

8.ПЧ_12_Тех.процесс_по_сварке_АЛТС
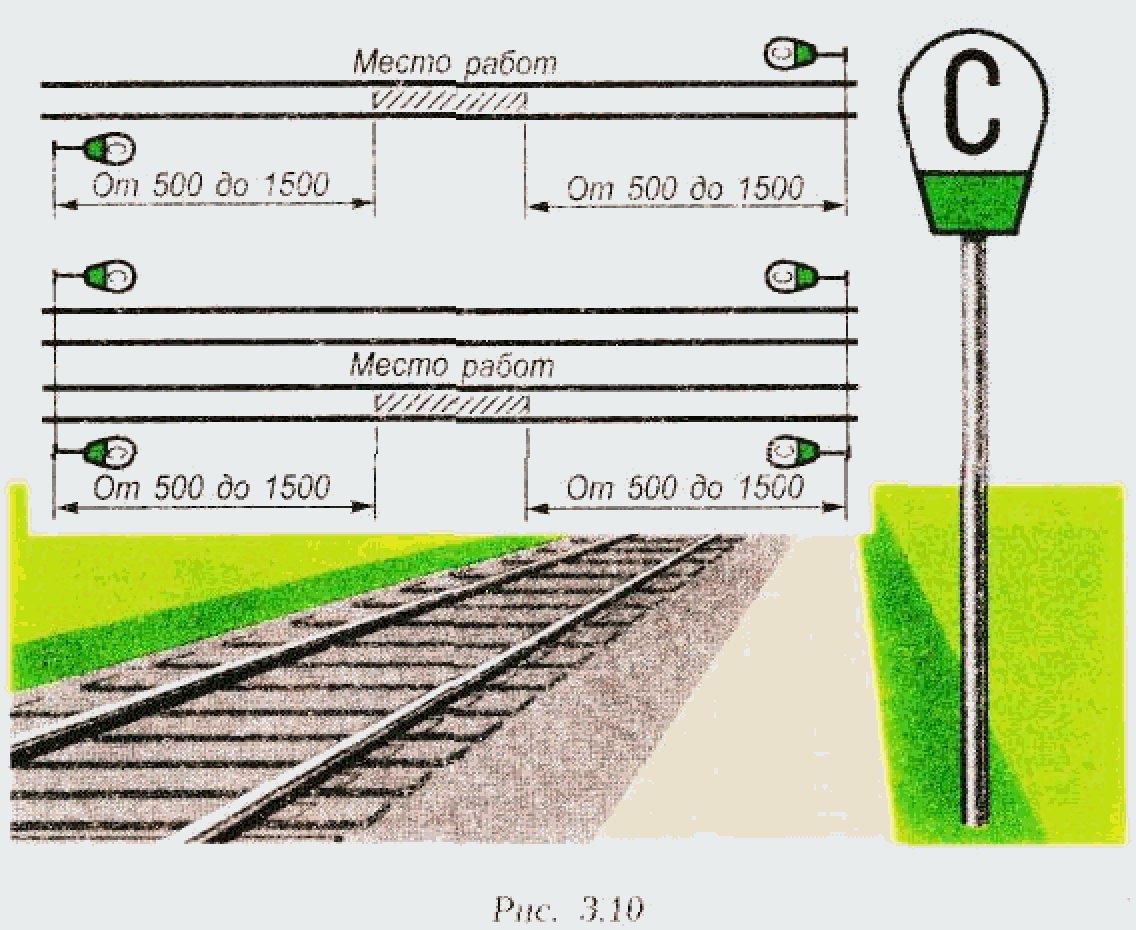
.docОпробование вертикальных и горизонтальных болтов, замена дефектных элементов ВСП (болт, гайка, гравер, шайба, аммортизационныая прокладка), дотяжку болтов можно проводить под предупреждением выданным по форме №7, ограждаясь сигналами «С»:
12
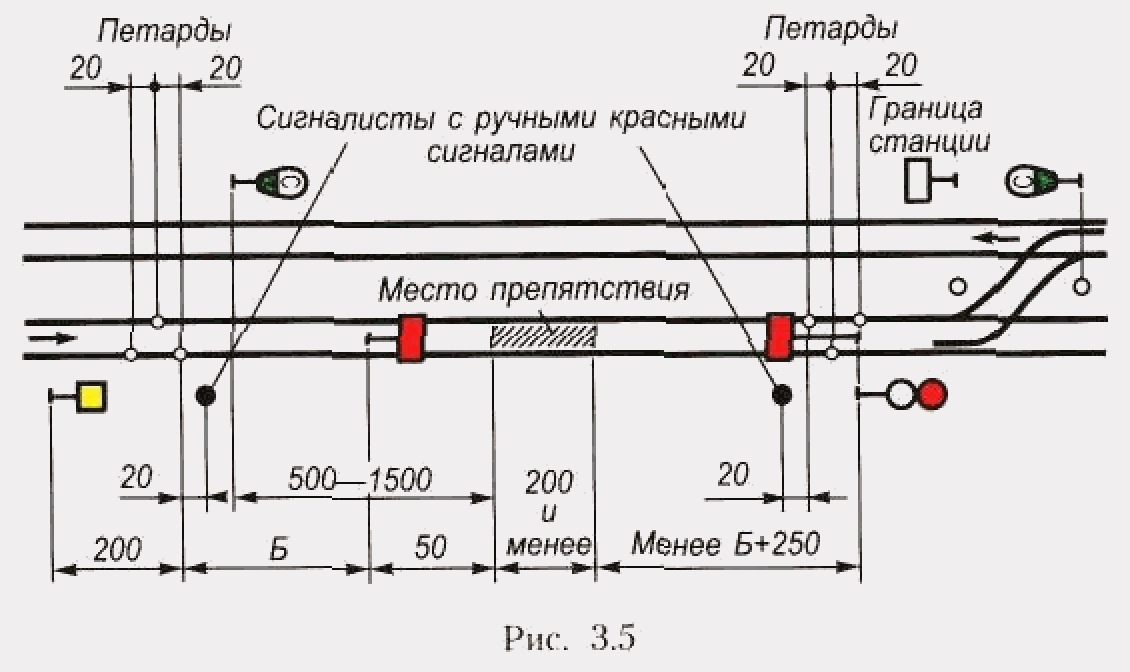
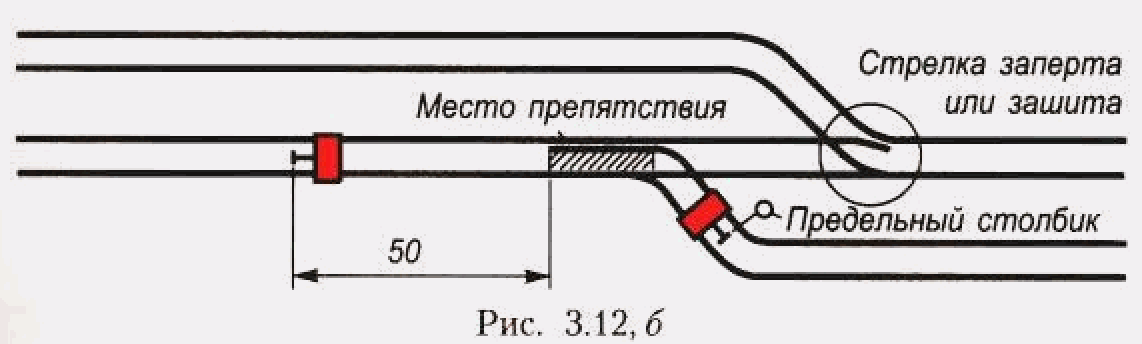
