

Лабораторный практикум_Станки
.pdfМИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования
«Тамбовский государственный технический университет» (ФГБОУ ВПО «ТГТУ»)
ЛАБОРАТОРНЫЙ ПРАКТИКУМ
учебной дисциплины
Металлорежущие станки
(наименование дисциплины в соответствии с утвержденным учебным планом подготовки)
Для студентов, обучающихся по специальности:
151001.65 «Технология машиностроения»
(шифр и наименование образовательной программы)
Специализация:
(наименование специализации)
Форма обучения:
Очная
Составитель:
кафедра «Технология машиностроения, металлорежущие станки и инструменты»
(наименование кафедры)
асс. Колодин Андрей Николаевич
(должность, фамилия, имя, отчество составителя программы)
Тамбов 2012
|
Перечень лабораторных работ: |
||
|
|
|
|
Номер |
|
|
|
недели |
|
|
|
в |
Номер раздела и темы |
Тема лабораторной работы |
|
графике |
дисциплины |
||
|
|||
учебного |
|
|
|
процесса |
|
|
|
|
|
|
|
1 |
2 |
3 |
|
|
|
|
|
2, 4 |
Тема 6 |
Устройство, наладка и настройка зубодолбежного станка модели 5В12. |
|
6, 8 |
Тема 8 |
Устройство, наладка и настройка зубострогального станка модели 5236П |
|
|
|
для нарезания конических прямозубых колес. |
|
10, 12 |
Тема 7 |
Наладка и настройка зубофрезерного станка модели 5К310 для |
|
|
|
нарезания цилиндрических зубчатых колес. |
|
14, 16 |
Тема 7 |
Наладка и настройка зубофрезерного станка модели 5К310 для |
|
|
|
нарезания червячных колес. |
|
17 |
Подготовка отчета по |
Защита лабораторных работ |
|
|
лабораторным работам |
|
|
Лабораторная работа №1.
Цель работы: изучение конструкции станка, основных узлов,
кинематической схемы и технологических, возможностей станка. Приобретение практических навыков при настройке станка.
Задание. Настроить зубодолбежный станок на нарезание цилиндрического прямозубого колеса с параметрами согласно варианту задания.
Порядок выполнения работы
1. Ознакомиться с назначением станка, кинематической схемой,
компоновкой основных узлов и управлением, пользуясь руководством к станку и станком в натуре, вычислить данные варианта задания.
2.Настроить цепь главного движения.
3.Подобрать сменные зубчатые колеса на гитары обката круговой подачи.
4.Настроить цепь радиальной подачи.
5.Установить длину хода долбяка.
6.Установить место хода долбяка относительно заготовки.
7.Установить долбяка на глубину врезания.
8.После проверки преподавателем или лаборанток правильности установки долбяка, заготовки и сменных зубчатых колес произвести нарезание зубьев на заготовке.
9.Проверить усвоение материала по контрольным вопросам, указанным в конце руководства.
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
Назначение и принцип работы станка
Станок предназначен для нарезания цилиндрических зубчатых колес наружного и внутреннего зацепления с прямым и винтовым зубом .Для нарезания косых зубьев применяются специальные правке или левые винтовые
направляющие. Шаг винтовых направляющих зубьев долбяка должен соответствовать параметрам нарезаемого колеса.
На станке можно нарезать блоки зубчатых колес с малыми расстояниями между колесами, чего невозможно сделать на зубофрезерных станках.
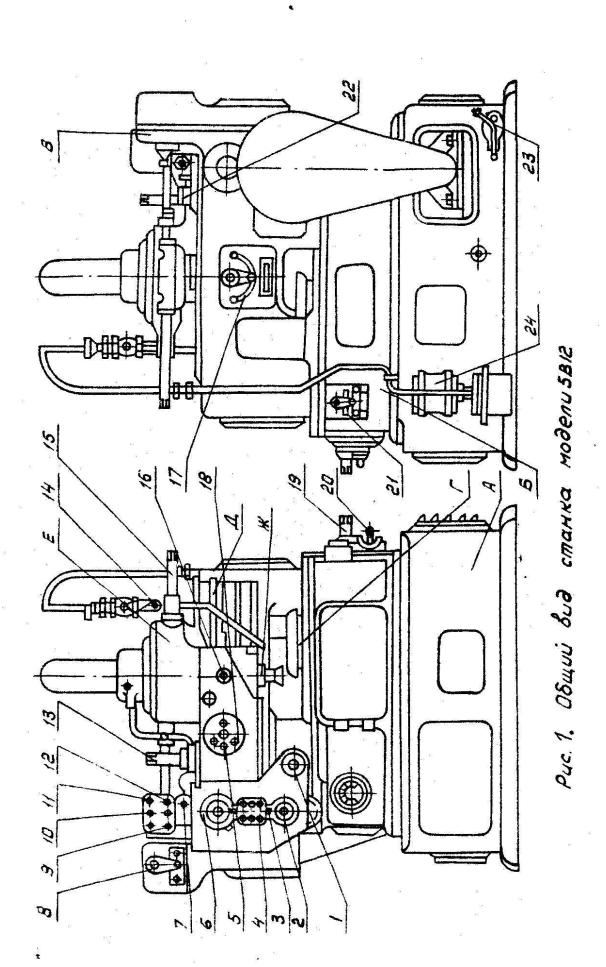
Общий вид станка приведен на рис I.
