рідкого металу і заповнення шва).
Розплавлений метал ізолюється від дії атмосферного повітря шаром шла-
ку, флюсу чи струменем захисного газу.
РОЗДІЛ 2. ЗВАРНІ ШВИ
2.1. Класифікація та характеристика зварних швів
Зварні шви розрізняють за наступними ознаками:
1)за конструктивним признаком – стикові, кутові та прорізні;
2)за призначенням - робочі (розрахункові) та конструктивні (не розра- хункові);
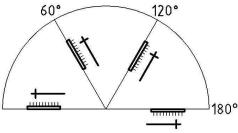
3)за положенням шва у просторі (рис. 2.1):
00
Рис. 2.1. Положення шва у просторі
00 …60 0 - нижнє положення (нижній шов) – електрод тримаємо зверху вниз;
600 …120 |
0 - вертикальне положення (вертикальні шви); |
1200 …180 |
0 - верхнє положення (верхній шов при 1800 – є стельовий, |
найбільш трудомісткий у виконанні); 4) за протяжністю (за довжиною) – неперервний, або суцільний
(рис. 2.2, а) чи - перервний (шпонковий) шов (рис. 2.2, б);
7
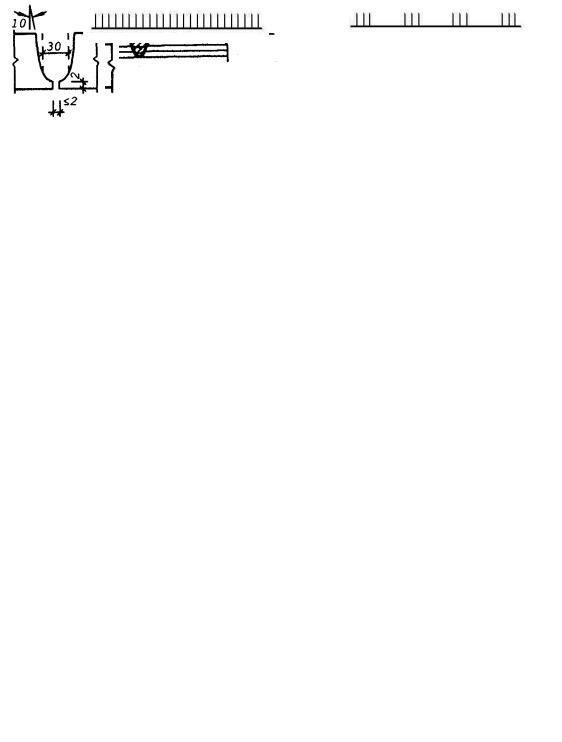
а |
б |
Рис. 2.2. Види зварних швів за протяжністю: а – заводський шов неперервний; б - заводський шов перервний або переривчастий
5)за місцем виконання шви бувають заводські та монтажні;
6)за формою шва (відноситься до стикових швів) - У- та К-подібні (рис. 2.3, в, г); V- та X - подібні (рис. 2.3, д, е);
Стиковими швами з'єднують елементи, розміщені в одній площині (рис. 2.3, 2.4). Ці шви найраціональніші, бо створюють найменші концентрації напружень (рис. 2.3, а). Їхнім недоліком є необхідність додаткової обробки гра- ней з'єднуваних елементів значної товщини для забезпечення повного провару (рис. 2.3, в-ж). Чим більша товщина елементів, які підлягають з'єднанню, тим складніший вид обробки використовують і більший кут зрізання граней. Зага-
лом рекомендовані кути найчастіше перебувають у межах α = 30...70° .
а |
б |
в |
г д е ж
Рис. 2.3. Стикові шви і обробка граней перед зварюванням:
а - стикове з'єднання і характер силових ліній; б -без обробки; в, г - односторонні У- та К-подібні; д, е - двосторонні V- та X-подібні; ж -криволінійна обробка
8

У той же час обробка кромок забезпечує повний провар, сприяє форму- ванню перерізу шва, виключає перепали та інші дефекти.
а |
б |
в |
Рис. 2.4. Однобічні та двобічні стикові шви: а - однобічний; б - однобічний з підкладкою; в – двобічний
Стикові шви виконують з одного чи з двох боків. Однобічний шов засто- совують, якщо доступ до зворотного боку шва неможливий. В цьому разі для забезпечення якості шва та запобігання витіканню розплавленого металу зі зва- рювальної ванни застосовують підкладки (рис. 2.4, б), які встановлюють стаці- онарно або пересувають відповідно до руху електрода. При зварюванні на під- кладці, що залишається, важко проварити корінь шва, тому іноді у шві виника- ють тріщини, що починаються від зазору між елементами. Таке рішення стику негативно позначається на опорі з'єднання втомленості через зміну жорсткості елементів та значну концентрацію напружень. Тому в заводських умовах для цієї мети застосовують зварювання на флюсовій подушці або спеціальні елект- роди. Наприклад, при зварюванні стиків труб з одного боку використовують електроди з целюлозним покриттям, які забезпечують надійний захист розплав- леного металу та дозволяють одержувати зварювальну ванну невеликих розмі- рів і маси при стабільному проплавленні кромок елементів. Взагалі однобічне зварювання виправдане тільки в необхідних випадках. наприклад при зварю- ванні громіздких вузлів, коли кантування виробів утруднене або неможливе. Враховуючи, що при однобічному зварюванні потрібен ще й жорсткий конт- роль якості швів, слід віддавати перевагу зварюванню з обох боків.
