

2.4 Обезжиривание кости и очистка костного жира.
Жир из кости необходимо извлекать и только при достаточно хорошем обезжиривании кости может быть обеспечен хороший выход клея и желатина высокого качества. Все последующие процессы обработки обезжиренной кости (шрота) зависят от количества жира, оставшегося в кости. Чем меньше его остается, тем легче и полнее протекают процессы обработки, в частности получение бульонов (клеевых и желатиновых растворов), что в свою очередь позволяет получить из очищенных бульонов высококачественную продукцию. Кроме того, жир является ценным техническим продуктом для мыловарения.
Кость обезжиривают двумя методами: экстракционных и водным (в горячей воде). Наибольшее распространение в клееваренной промышленности получил экстракционный метод, который осуществляется при помощи органических растворителей (бензин или бензол).
При производстве желатина жир вытапливают из жиросодержащего сырья различными способами: мокрым (с добавлением 20—50 % воды к массе сырья) и сухим (без смешивания жира с водой).
Вытопку жира в открытых котлах периодического действия проводят в два этапа: на первом — измельченное сырье нагревают до 65—75 °С, на втором — до 80—90 0С. Высшие сорта говяжьего, свиного и бараньего жира получают при открытой крышке автоклава (температура 65—80 0С, время 1,5 ч); все виды жиров первого сорта, сборный и свиной высшего сорта — при закрытой крышке (температура 120 °С, время 3 ч).
Для вытопки жира применяют автоклавы периодического действия, агрегаты непрерывного действия и другое оборудование.
Аппарат для обезжиривания кости (рис.2) применяют в производстве желатина. В аппарат загружают предварительно измельченную до 30—40 мм кость. Она обезжиривается при температуре 90 - 95 0С. В аппарат заливают воду на 15—20 см выше уровня кости. Вода нагревается до кипения острым паром. Нагревание воды поддерживают в течение 4 - 6 ч. Жир, выделившийся на поверхность жидкости, через перфорированный карман и штуцер непрерывно самотеком сливается в резервуар для приема и обработки жира. Полученный бульон с концентрацией белковых веществ 2—3 % направляют на выработку клея.
Для обезжиривания свежих порций кости вместо свежей воды целесообразно использовать вторичные бульоны. Бульон, полученный в первом аппарате, применяют для обезжиривания новой порции кости во втором аппарате, а бульон из второго аппарата — для обезжиривания кости в третьем аппарате. При этом содержание клеевых белковых веществ повышается до 6 %, вместо трех бульонов поступает один, в результате чего в 2—2,5 раза уменьшаются затраты воды, пара и электроэнергии на одну единицу массы получаемого клея.
Окончание процесса обезжиривания характеризуется превращением выделения жира из кости, легкой отделяемостью прирезей мяса от кости. Костный бульон спускают и направляют на сгущение до 25—30 %. Обезжиренную кость после охлаждения холодной водой до 50—60 0С выгружают. Степень обезжиривания кости горячей водой составляет 50—60 %, что является недостатком этого метода. Выход жира из тазовой кости 7—9 %, лопатки и челюстной кости 2—3, ребра 5—6 %. В среднем выход жира при обезжиривании горячей водой составляет около 6 % массы кости.
В агрегате непрерывного обезжиривания кости процесс ведут при температуре 85—95 °С в течение 4—6 ч. Этот метод обезжиривания более эффективен, так как потери в результате перехода в раствор клейдающих веществ тем меньше, чем ниже температура обезжиривания. Кроме того, степень обезжиривания увеличивается в 2—2,5 раза.
Каждая секция агрегата включает в себя сосуд, представляющий собой вертикальный цилиндр с коническим дном, и шнек для выгрузки кости, смонтированный под углом 30°. В нижней части агрегата расположено два ложных днища с сетками штуцера для подачи острого пара и удаления из агрегата отработавшей воды, а в верхней части конуса — два штуцера для подачи горячей воды. В верхней точке цилиндрической части сосуда расположен гофрированный карман для удаления жира из агрегата. Агрегат снабжен крышкой с люками для осмотра, вытяжной трубой, штуцерами и воронкой для загрузки кости.
