

11.2 Информационный поиск Приводы главного движения и шпиндельные узлы
В качестве приводного двигателя в станках с ЧПУ обычно применяются регулируемые двигатели постоянного и переменного тока. Последние проще по конструкции и обладают большей надежностью в виду отсутствия щеточных узлов (особенно в области высоких частот вращения, которые требуются для главного движения).

Рисунок 11.1 - Варианты приводов главного движения a-ZK = 3; б-ZК = 4
Диапазон регулирования двигателя с постоянной мощностью (Rд)р ограничен величиной 3...5 (в последних моделях двигателей 6...8), что требует, как правило, применения в приводе главного движения механических устройств (коробок скоростей) и диапазоном регулирования RK и числом ступеней скорости ZK = 2,3 или 4
При
этом (особенно в широкоуниверсальных
станках) иногда закладываются
значительные перекрытия отдельных
диапазонов регулирования (Rк
< (Rд)р)
при переключении передач, что обеспечивает
полную обработку детали определенного
диаметра без переключения диапазонов
в коробке в процессе обработки.
Конструктивные схемы таких приводов
приведены на рисунке 11.1, а и б. Максимальное
передаточное отношение коробки imах,
учитывая высокие частоты вращения
двигателя, обычно равно 1. Поэтому
предельный диапазон регулирования
обычной двухваловой группы передач с
прямозубыми колесами составляет
(Rгр)пред
 =
4. Иногда для исключения влияния на
положение шпинделя тепла, выделяемого
в коробке скоростей, применяется
термическое разделение корпусов коробки
скоростей 3 и шпиндельной бабки, как это
показано на рисунке 11.2.
=
4. Иногда для исключения влияния на
положение шпинделя тепла, выделяемого
в коробке скоростей, применяется
термическое разделение корпусов коробки
скоростей 3 и шпиндельной бабки, как это
показано на рисунке 11.2.

Рисунок 11.2 - Шпиндельная бабка токарного станка
1 - механизм зажима заготовки; 2 - привод датчика через зубчатый ремень; 3 - корпус трехступенчатой коробки скоростей; 4 - запрессованная втулка; 5 - пружинная муфта для быстрой остановки шпинделя при внезапном отключении электроэнергии; 6 - трубопровод для отвода смазки
В соответствии с наметившейся тенденцией по созданию блочно-модульных конструкций в токарных станках в приводах главного движения широко применяются унифицированные коробки скоростей (редукторы), кинематические и силовые характеристики которых соответствуют применяемым регулируемым электродвигателям.
На рисунок 11.3 приводится конструкция автоматической коробки скоростей одношпиндельного токарно-револьверного автомата. Переключение скоростей, необходимое при автоматической смене инструмента при повороте револьверной головки, обеспечивается включением соответствующих бесконтактных электромагнитных муфт M1, ...,М5.

Рисунок 11.3 - Автоматическая коробка скоростей токарно-револьверного автомат
Предусмотрена также настройка скоростей сменными зубчатыми колесами ав, которые меняются вручную при полной переналадке станка на другую деталь. Вращение от входного вала / через зубчатые колеса 1, 2, 11 передается при включении муфты M1 или М2 на вал-втулку. Далее, при включении муфты М4 вращение передается на выходной вал V через понижающую передачу с колесами 12 и 3, сменные шестерни , колеса 9 и 6, либо при включении муфты Мз высокие скорости передаются через шестерни 4 и J. Для реверсирования направления вращения вала V включается муфта Ms, и вращение от вала-втулки IV передается через колеса 12 и 3, сменные шестерни а к в, колеса 8 и 7, между которыми расположена паразитная шестерня.
На рисунке 11.4. показан шпиндельный узел токарного станка с четырёхступенчатой коробкой скоростей. Скорости переключаются при перемещении колёс 1,2 или 3.

Рисунок 11.4 - Шпиндельный узел токарного станка с четырёх ступенчатой коробкой скоростей
Привод шпинделя вертикального токарного полуавтомата с ЧПУ станка осуществляется от двигателя постоянного тока. Двухступенчатый редуктор, состоящий из зубчатого блока сборной конструкции ,находящегося на шлицевом валу зубчатых колес 5 и 11, закреплённых на шпинделе 13, обеспечивает два диапазона регулирования частоты вращения шпинделя.

