

Министерство сельского хозяйства РФ
Федеральное государственное образовательное
учреждение высшего профессионального образования
«Пермская государственная сельскохозяйственная академия
имени академика Д.Н. Прянишникова»
КАФЕДРА БЖД
Курсовая работа по дисциплине
“ Метрология, стандартизация, сертификация ”
Группа _________________________
Работу выполнил(а):______________
Руководитель : Л.В.Куслина
Пермь 2013
ЗАДАНИЕ
Листок с заданием
должен выдать
преподаватель
Содержание
Введение 4
1.Стандартизация гладких цилиндрических соединений 5
2. Калибры для контроля гладких цилиндрических деталей 8
3. Подшипники качения. Допуски и посадки подшипников качения 14
4. Допуски и посадки шпоночных и шлицевых соединений 16
5. Допуски и посадки резьбовых соединений 21
6. Расчет допусков размеров, входящих в размерные цепи 25
Список использованных источников 27
ВВЕДЕНИЕ
Дисциплина "Метрология, стандартизация и сертификация" завершает цикл общеинженерных дисциплин: технологии конструкционных материалов, сопротивления материалов, теории машин и механизмов, деталей машин. На основе системы стандартов она изучает вопросы количественной оценки качества технических изделий, обеспечения точности их геометрических и функциональных параметров, является научно-методическим фундаментом качества проектирования, производства, эксплуатации и ремонта машин, базой для изучения таких специальных дисциплин, как "Технология сельскохозяйственного машиностроения", "Надежность и ремонт машин", "Эксплуатация МТП" и др.
Цель дисциплины – дать будущим инженерам знания и практические навыки в области метрологического обеспечения использования сельскохозяйственных машин, оценки уровня качества с/х техники и продукции.
СТАНДАРТИЗАЦИЯ ГЛАДКИХ
ЦИЛИНДРИЧЕСКИХ СОЕДИНЕНИЙ
1.1. Задача 1
Для подвижного соединения Ø60 H7/h6 построить схему расположения полей допусков, указать обозначение допусков и посадок на чертежах всеми предусмотренными стандартами и способами их нанесения. Рассчитать предельные размеры деталей, зазоры (натяги) предельные, рассчитать допуски посадок.
1.1.1. Построение полей допусков и расчеты
Для номинального размера 60 мм, основного отклонения H и квалитета 7 основным отклонением является верхнее отклонение.
По ГОСТ 25346-89 в зависимости от номинального размера, буквенных обозначений основных отклонений и квалитетов деталей находим значения основного отклонения отверстия:
ES= + 30 мкм.
Для отклонения h и квалитета 6 нижнее отклонение равно соответственно:
ei= – 19 мкм.
Предельные размеры отверстия Ø60 Н7:
Dmax = D + ES = 60+ 0,030 = 60,030 мм
Dmin = D + EI = 60 + 0 = 60 мм
Предельные размеры вала Ø60 h6:
dmax = d + es = 60+0 = 60 мм
dmin = d + ei = 60–0,019 = 59,981 мм
Предельный зазор:
Smax = Dmax – dmin = 60,030 – 59,981 = 0,049 мм
Smin= Dmin – dmax = 60–60=0.
Допуск посадки – разность между наибольшим и наименьшим предельными зазорами (допуск зазора TS – в посадках с зазором) или наибольшим и наименьшим натягами (допуск натяга TN в посадках с натягом), т.е.
TS = Smax – Smin = 49–0= 49 мкм.
1.1.2. Характеристика посадки
Данная посадка относится к системе отверстия; посадка с зазором.
Cочетание отверстия Н с валом h относят к скользящей посадке, которую применяют главным образом в неподвижных соединениях при необходимости частой разборки (сменные детали), если требуется легко передвигать или поворачивать детали одну относительно другой при настройке или регулировании, для центрирования неподвижно скрепляемых деталей.
Посадку H7/h6 применяют:
а) для сменных зубчатых колес в станках;
б) в соединениях с короткими рабочими ходами, например, для хвостовиков пружинных клапанов в направляющих втулках;
в) для соединения деталей, которые должны легко передвигаться при затяжке;
г) для точного направления при возвратно-поступательных перемещениях (поршневой шток в направляющих втулках насосов высокого давления);
д) для центрирования корпусов под подшипники качения в оборудовании и различных машинах.