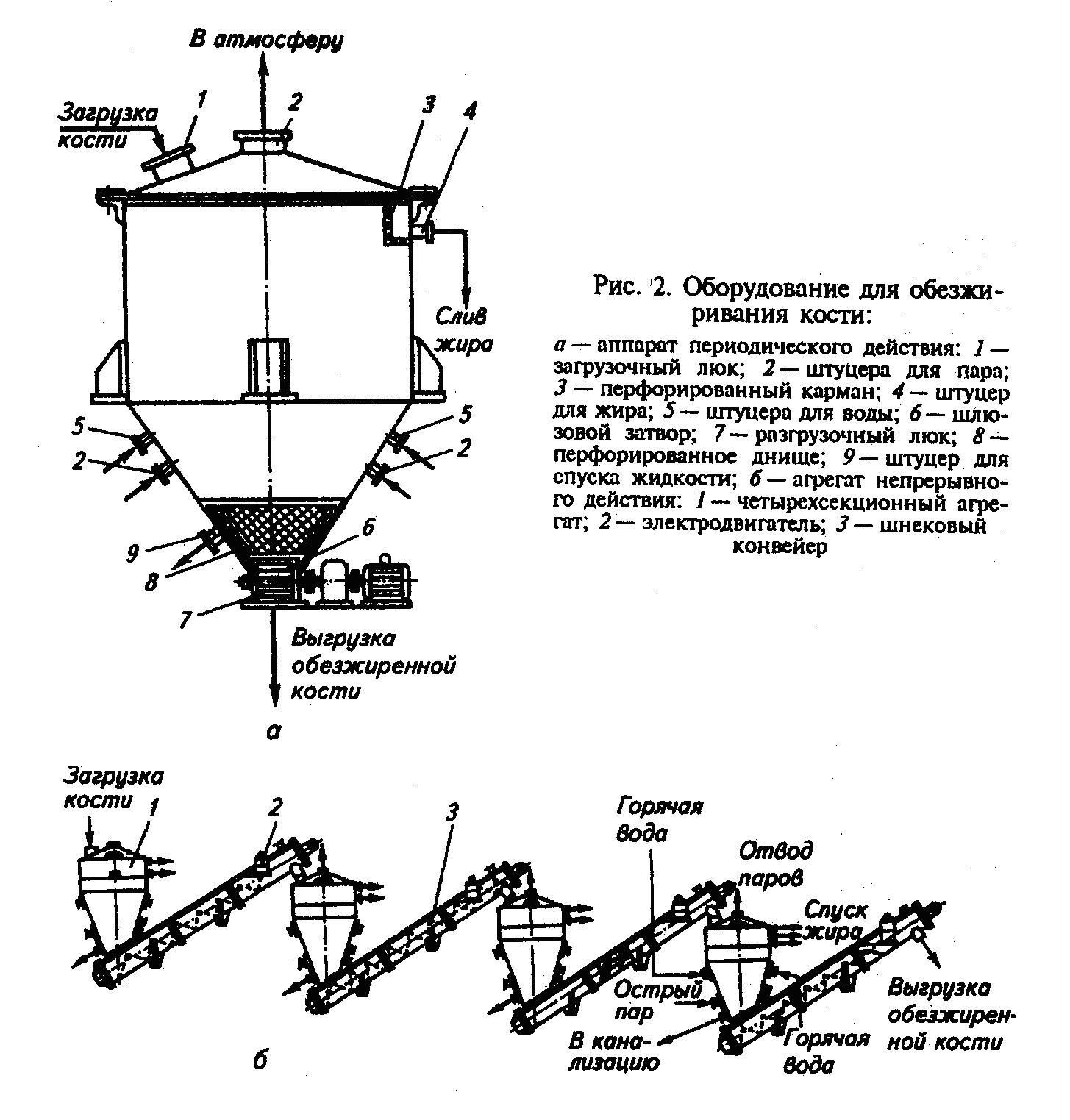
Разгрузочный штуцер шнека, (в верхней точке) и штуцер для слива жира из агрегата расположены на одной горизонтали. Поэтому агрегат и шнек работают по типу сообщающихся сосудов, что обеспечивает постоянное заполнение шнека водой, и в то же время он является гидрозатвором для агрегата. В нижней части шнека вмонтирован штуцер с сеткой для периодического удаления осадка, образующегося в процессе работы, а также для полного удаления жидкости из секции. Дифференциальный шаг винта шнека исключает перегрузку и забивание шнека костью. Шнек снабжен съемной, плотно закрывающейся крышкой, воздушником (клапаном) для сообщения с атмосферой и приводом, расположенным в верхней части шнека, имеющим три съемные шестерни — для изменения частоты вращения.
Дважды дробленная кость, попадая в первый сосуд агрегата, нагревается паром, поступающим в него через ложное дно. При этом она частично обезжиривается, а мясные прирези свариваются. В сосуде кость медленно продвигается сверху вниз. Необходимое время для ее обезжиривания в агрегате от 4 до 6 ч (по 1—1,5 ч в каждой секции).