Техническая характеристика станка Наименьший и наибольшие модули нарезаемых зубчатых колес, мм ………….1-4
Наименьший и наибольший наружные диаметры нарезаемых зубчатых колес с прямыми зубьями, мм …………………………………………………………...12-208
Наибольшая ширина обработки зубчатых колес наружного зацепления ………...50
Наибольший отход стола при обратном ходе долбяка, мм …………………………5
Наибольшее продольное перемещение каретки штосселя, мм …………………..250
Наибольший ход штосселя (долбяка), мм …………………………………………..55
Число двойных ходов штосселя в минуту ………………………….200,315,425, 600
Круговые подачи долбяка за один двойной ход (при диаметре делительной окружности долбяка,75 мм), мм/дв.ход ………………………………………0,1-0,46
Габарит станка (ширина х длина х высота) ………………………….1320x940x1820
Вес станка, кг ………………………………………………………………………1850
Структурная схема станка
Для нарезания на станке прямозубого цилиндрического колеса зуборезным долбяком необходимо два исполнительных движения формообразования: -
простое, возвратно-поступательное (рис. 2), которое совершает долбяк, служащее для образования форм зуба по длине методом следа, и сложное – Фs В2,В3 ,
состоящее из двух взаимосогласованных вращательных движений долбяка (В2),
заготовки (В3), предназначенное для образования формы зуба по профилю методом обката.
Кроме движений формообразования, необходимо исполнительное движение врезания ВαП4, для постепенного сближения долбяка и заготовки до тех пор,
пока зуб долбяка не будет внедрен в заготовку на полную глубину впадин.
Для предохранения инструмента от износа, а обработанную поверхность от
повреждений., предусматривается вспомогательное, возвратно-поступательное
движение стола с заготовкой ВαП5.
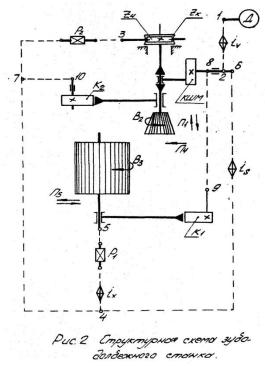
Каждое исполнительное движение создается соответствующей кинематической группой. Зубодолбёжный станок мод.5В12 состоит из двух кинематических групп формообразования; группы радиального врезания и группы отвода заготовки.
Движение скорости резания Ф(П4) - простое с незамкнутой траекторией,
поэтому кинематическая группа для создания этого движения - простая, в которой внутренняя кинематическая связь состоит из поступательной пары. Внешняя связь с органом настроит is - пунктирный отрезок 1-2-8 на схеме идет от источника через кривошипно-шатунный механизм КШМ, сообщая шпинделю возвратно-поступательное движение.
Движение подачи или обката Фs (В2, В3) - сложное, двухэлементарное,
поэтому кинематическая группа для создания этого движения - сложная, в
которой внутренняя кинематическая связь с органом настройки представлена пунктирным отрезком 3-7-4-5.
Внешняя кинематическая связь с органом настройки состоит из кинематической цепи между двигателем А и звеном соединения 4 - на схеме пунктирный отрезок 1-2-6-4.
Как видно из рис.2 , во второй кинематической группе предусмотрено два механизма реверса Р1 и Р2 . Механизм реверса Р1и Р2 предназначен для
изменения направления движения обката (с целью более равномерного изнашивания обеих режущих кромок каждого зуба долбяка), а механизм реверса Р2для изменения направления вращения заготовки в случае нарезания на станке колес внутреннего зацепления.
Кинематическая группа движения радиального врезания состоит из внутренней кинематической связи в виде поступательной кинематической пары между суппортом и направляющими станины и внешней кинематической связи между двигателем Д и кулачком К2 - на схеме пунктирный отрезок 1-2-6-4-7-10.
Кинематическая группа вспомогательного движения отвода и подвода заготовки Всп (П5) состоит из внутренней кинематической связи в виде-
поступательной кинематической пары между столом заготовки и направляющими станины, и внешней кинематической связи между двигателем Д и кулачком К1 - на схеме пунктирный отрезок 1-2-8-9.
Органы управления станком мод. 5В12 (рис I.)
