

12 Охрана труда
Для безопасной работы и обслуживания токарных и затыловочных станков каждый наладчик и токарь-затыловщик должен хорошо знать и постоянно выполнять правила безопасности и производственной санитарии. Эти правила безопасности выполняются последовательно в четыре этапа.
1. Перед началом работы необходимо:
привести в порядок свою рабочую одежду, застегнуть все пуговицы, плотно завязать обшлага рукавов, надеть головной убор, тщательно убрав под него волосы; рабочая одежда должна иметь опрятный вид, своевременно ремонтироваться, стираться, обезжириваться; проверить исправность защитных очков ил щитков (рисунок 12.1);
подготовить рабочее место, освободив его от деталей, инструментов и приспособлений лишних при данной наладке станка; осмотреть и подготовить к работе приспособления, режущий и мерительный инструмент, подготовить тару для деталей и заготовок; проверить исправность подножной деревянной решетки; проследить, чтобы пол в близи станка был чистым;

Рисунок 12.1 – Защитные средства для глаз: 1 – щиток, 2 – очки,
3 – экран
проверить наличие ограждений ременных и цепных передач, предохранительных щитков, кожухов, крышек гитар, исправность предохранительных устройств, крючков для устранения стружки; осмотреть заземляющий провод (не оборван ли?), светильник местного освещения (не должен ослеплять глаза);
проверить исправность узлов станка, натяжение ремней и цепей, работы системы смазки и охлаждения, кнопок «Пуск» и «Стоп», органов управлений, тормоза;
проверить работу станка на холостом ходу в течение нескольких минут.
Приступать к работе на станке можно в случае его полной исправности.
2. Во время наладки станка и перед его пуском в работе необходимо:
установить приспособления, кожухи коробок передач и гитар, ограждения и прочие защитные приспособления, установить режущие инструменты (все выполнять при выключенном станке):
пользоваться только исправными приспособлениями и инструментами; закреплять режущие инструменты и приспособления прочно, гайки затягивать соответствующими ключами;
при наладке подачи охлаждающей жидкости не подводить трубопровод близко к вращающимся частям станка;
не применять при наладке в качестве подставок под ноги случайные предметы (ящики и т.п.);
в затыловочных станках перед включением движения каретки проверить, не зажата ли она;
проверить правильность наладки режущих инструментов и приспособлений надо сначала визуальным осмотром, затем при повороте вручную шпинделя станка, при работе станка вхолостую и только под конец при обработке пробных заготовок;
в затыловочных станках один раз в смену доливать масло в масляный резервуар каретки для смазки пары винт – гайка;
при наладке затыловочных станков на затылование шлифованием проверить наличие ограждения привода шлифовального круга, работу пылеприемника и пылесборника;
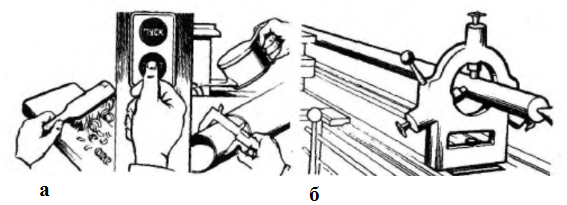
Рисунок 12.2 – а) при этих операциях станок остановить!; б) применение люнетов при обработке нежестких валов
после наладки токарных и затыловочных станков снять все вспомогательные рукоятки, вспомогательные приспособления и инструменты;
после наладки пускать станок в работу только после закрепления всех ограждений и защитных устройств.
