

4. Подготовка деталей к сварке
4.1. На всех поступающих на монтажную площадку блоках, трубах и деталях до начала сборки мастером (или другим ответственным лицом) должно быть проверено наличие клейм, маркировки, а также сертификатов завода-изготовителя, подтверждающих соответствие блоков, труб и деталей их назначению. При отсутствии клейм, маркировки или сертификатов блоки, трубы и детали к дальнейшей обработке не допускаются.
4.2. При подготовке стыковых соединений труб для сварки необходимо проверить их соответствие чертежам и требованиям НТД. Отклонение плоскости реза от угольника размер "е" ниже на рисунке 1 должно быть не выше значений приведенных в таблице 3(по ОСТ 24.125.60-89 и ОСТ 108.030.40-79):
Таблица 3 – Отклонения плоскости реза
|
#G0Бесшовные трубы | |||||
|
Номинальный наружный диаметр трубы, штуцера или патрубка, мм |
До 76 включительно |
77-133 |
134-245 |
246-325 |
326-500 |
|
Допускаемый перекос плоскости "е", мм
|
0,5
|
1,0
|
2,0
|
2,5
|
3,0
|
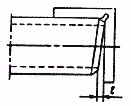
Рисунок 1- Схема проверки перпендикулярности торцов труб
Следует также проверить:
- соответствие формы, размеров и качества подготовки кромок (в том числе расточки под заданный внутренний диаметр, разделки для угловых и тавровых соединений) предъявляемым требованиям (обработку фасок под сварку и размеры кромок проверяют специальными шаблонами);
- качество зачистки наружной и внутренней поверхностей концов труб (патрубков, штуцеров), а также их поверхностей в местах угловых и тавровых соединений;
- правильность выполнения переходов от одного сечения к другому (на концах труб, патрубков и штуцеров, подлежащих сварке с элементами других типоразмеров);
- соответствие минимальной фактической толщины стенки подготовленных под сварку концов труб (патрубков, деталей, штуцеров) установленным допускам (после расточки под подкладное кольцо или под заданный внутренний диаметр, зачистки наружной и внутренней поверхностей и после калибровки).
4.3.
При обработке концов труб длина
цилиндрической расточки
![]() под подкладное кольцо должна соответствовать
размерам, приведенным в таблице 4.
под подкладное кольцо должна соответствовать
размерам, приведенным в таблице 4.
Таблица 4 – Размеры цилиндрической расточки
|
#G0
|
|
До 5
|
|
Свыше 5 до 25 включительно
|
|
Свыше 25
|
|
|
|
40 |
|
50
|
|
1,6
|
Переход от проточенного участка к необработанной поверхности трубы должен быть плавным с углом выхода резца.
4.4. Обработку кромок труб под сварку следует производить механическим способом (резцом, фрезой или абразивным кругом) с помощью труборезного станка либо шлифмашинки. Шероховатость поверхности кромок труб, подготовленных для сварки, не должна превышать норм, приведенных ниже на рисунке 2.
Концы труб из углеродистых и низколегированных сталей разрешается обрабатывать кислородной, плазменно-дуговой или воздушно-дуговой резкой с последующей зачисткой кромок режущим или абразивным инструментом до удаления следов огневой резки. Подготовленные к сборке кромки должны быть без вырывов, заусенцев, резких переходов и острых углов.
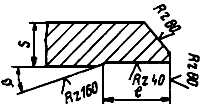
Рисунок 2 – Конструктивные размеры кромки трубы, обработанной под подкладное кольцо
При резке труб наружным диаметром более 76 мм на оставшейся ее части (которая в данный момент не идет в работу) должна быть сохранена маркировка завода-изготовителя или нанесены вновь несмываемой краской марка стали, номер плавки и размер трубы.
4.6 При разности внутренних диаметров стыкуемых труб превышающей допустимую, обеспечить плавный переход одним из следующих способов.
а) раздача (без нагрева или с нагревом) конца трубы с меньшим внутренним диаметром;
б) механическая обработка (расточка) по внутренней поверхности конца трубы с меньшим внутренним диаметром;
в) наплавка на внутреннюю поверхность трубы, имеющей больший внутренний диаметр, слоя металла с последующей его обработкой резцом или абразивным камнем с плавным переходом к поверхности трубы.
г) приварка впритык к элементу (трубе, патрубку, тройнику, арматуре) с меньшим внутренним диаметром кольца шириной l =18-20 мм и наружным диаметром, равным внутреннему диаметру другого стыкуемого элемента.
4.5 При соосной стыковке труб с различными наружными диаметрами размер h должен составлять для труб из углеродистой и низколегированной стали - 30% толщины более тонкой трубы, но не более 5 мм;

Рисунок 3 – Обработка концов труб при стыковке элементов, имеющих разные наружные диаметры (α=15±1°)
В этом случае переход от одной детали к другой со стороны раскрытия шва должен быть обеспечен за счет наклонного расположения поверхности шва.
Когда смещение (несовпадение) стыкуемых труб по наружной поверхности из-за разности наружных диаметров превышает указанное, конец трубы с большим наружным диаметром должен быть обработан механическим способом (обточкой).
4.6 Вмятины на концах труб следует исправлять с помощью домкратов или других разжимных устройств при условии, что глубина вмятины не превышает 3,5% наружного диаметра трубы, а толщина стенки для труб из углеродистых и низколегированных сталей не более 20. Вмятины на трубах из углеродистых и низколегированных сталей допускается исправлять вхолодную или с нагревом. Концы труб с вмятинами глубиной более 3,5 % Дн, а также с забоинами и задирами глубиной более 5 мм следует обрезать или исправлять путем наплавки.
4.7 В монтажных и ремонтных условиях допускается исправлять гибы путем подгибки или отгибки, если:
на трубах наружным диаметром не более 108 мм из углеродистых и низколегированных конструкционных сталей угол подгибки или отгибки не превышает 15°;
на трубах наружным диаметром более 108 мм угол подгибки или отгибки не превышает 10° и 5° соответственно.
Трубы из низколегированных конструкционных и углеродистых сталей можно подгибать в холодном состоянии при толщине стенки до 20 мм.