

Оглавление
Задание на курсовую работу 2
Выбор заготовки 3
Выбор металлорежущего станка 4
Выбор инструмента 6
Выбор крепёжного приспособления 6
Расчет режимов резания 7
Расчет усилий резания 14
Технологическая карта 16
Приложения таблицы 17
Список литературы 22
Задание на курсовую работу
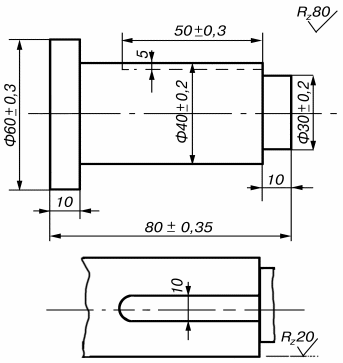
Рисунок 7
Материал детали СЧ18
Заготовка цилиндрическая отливка
Выбор заготовки
Учитывая, что наружный диаметр готовой детали может быть равен 59,7 мм, а длина ее может быть равна 79,65 мм, принимаем в качестве заготовки цилиндрическую болванку с наружным диаметром 20 мм.
Учитывая, что деталь состоит из элементов, имеющих форму тел вращение в одном из которых имеет продольный паз прямоугольного сечения, принимаем, что обработка детали осуществляется за две операции: 1- токарную и 2 фрезерную.
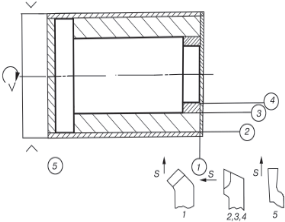
Токарную операцию, учитывая конфигурацию детали, планируем выполнить на одну установку: А.
Находим величину отношения длины детали к ее диаметру: L/D= 80/60 = 1,33. ОтношениеL/D< 4, поэтому выбираем крепление детали на токарном станке только в патроне. Выполняем установочный эскиз детали в масштабе, показывая на эскизе схему закрепления детали. Все поверхности детали, подвергаются токарной обработке, пронумеровываем в последовательности по переходам – от первого до третьей. Внизу эскиза показываем режущий инструмент с направлением подаче, номер перехода и вращение заготовки. Обрабатываемые поверхности показываем утолщенными линиями.
Фрезерную операцию планируем выполнить за одну установку при горизонтальном расположении продольной оси детали.
Выбор металлорежущего станка
Исходя из габаритных размеров детали, для выполнения токарной операции принимаем токарно-винторезный станок 1К 62, имеющий следующую техническую характеристику приложение 1:
наибольший диаметр обрабатываемой детали, мм 400;
расстояние между центрами, мм -1000;
число ступеней чистоты вращения шпинделя- 23;
чистота вращения шпинделя, об/мин – 12,5 -2000;
подача суппорта: продольная, мм/об – 0,07-4,16;
поперечная, мм/об 0,035 – 2,08;
мощность главного электродвигателя, кВт 7,5;
КПД станка – 0,75;
наибольшая сила подачи, Н – 3600.
Для определения
промежуточных значений частоты вращения
шпинделя и подач находим значение
знаменателей геометрических прогрессий
частоты вращения
 и
подач
и
подач из формул:
из формул:


где zчисло членов прогрессии (число ступеней частот вращения шпинделя или подач).
Подставляя числовые значения, находим:


Принимаем стандартизованные значения знаменателей рядов и рассчитываем частоты вращения шпинделя и величины продольных подач для диапазона наиболее часто используемого на практике и результата расчета сводим в таблицу «А».
Таблица «А»
|
Zч |
8 |
9 |
10 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
|
n, об/мин |
125 |
160 |
200 |
250 |
315 |
400 |
500 |
630 |
800 |
1000 |
1250 |
|
Zn |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
20 |
21 |
|
S, мм/об |
0,21 |
0,23 |
0,3 |
0,34 |
0,39 |
0,43 |
0,47 |
0,52 |
0,57 |
0,61 |
0,7 |
Для выполнения фрезерной операции принимаем вертикально-фрезерный станок 6М12П, имеющий следующую техническую характеристику приложение 1: рабочая поверхность стола мм – 320х1250;
число ступеней частоты вращения шпинделя – 18;
частота вращения шпинделя, об/мин – 31160;
число ступеней подач – 18;
подача стола: продольная, мм/мин – 25 -1250; поперечная, мм/мин – 15,6 – 785;
мощность главного электродвигателя кВт – 7,5;
КПД станка – 0,75;
наибольшая допустимая сила подачи Н – 15000 Н.
Для определения
промежуточных значений частоты вращения
шпинделя и подач находим значение
знаменателей геометрических прогрессий
частоты вращения
 и
подач
и
подач из
формул:
из
формул:


Где zчисло членов прогрессии (число ступеней частот вращения шпинделя или подач).
Подставляя числовые значения, находим:


Принимаем
стандартизованные значения знаменателей
рядов
 и
и и рассчитываем частоты вращения шпинделя
и величины продольных и поперечных
подач для диапазона наиболее часто
используемого на практике и результата
расчета сводим в таблицу «В».
и рассчитываем частоты вращения шпинделя
и величины продольных и поперечных
подач для диапазона наиболее часто
используемого на практике и результата
расчета сводим в таблицу «В».
Таблица «В»
|
Zч |
8 |
9 |
10 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
|
n об/мин |
125 |
160 |
200 |
250 |
315 |
400 |
500 |
630 |
800 |
1000 |
1250 |
|
Zn |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
|
Sпр мм/об |
25 |
32 |
40 |
50 |
63 |
80 |
100 |
125 |
160 |
200 |
250 |
|
Snn мм/об |
25 |
32 |
40 |
50 |
63 |
80 |
100 |
125 |
160 |
200 |
250 |