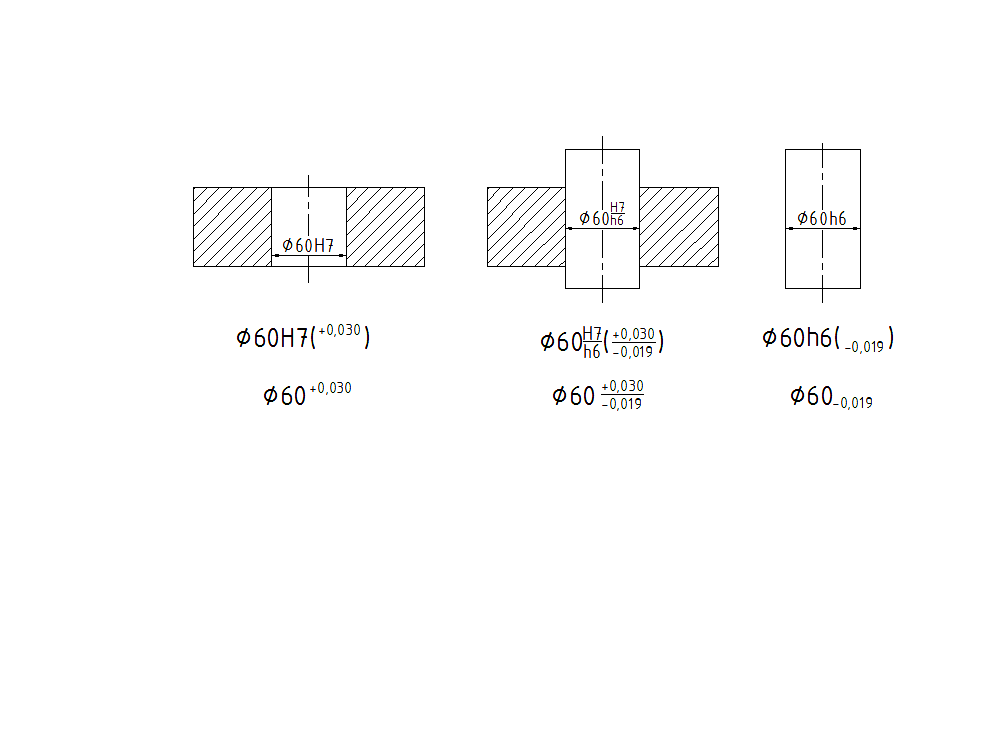
рис. 1.1.
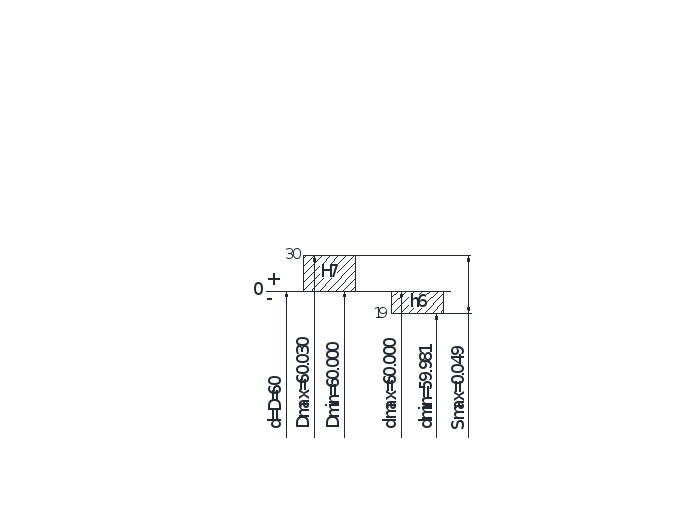
Рис. 1.1.1.
2. Калибры для контроля гладких
ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ
2.1. Задание
Рассчитать комплект гладких предельных калибров для контроля вала и отверстия. Выполнить чертежи рабочих калибров в соответствии с ЕСКД. На чертежах рабочих калибров указать исполнительные размеры, маркировку и допуски на форму калибров.
Для расчета построить схемы расположения полей допусков заданных деталей и калибров для контроля этих деталей. На схемах указать необходимые отклонения и допуски деталей и калибров, показать величину поля допуска, соответствующую средней величине износа проходного калибра, предельные размеры калибров.
Рассчитать размеры калибров для контроля деталей соединения Ø 50 Js8/h7.
Для этого:
- выполнить чертеж соединения вала со втулкой и чертежи сопрягаемых деталей (рис. 1.2.2.). Масштаб может быть произвольным. На чертежах обозначить номинальный размер, посадку, поля допусков в соответствии с вариантом задания;
- определить номинальные размеры проходных и непроходных калибров (предельные размеры отверстия и вала);
- схему полей допусков.
По ГОСТ 25346-89 в зависимости от номинального размера, буквенных обозначений основных отклонений и квалитетов деталей находим значения основных отклонений отверстия.
Для номинального размера 50 мм, основного отклонения Js и квалитета 8 верхнее и нижнее отклонения равны соответственно:
ES= + 19,5 мкм,
EI= – 19,5 мкм.
Для отклонения h и квалитета 7 нижнее отклонение равно:
ei= – 25 мкм.
Предельные размеры отверстия Ø50 Js8:
Dmax = D + ES = 50+ 0,0195 = 50,0195 мм
Dmin = D + EI = 50 – 0,0195 = 49,9805 мм
Предельные размеры вала Ø50 h7:
dmax = d + es = 50–0 = 50,000 мм
dmin = d + ei = 50–0,025 =49,975 мм
По результатам расчета строится схема расположения полей допусков деталей (Рис. 1.2.3.).
На схеме указывается обозначение полей допусков, предельные отклонения в мкм, предельные размеры деталей (в мм).