Рисунок 11.5 - Шпиндельная бабка вертикального токарного полуавтомата с ЧПУ
Для предотвращения вытекания жидкого масла через нижнюю опору шпинделя применены стакан 2 и щелевое уплотнение Е.
Верхняя опора шпинделя состоит из двухрядного роликового подшипника 16 с короткими цилиндрическими роликами, воспринимающего радиальную нагрузку,и упорно-радиального шарикового подшипника 17, воспринимающего осевую нагрузку .
Шпиндельная бабка станка модели 1341 имеет корпус, в котором смонтированы шпиндель с механизмом подачи и зажима прутка (рисунок 11.6). Шпиндель 5 представляет собой полый стальной вал, смонтированный в шпиндельной бабке 7 на подшипниках качения 3,4 и 8. Передний конец шпинделя имеет фланец 10 крепления патрона для установки заготовок. Гайками 11 и 12 регулируется зазор в переднем подшипнике 8. На левом конце шпинделя установлен шкив 2, который крепится гайкой 1, соединяющий шпиндель ременной передачей с коробкой скоростей. Шпиндель имеет ограждение 9. Крышка 6 защищает от загрязнения охлаждающее масло, которое сливается по патрубку 13.

Рисунок 11.6 - Шпиндельная бабка станка модели 1П326
Для обработки пруткового материала внутри шпинделя размещается механизм подачи и зажима прутка.
Механизм подачи и зажима прутка (рис. 30) работает от гидравлического привода. Пруток зажимается цангой 7, которая соединена трубой 4 с поршнем 1. Поршень под давлением масла может перемещаться в цилиндре 2. Цилиндр закреплен на шпинделе и вместе с ним вращается в неподвижной маслоподводящей втулке 3.
При подаче масла в правую полость цилиндра поршень через трубу 4 перемещает цангу влево, при этом происходит закрепление прутка. Для освобождения прутка масло подается в левую полость цилиндра, и цанга разжимается.

Рисунок 11.7 - Механизм подачи и зажима прутка на станке модели 1341
Ученые и разработчики из Комсомольска-на-Амуре представляют инновационную разработку высокоскоростной шпиндельный узел на частично пористых газостатических подшипниках для прецизионной обработки на шлифовальных станках внутренних и наружных поверхностей деталей.
Современный уровень требований к точности, быстроходности и долговечности шпиндельных узлов характеризуется следующими показателями:
• погрешность вращения — менее 0,5 мкм;
• долговечность — более 5000 часов;
• быстроходность — более 5-Ю5 мм-мин'.
Достижение таких высоких показателей при шлифовании изделий с использованием шпиндельных узлов на опорах качения осложняется сравнительно малой окружной скоростью резания, что вынуждает прибегать к сильному прижатию круга. Это приводит к изгибу оправки, искажению геометрии изделия и снижению качества шлифуемой поверхности из-за засаливания круга.
Внедрение в конструкцию шпиндельных узлов подшипников на газовой смазке позволяет повысить жесткость и массу шпинделя путем увеличения диаметра рабочих шеек при одновременном повышении окружной скорости шлифовального круга. Последнее позволяет шлифовать с большими подачами, что приводит к повышению производительности труда, улучшению качества шлифования и уменьшению чувствительности к дисбалансу оправки и круга, так как их масса заметно меньше массы шпинделя.

