

ТК крестообразное
.docКарта технологического процесса сварки
Тип соединения – РД- К3-Рр
Характеристика процесса
Таблица 1
|
№ п/п |
Наименование |
Обозначение (показатели) |
|
1 |
Нормативный документ |
РТМ 393-94, |
|
2 |
Способ сварки |
РД |
|
3 |
Основной материал (марки) |
A-I - С235 А-II - С295 Ас- III - С390 |
|
4 |
Основной материал (группа) |
М01 |
|
5 |
Сварочные материалы |
Электроды типа Э42А (УОНИ 13/45), Э50А (УОНИ 13/55 ) |
|
6 |
Толщина свариваемых деталей |
- |
|
7 |
Диаметр деталей в зоне сварки |
Свыше 20 до 40 мм |
|
8 |
Тип шва |
УШ |
|
9 |
Тип соединения |
К3-Рр |
|
10 |
Вид шва соединения |
- |
|
11 |
Форма подготовки кромок |
- |
|
12 |
Положение при сварке |
Вертикальное |
|
13 |
Вид покрытия электродов |
Б |
|
14 |
Режимы подогрева |
- |
|
15 |
Режимы термообработки |
- |
|
16 |
Дополнительные параметры |
- |
Таблица 2
|
Конструкция соединения |
|
|
|
|
|
До сварки |
После сварки |
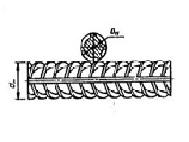
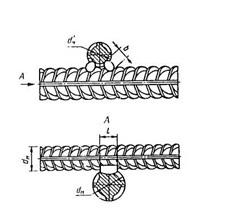
Таблица 3
|
Размеры в мм |
|||||
|
Обозначение типа соединения, способа сварки |
Класс арматуры |
Марка стали |
dн, d'н |
l |
b |
|
К3-Рр |
А-I |
- |
10-40 |
0,5 d'н, но не менее 8 |
0,3 d'н, но не менее 6 |
|
А-II |
Ст5пс |
10-18 |
|||
|
Ст5сп |
10-28 |
||||
|
10ГТ |
10-32 |
||||
|
A-III |
25Г2С |
10-28 |
|||
Таблица 4-Параметры режимов сварки
|
Диаметр стыкуемых стержней (dн), мм |
Диаметр электрода (dэ), мм |
Сварочный ток (Iсв), A |
|
10-20 22-28 32-40 |
4-5 5 5-6 |
150-175 200-225 225-275 |
Способ подготовки кромок: свариваемые кромки и прилегающие к ним зоны металла шириной не менее 20 мм перед сборкой должны быть очищены от ржавчины, грязи, масла, влаги.
Способ сборки: в кондукторе
Требования к сборке: изделия с крестообразными соединениями, выполняемыми дуговой сваркой (прихватками), следует собирать в кондукторах, применяя электроды диаметром 4-5 мм, обеспечивая прижатие пересекающихся стержней таким, чтобы отсутствовали зазоры между ними. Выполнение дуговых прихваток должно производиться "короткой дугой" (сопровождаться "сухим" характерным потрескиванием) с незначительным перемещением электрода вдоль места соприкосновения стержней арматуры и заканчиваться постепенным уменьшением длины дуги, без образования кратера - источника возникновения кристаллизационных трещин.
Сварочное оборудование: инвертор ARC 205B.
Технологические требования к сварке: Электрод следует располагать под углом α ≈ 30-40° к горизонтальной плоскости, направляя его торец в угол, образованный пересекающимися стержнями, перемещая торец электрода на величину l = 0,5d'н , но не менее 8 мм. Такие швы накладываются с двух сторон стержня меньшего диаметра арматуры.
Если по техническим условиям производства арматурное изделие собирается, а затем сваривается в вертикальном положении, сварку следует выполнять со стороны рабочей арматуры, т.е. со стороны арматуры большего диаметра. В этом случае оба шва выполняются в вертикальной плоскости справа и слева от рабочей арматуры. Швы накладываются снизу вверх, кратеры тщательно завариваются. В том случае, если выполнить сварку оказывается невозможным, швы наплавляются со стороны меньшего стержня, но при этом нижний шов приходится наплавлять в потолочном положении. Сварка таких соединений требует высокой квалификации работающих.
Требования к подогреву и ТО:
Требования к контролю качества сварного соединения: перед сваркой контролировать: конструктивные элементы подготовки кромок, чистоту кромок и прилегающую к ним поверхностей деталей, зазор и смещение кромок, качество, количество, размер и расположение прихваток. В процессе сварки контролю подлежат: температура деталей и окружающего воздуха, порядок сварки соединения, режим сварки, толщина и ширина валика шва, технологические параметры процесса сварки. После сварки контролю подлежат: клеймение, размеры выполненного шва и качество сварного соединения.
Контроль сварных соединений
Таблица 5
|
Вид контроля |
Объем контроля |
|
Визуальный измерительный контроль |
100% |
|
Испытание на срез и разупрочнение |
3 образца, ГОСТ 10922-90 |
|
|
|
|
Утвердил |
|
Директор Хайдарова А.А. |
|
|
подп./дата |
|
|
Проверил |
|
Гл. инженер
|
|
|
подп./дата |
|
|
Разработал |
|
Гл. сварщик Силантьев С.А. |
|
|
подп./дата |
|