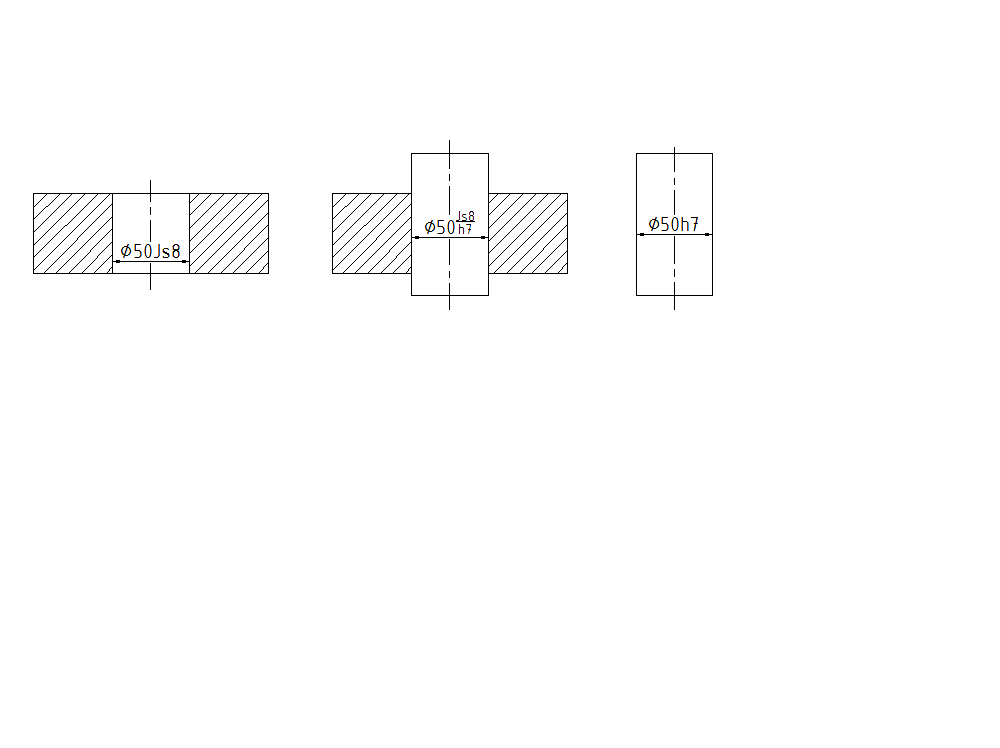

Рис. 1.2.2.
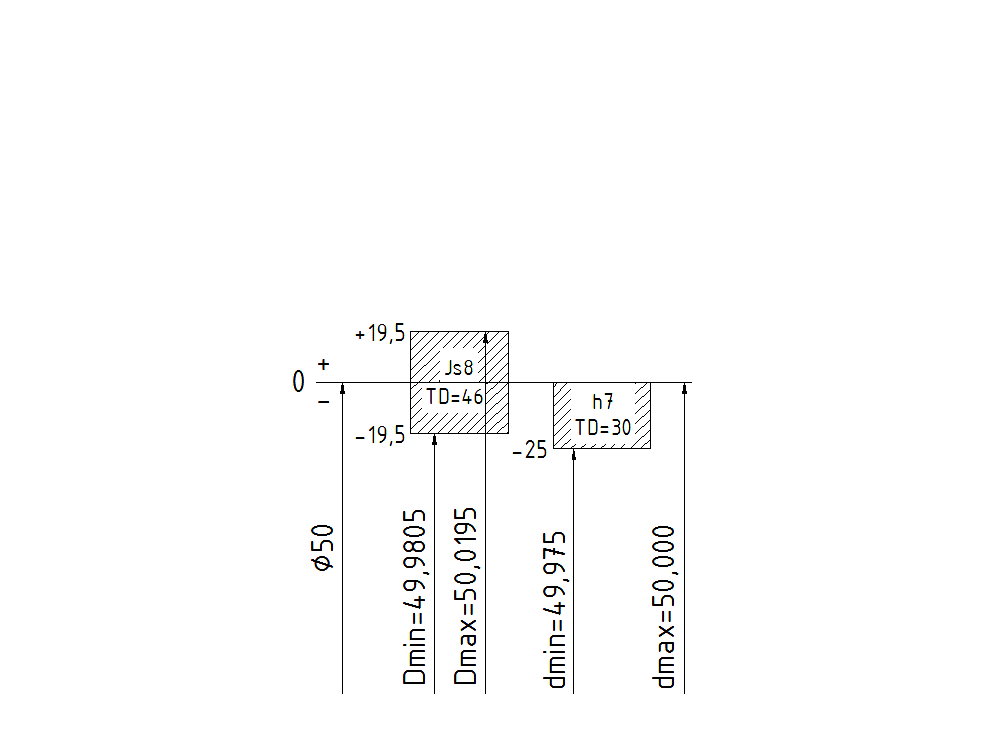
Рис. 1.2.3.
Данные для построения полей допусков калибров для проверки отверстия Ø50Js8 и вала Ø50h7 выбираются по таблице 2 ГОСТ 24851-81 в интервале диаметров 30…50 мм.