Рисунок 11.8 - Шпиндельный узел подшипников на газовой смазке
Помимо сказанного, многолетний опыт Экспериментального научно-исследовательского института металлорежущих станков (ЭНИМС) по эксплуатации пневмошпинделей с подшипниками на газовой смазке в условиях мелкосерийного и серийного производства позволил выявить их дополнительные преимущества по сравнению со шпинделями на опорах качения:
• большую долговечность, определяемую временем работы шпинделя при неизменном качестве шлифования;
• в 4-5 раз меньший уровень вибрации;
• применение чистого воздуха в качестве смазки исключило загрязнение окружающей среды масляным туманом.
Результатом совместной работы Комсомольского-на-Амуре государственного технического университета с ОАО «Комсомольское-на-Амуре производственное авиационное объединение им. Ю.А. Гагарина» явилось создание двух моделей высокоскоростных внутришлифовальных пневмошпинделей шлифовальных станков.
Конструкция высокоскоростного внутришлифовального шпинделя к шлифовальному станку мод. ЗА228 показана на рисунке выше.
Газовыми опорами шпинделя служат: двухсторонний упорный подшипник с микролабиринтами и два радиальных подшипника с частично пористой стенкой вкладыша. Каждый радиальный подшипник имеет два ряда пористых вставок диаметром 4 мм, расположенных равномерно по окружности. Материал вставок — пористая бронза, изготовленная методом порошковой металлургии. При диаметре шпинделя 30 мм относительная длина подшипников равна 1,2. Относительное расстояние пористых вставок от торцов подшипника — 0,26. Средний радиальный зазор с=17 мкм. Вкладыш подшипников изготовлен из бронзы Бр010, а шпиндель — из стали 3X1 3. После токарной обработки шпиндель закаливался до твердости HRC 60-62 с охлаждением ниже 70 °С между промежуточными отпусками. Такая термообработка стабилизирует структуру металла и тем самым предотвращает в дальнейшем поводку шпинделя. После окончательной обработки поверхности шпинделя отклонения от формы (конусность, овальность, бочковатость и т.д.) не превосходили 10 мкм.
Шпиндельная бабка автомата продольного точения включает в себя шпиндель, установленный в опорах (подшипниках качения и скольжения), механизм зажима прутка и приводной шкив ременной передачи. Шпиндельная бабка вместе с зажатым прутком может иметь или не иметь рабочей подачи в зависимости от формы обрабатываемой поверхности. Шпиндельные бабки автоматов продольного точения перемещаются в направлениях станины от рычага, связанного с кулачком распределительного вала. Исключение составляет шпиндельная бабка автомата мод. 1125, у которого корпус шпиндельной бабки прочно закреплен на станине, а подачу имеет пиноль шпинделя с зажатым прутком. Шпиндельные бабки автоматов продольного точения (кроме мод. 1125) отличаются только конструктивными параметрами.
В шпиндельной бабке токарно-револьверного автомата расположены пустотелый шпиндель, установленный на двух опорах качения, приводной шкив клиноременной передачи и механизм подачи и зажима прутка. Подача прутка осуществляется перемещением трубы с подающей цангой, после чего зажимная цанга зажимает его.
Примеры шпиндельных узла и механизма зажима и подачи приведены на рисунках 2.9 и 2.10.
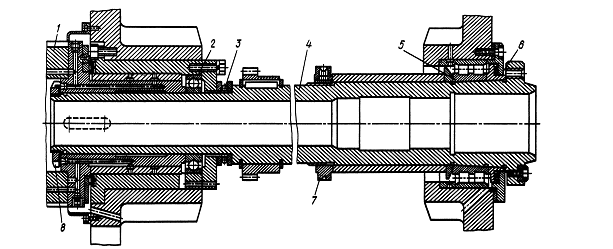
Рисунок 11.9 - Шпиндельного узла станка 1г340
В шпиндельном блоке многошпиндельного пруткового автомата может быть установлено четыре, шесть или восемь шпинделей. Конструкция всех шпинделей одинакова. Передние опоры шпинделей состоят из роликовых подшипников качения, а задние — из радиально-упорных шарикоподшипников. Осевые силы воспринимаются упорным шарикоподшипником. Шпиндельный узел включает в себя механизмы подачи и зажима прутка, состоящие из подающих и зажимных труб и цанг. Подача и зажим прутка производятся на одной, а иногда на двух позициях. В центральное отверстие шпиндельного блока запрессована круглая полая направляющая продольного суппорта.

Рисунок 11.10 - Механизм подачи и зажима прутка на станке мод.1г340
В качестве опор шпинделей применяют подшипники скольжения и качения.
Конструктивная схема регулируемых коническую форму, приведена на рисунке 11.11.

Рисунок 11.11 – Регулируемые подшипники скольжения
а – с цилиндрической шейкой шпинделя: 1 – корпус, 2 – разрезная втулка, 3 – шейка шпинделя;
б – с конической шейкой шпинделя: 1 – цельная втулка; 2 – шпиндель.
В опорах скольжения шпинделей используют смазочный материал в виде жидкости (гидростатические и гидродинамические) или газа (аэродинамические и аэростатические) подшипников скольжения, выполняемых в виде бронзовых втулок-вкладышей, одна из поверхностей которых имеет.
Гидродинамические подшипники выполняются одно- и многоклиновыми. Одноклиновые наиболее просты по конструкции (втулка), но не обеспечивают стабильного положения шпинделя при больших скоростях скольжения и малых нагрузках. Этот недостаток отсутствует в многоклиновых подшипниках, имеющих несколько несущих масляных слоев, охватывающих шейку шенделя равномерно со всех сторон (рисунок 11.11).
Гидростатические подшипники - подшипники скольжения, в которых масляный слой между трущимися поверхностями создается путем подвода к ним масла под давлением от насоса, - обеспечивают высокую точность положения оси шпинделя при вращении, имеют большую жесткость и обеспечивают режим жидкостного трения при малых скоростях скольжения

Подшипники качения в качестве опор шпинделей широко применяют в ланках разных типов. В связи с повышенными требованиями к точности вращения шпинделей в их опорах применяют подшипники высоких классов точности, устанавливаемые с предварительным натягом, который позволяет устранить вредное влияние зазоров. Натяг в радиально-упорных шариковых и конических роликовых подшипниках создается при их парной установке благодаря осевому смещению внутренних колец относительно наружных.
Это смещение осуществляется с помощью специальных элементов конструкций шпиндельного узла — проставочных колец определенного размера; пружин, обеспечивающих постоянство силы предварительного натяга; резьбовых соединений. В роликоподшипниках с цилиндрическими роликами предварительный натяг создается за счет деформирования внутреннего кольца 6 (рисунок 11.12) при затяжке его на коническую шейку шпинделя 8 с помощью втулки 5, перемещаемой гайками L Подшипники шпиндельных опор надежно защищены от загрязнения и вытекания смазочного материала манжетными и лабиринтными уплотнениями 7.