1 - квадрат для поворачивания кривошипно-шатунного механизма; 2 -
гайка для закрепления пальца кривошипа; 3 - квадрат для изменения длины шатуна; 4 - гайки для закрепления установленной длины шатуна; 5 - винт для изменения зазора в зацеплении сектора с круговой рейкой шпинделя; 6 -
квадрат для установочного перемещения суппорта; 7 - квадрат для вращения кулачка радиальной подачи при наладке станка; 8 - рукоятка реверсирования хода суппорта; 9 - кнопка для пуска и выключения гидронасоса; 10 - кнопка пуска и выключения главного привода; 11 - кнопка толчкового типа для наладки станка; 12 - кнопка для выключения к включения местного освещения; 13 - квадрат для установки суппорта на глубину врезания долбяка; 14 - кран для подачи охлаждающей жидкости; 15 - квадрат для поворота шпинделя с долбяком; 16 - квадрат для фиксации суппорта; 17 - рукоятка переключения тройного блока механизма радиальной подачи; 18 - гайка для фиксации суппорта; 19 - квадрат для вращения стола вручную; 20 - рукоятка гидрозажима заготовки; 21 - рукоятка механизма реверса стола; 22 - конечный выключатель для останова привода станка; 23 - рукоятка для переключения ремней; 24 -
электронасос охлаждающей жидкости.
Принцип работы и настройка кинематических цепей станка.
Станок работает по методу обката двух цилиндрических зубчатых колес,
одно из которых выполнено в виде режущего инструмента (долбяка), а другое является заготовкой.
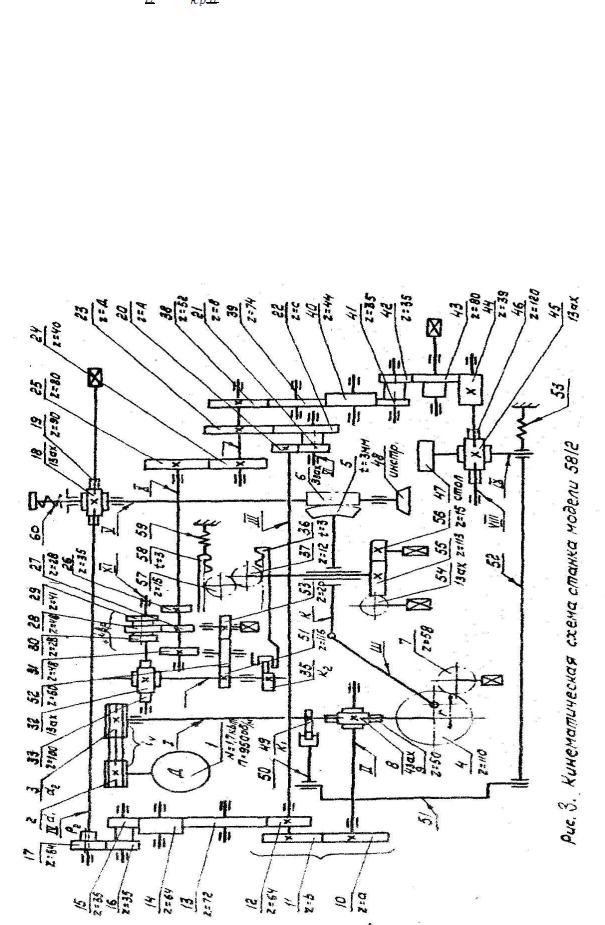
Кинематическая схема станка 5В12 приведена на рис.3. Станок имеет следующие кинематические цепи: главного движения, деления (обката),
круговой подачи, радиальной подачи.
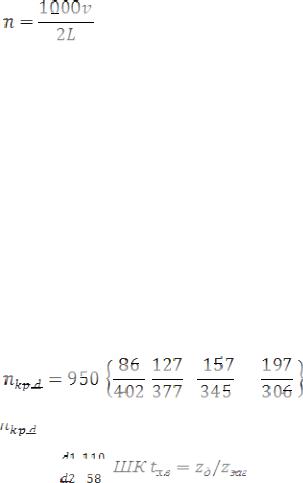
Настройка цепи главного движения
Возвратно-поступательное движение долбяка осуществляется от электродвигателя мощностью N=1,7 кВт и n =950 об/мин через клиноременную передачу и кривошипно-шатунный механизм, закрепляющийся с цилиндрической рейкой штосселя при помощи зубчатого сектора.
Число двойных ходов долбяка определяется в зависимости от скорости резания и длины хода долбяка и подсчитывается по формуле
где n - число двойных ходов долбяка в минуту; V - средняя скорость резания в м/мин;
L - длина хода долбяка в мм.
L=b+h=30+30/4=37.5; h=b/4=30/4=7.5,
где b- ширина нарезаемого зубчатого колеса в мм; h - суммарный перебег долбяка в мм.
Уравнение баланса кинематической цепи, связывающее обороты электродвигателя с оборотами кривошипного диска будет иметь вид
Где |
|
|
|
- число оборотов кривошипного диска в минуту. |
|
N=950 

Число двойных ходов долбяка в минуту равно числу оборотов кривошипного диска 















За счет перекидки ремней можно получить четыре ступени чисел двойных ходов долбяка в минуту: 200, 315, 425 и 600.
На рис.4 представлен график взаимной зависимости между средней скоростью резания и длиной хода долбяка при указанных выше числах двойных ходов долбяка в минуту.
Подобрав ближайшее к вычисленному по указанной формуле число,
двойных ходов долбяка в минуту, переставляют ремни в соответствующие ручьи ступенчатых шкивов привода станка.