3. Во время работы станка необходимо:
прочно закреплять обрабатываемые заготовки в патроне, центрах или на оправке; при установке и съеме заготовок массой более 20 кг пользоваться подъемными устройствами, освобождать от подвески заготовку только после ее установки и надежного закрепления;
не оставлять ключ в патроне после закрепления (или открепления) заготовки, не наращивать рукоятку ключа, не притормаживать руками выключенный, но еще вращающийся шпиндель;
удалять стружку специальными крючками или щеткой; не производить смазку, обтирку и чистку станка при обработке детали (рисунок 12.2, а);
при всякой, даже непродолжительной, остановке отключать станок (при смене режущего инструмента, измерении детали и т.д.);
во время работы закрывать зону резания защитным щитком; на станке, не оснащенном защитными устройствами, работать в защитных очках или использовать индивидуальный защитный щиток; патрон закрывать предохранительным кожухом;
при скоростном точении применять резцы со стружколомами или стружколомающими канавками;
при зачистке деталей нельзя держать абразивную шкуру в руках; отрезать прутковый материал при малом вылете из шпинделя; выступающий конец прутка из нерабочей стороны шпинделя ограждать трубчатым кожухом; нежесткие валы обрабатывать в люнетах (рисунок 12.2, б); в кулачковом патроне без поддержки центром задней бабки закреплять только короткие заготовки;
работать на режимах резания, указанных в операционных картах; перед тем как остановить станок, выключить автоматическую подачу и отвести инструмент от заготовки;
не работать в станке в перчатках или рукавицах, на забинтованные пальцы надевать резиновые напальчники; вытирать руки чистой ветошью (обтирочным материалом, который использовался для вытирания станка, можно поранить руки мелкой стружкой);
при работе с не вращающимся задним центром своевременно смазывать центровые отверстия заготовок, периодически проверять, надежно ли поджата заготовка; при частоте вращения шпинделя 150 об/мин и выше не допускать применения жесткого центра, при обработке заготовок массой выше 30 кг применять самосмазывающийся центр;
не допускать чрезмерного зажима кулачкового люнета на заготовке, своевременно заменять кулачки, периодически смазывать;
патрон с резьбовым креплением к шпинделю застопорить, предохраняя его от самоотвинчивания;
работать исправным инструментом, при установке инструмента проверять, нет ли забоин на конусных хвостовиках, сколов или выкрашиваний на режущих кромках, трещин в твердосплавных пластинах; проверить надежность механического крепления пластины; при установке резца применять минимальное число прокладок; при затачивании не подводить инструмент к торцу шлифовального круга, не допускать большого зазора между подручником и кругом, не прижимать инструмент с большим усилием к кругу, пользоваться защитным щитком или очками;
отключать станок при перерыве в подаче электроэнергии, при обнаружении утечки масла;
о любых неисправностях сообщать мастеру, дежурному слесарю, электромонтеру, до устранения неисправностей к работе не приступать;
не снимать и не открывать ограждения, защитные кожухи с электрооборудования, не открывать двери электрошкафов, не прикасаться к зажимам;
поддерживать чистоту рабочего места, не загромождать его деталями, заготовками; не класть на станок заготовки, инструменты, обтирочные материалы и изготовленные детали, не облокачиваться на станок, следить, чтобы СОЖ не попадала на подножную деревянную решетку и пол в зоне работы токаря; порядок на рабочем месте – залог безопасной работы.
4. По окончании работы необходимо:
выключить станок и отключить его от электросети, привести в порядок рабочее место, убрать стружку, протереть станок, смазать его направляющие;
аккуратно сложить на рабочем месте заготовки и детали, убрать режущий и мерительный инструмент. [14, с.184]
Требования охраны труда к конструкции станка
Станок имеет модульную структуру компоновки, все элементы сборного крепления имеют удобный наружный доступ, и процесс ремонта станка значительно упрощается. Основные узлы станка находятся за ограждением рабочей зоны, и при их обслуживании процесс обработки не будет создавать опасностей. Наиболее выступающие при работе за габарит станины внешние торцы сборочных единиц, способные травмировать ударом (перемещающиеся со скоростями более 150 мм/с), окрашиваются чередующимися под углом 45° полосами желтого и черного цветов. Станина не имеет сильно выступающих частей, и все угловые грани имеют литейные радиусы скругления. С наружной стороны кабины наносится предупреждающий знак опасности по ГОСТ 12.4.026–86 и устанавливается табличка по ГОСТ 12.4.026–86 с надписью «При включенном станке не открывать!». Дверцы имеют блокировку, автоматически отключающую станок при их открывании. На станке установлено устройство местного освещения зоны обработки с безопасным напряжением 24В и предусмотрена возможность его надежной установки и фиксации.
Требования охраны труда к органам управления станка
Органы ручного управления выполнены и расположены так, чтобы пользование ими было удобно и исключалось случайное воздействие на них. Назначение органов управления указывается находящимися рядом надписями или символами (ГОСТ 12.4.040–82). Рукоятки и другие органы управления станка снабжены надежными фиксаторами, не допускающими самопроизвольных перемещений органов управления. Станок имеет ручной вводный выключатель, размещенный в безопасном и удобном для обслуживания месте и предназначенный для подключения электрооборудования станка и отключения от сети в случаях, которые могут вызвать поломку оборудования. Кнопка «Стоп» используется для аварийного отключения и имеет выступающий грибовидный толкатель увеличенного размера, при этом вся зона обработки закрывается общим защитным устройством. [3, с.154]