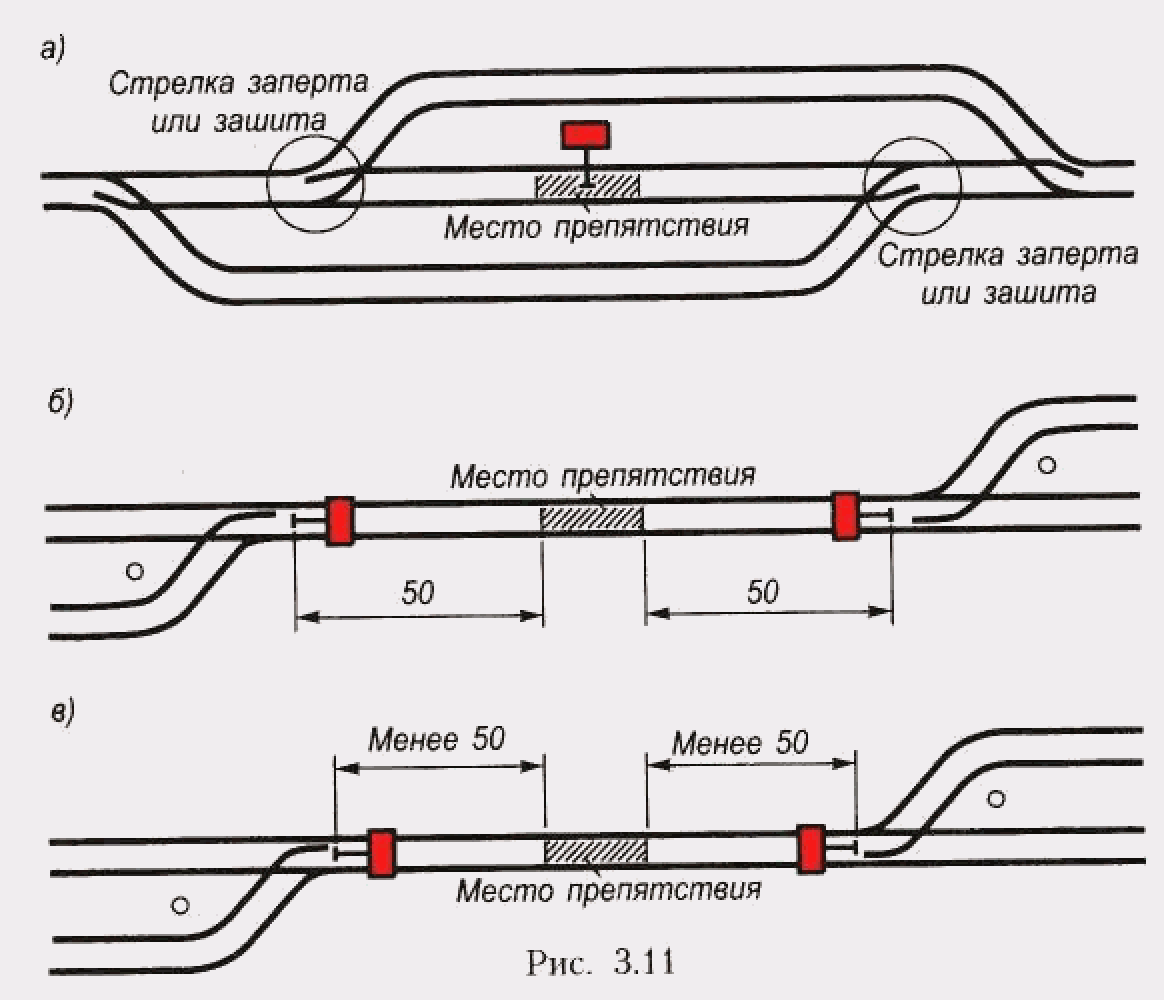
Основные работы (демонтаж подкладок, накладок, сам литейный процесс, нормализация стыка и монтаж накладок и подкладок) выполняются в «окно» с ограждением места работ сигналами остановки:

В близи станции:
На станции помимо предупреждения делается запись в журнале ДУ-46 о производстве работ и место работ ограждается сигналами остановки.
13
Помните: грамотное планирование работ- залог обеспечения безопасности движения поездов и охраны труда.
Используемая литература:
- ЦРБ 756
- ЦП 485
- технологический процесс АЛТС фирмы «СНАГА» ИТ 0921-001-59033294-2005
- ЦПТ-52
- ТУ-2000
- телеграфные указания, распоряжения, приказы ОАО РЖД
Технологическая карта разработана в Абакумовской дистанции пути:
Инженер по охране труда Батурина Н.А.
Инженер технолог Лаптева О.П.
Инженер по труду и заработной плате Негриенко Т.Н.
14