

5.1.2. Контроль резьбы
Подсчет резьбовых калибров ГОСТ 18107-72 [10, стр. 372](табл. 2.1.3.).
Таблица 2.1.3.
|
Пробка |
ПР |
d |
- |
- |
|
Изношенная |
32 + 0,001 – 0,0055 = 31,9955 | |||
|
d2 |
- |
- | ||
|
Изношенная |
29,652 + 0,0065 – 0,0055 =29,653 | |||
|
d1 |
Наибольший |
- | ||
|
Не ограничивается |
28,045 |
Таблица 2.1.4.
|
Пробка |
НЕ |
d |
- |
- |
|
Изношенная |
29,652 + 2*0.1+ 0,0165)- 0,011 = 29,8685-
0,011
| |||
|
d2 |
Новая |
29,652– 0,006 = 29,646 | ||
|
Изношенная |
- | |||
|
d1 |
Новая |
28,045 | ||
|
Канавка Высота профиля |
F1 = 0.1 (с. 349) - |
Таблица 2.1.5.
|
Кольцо |
ПР |
D
|
Не ограничивается |
- |
|
Новое |
31,682 + 0,009 = 31,691 (с.374) | |||
|
D2 |
- |
- | ||
|
Изношенное |
29,128 + 0,014 = 29,142 | |||
|
D1 |
- |
- | ||
|
- |
27,632 |
Таблица 2.1.6.
|
Кольцо |
НЕ |
D
|
Не ограничивается |
- |
|
|
Новое |
31,682 + 0,009 = 31,691 | ||
|
D2 |
Новое |
| ||
|
|
Изношенное |
29,128 + 0,005 = =29,133 (с. 365) | ||
|
D1 |
Новое |
27,632 – 2*0,1=27,432 | ||
|
|
Канавка Высота профиля |
F1 = 0.1 - |
2.3. Расчет допусков размеров,
ВХОДЯЩИХ В РАЗМЕРНЫЕ ЦЕПИ
2.3.1. Задание
Для указанного варианта задания (см. приложение 7) в соответствии с его условием рассчитать размерную цепь.
Пример.
Решение задачи первого типа. Размерная цепь на рис. 2.3.3.
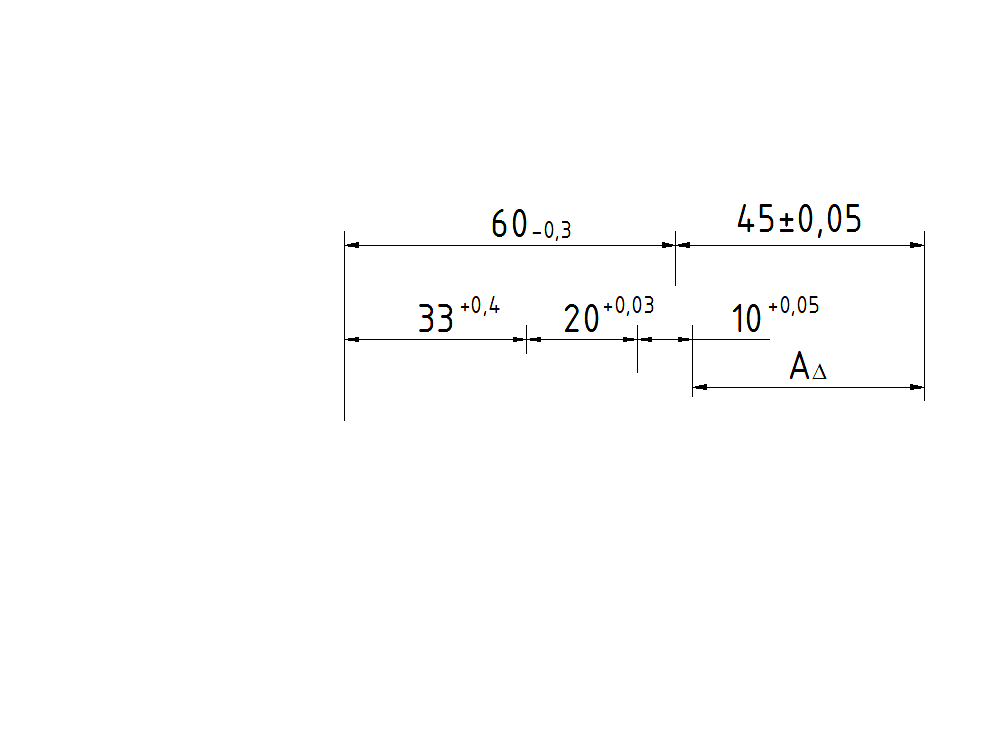
Рисунок 2.3.3. Схема размерной цепи
|
№ вари-анта |
А1 Ув. звено |
А2 Ув. звено |
А3 Ум. звено |
А4 Ум. звено |
А5 Ум. звено |
Метод решения |
|
5 |
60-0,3 |
45±0,05 |
33+0,4 |
20+ 0,03 |
10+0,05 |
Полная взаимозаменяемость |
Искомый замыкающий размер АΔ входит в размерную цепь, составленную из трех звеньев, имеющих следующие значения: А1 =60-0,3; А2= 45±0,05; А3= 33+0,4, А4=20+ 0,03, А5=10+ 0,05.
При этом размер А1 является увеличивающим звеном, а остальные – уменьшающими.
Определяем номинальное значение замыкающего звена:
АΔ
=
![]()
![]() -
-![]() (2.3.2.4.)
(2.3.2.4.)
АΔ = 60+45 – (33 +20+10) = 42 мм
Затем определяем верхнее и нижнее предельные отклонения замыкающего звена:
ES АΔ = 0+50 – (0 - 0 - 0 ) = 50 мкм
EI АΔ = - 300 - 50 – (400 + 30 + 50) = - 830 мкм
Определяем допуск замыкающего звена:
Т АΔ = ES АΔ - EI АΔ = 50 – (- 830) = 880 мкм
На основании уравнения (2.3.2.3.) производим проверку:
Т АΔ = 300+100+400+30+50 = 880 мкм
Ответ: АΔ =![]() .
.
Список использованных источников
Мягков В.Д., Палей М.А. Допуски и посадки, Справочник, 1 и 2 тома. – М.: Машиностроение, 1978. – 259 с.
Медовой И.А., Дроздова Ю.И. Исполнительные размеры калибров. Справочник, 1 и 2 тома. – М.: Машиностроение, 1980. – 721 с.
Никифоров А.Д., Бакиев Т.А. Метрология, стандартизация и сертификация. – М.: Высшая школа, 2003. – 401 с.
Никифоров А,Д. Взаимозаменяемость, стандартизация и технические измерения М Высшая школа, 2000. – 267 с.
Никифоров А.Д., Ковнюв А.Н., Назаров Ю.Ф. Процессы управления объектами машиностроения М.: Высшая школа, 2001. – 224 с.
Ганевский Г.М., Гольдин И.И. Допуски, посадки и технические изме- рения в машиностроении – М.: Издательский центр «Академия» 1999.- 258 с.
Палий М.А., Брагинский В.А. Нормы взаимозаменяемоеси в машиностроении М Машиностроение, 1997. – 199 с.
Исаев Л.К., Маклинский В.Д. Мефология и стандартизация в сертификации. М.: ИПК. Изд-во стандартов, 1996. – 403 с.
Кивикин О.П., Горбунов Н.М., Гуров А.И., Зорин Ю.В. Всеобщее управление качеством._ М.: Радио и связь, 1999. – 119 с.
Кутай А.К. Справочник по производственному контролю в машиностроении. – Л.: Машиностроение, 1974. – 259 с.