Кутові шви (рис. 2.5, 2.6) утворюються при наплавленні шва у куті, складеному гранями з'єднуваних елементів. За формою вони близькі до трикут- ника. Залежно від положення відносно напрямку дії зусилля кутові шви поді-
9
ляють на флангові та лобові. Шви, паралельні лінії дії зусилля, називаються фланговими (рис. 2.5, а), а перпендикулярні - лобовими (рис. 2.5, б).
Кутові шви створюють значні концентрації напружень, оскільки при пе- редачі зусилля з одного елемента на другий силові лінії дуже викривлюються
(рис. 2.5, в).
а б в Рис. 2.5. З’єднання на кутових швах: а - флангових; б - лобових;
в - переріз кутового шва і характер силових ліній
а |
б |
в |
г |
Рис. 2.6. Вигляд та розрахунковий параметр кутового шва hi у залежності від способу його зварювання: а, б, в- нормальний відповідно при ручному, механізованому та автоматичному зварюванні; г – пологий
10
Кутові шви за формою свого перерізу можуть бути опуклими (посилені напливом), нормальними (без посилення) або вгнутими. Надмірна опуклість не тільки не збільшує міцність з'єднання при статичних навантаженнях, а й різ- ко знижує опір втомленості при знакозмінних навантаженнях. Крім того, при цьому збільшуються витрати електродного металу та трудомісткість зварюван- ня. Тому кутові шви повинні бути трохи вгнутими або без посилення, а також мати повільний (пологий) перехід до основного металу.
Нормальний кутовий шов має вигляд рівнобедреного трикутника з кате- том k, посиленого напливом приблизно 0,1 мм. При ручному зварюванні або напівавтоматом при силі струму до 250 А переріз шва формується за рахунок тільки його зовнішньої частини (рис. 2.6, а). В цьому разі розрахунковий па- раметр h1 , від якого безпосередньо залежить міцність кутового шва, дорівнює
0,7k . При зварюванні напівавтоматами при струмах силою понад 250 А шов утворюється за рахунок зовнішньої частини та провару основного металу, що дозволяє збільшити параметрh 2 до 0,85k . При автоматичному зварюванні під флюсом глибина провару збільшується на h3 = k . Таке збільшення проплавлен-
ня при автоматичних режимах зварювання дозволяє зменшити катети кутових швів, що забезпечує економію наплавленого металу.
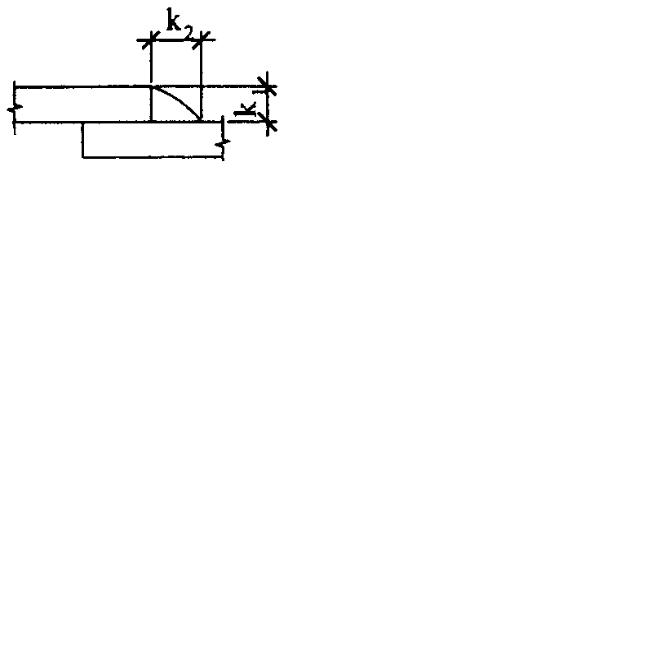
При зварюванні елементів різних товщин у разі необхідності утворення щільних з'єднань (наприклад, в листових конструкціях), а також при дії динамі- чних навантажень застосовують пологі кутові шви, відношення катетів яких приймають k1 : k 2 = 1:1,5 (рис. 2.6, г).
Прорізні шви утворюються при заповненні металом прорізів у з'єднува- них елементах (рис. 1.8). Необхідно зазначити, що виготовлення прорізів дуже трудомістке. Різновидом прорізних швів є електрозаклепки, утворені наплав- ленням металу в отвори одного зі з'єднуваних елементів (рис. 2.7).
Для виготовлення електрозаклепок використовують електроди з тугопла- вкими обмазками. Під час зварювання електрод поступово заглиблюється у ро- зплавлений метал, поки верхній елемент не буде проплавлено наскрізь.
11

Рис. 2.7. Прорізні шви
Тугоплавка обмазка електрода плавиться повільніше, ніж сталеве осердя, і захищає дугу від розплавленого металу. Після видалення електроду розплав заповнює отвір і утворює електрозаклепку.
Робочі (розрахункові) шви служать для передачі зусиль, близьких до їх- ньої несучої здатності, а конструктивні - служать лише для фіксації елементів
і не передають значних зусиль. Якість та трудомісткість вико-
нання зварних швів залежить від їх положення у просторі (рис. 2.1, 2. 8). На рис. 2.8 наглядно зображені ниж-
ні, вертикальні, стельові, горизон-
тальні на вертикальній поверхні шви та човником. Найбільш сприят- ливі умови для формування швів за- безпечуються при зварюванні в ниж- ньому положенні та човником. Такі шви можна зварювати усіма спосо- бами зварювання плавленням, в тому числі і високопродуктивними методами. Цим положенням слід надавати перевагу при виготовленні конструкцій у заводських умовах, що досягається шляхом раціонального
12