

Лабораторный практикум_Станки
.pdf6. Настройка движения 










 при обработке червячных колес методом тангенциальной подачи.
при обработке червячных колес методом тангенциальной подачи.
Настройка на траекторию: расчетные перемещения:







 об.ходового винта
об.ходового винта 


 оборотам заготовки, где
оборотам заготовки, где









 - величина торцового шага червячной фрезы; Уравнение кинематического баланса:
- величина торцового шага червячной фрезы; Уравнение кинематического баланса:
После подстановки |
2 ; получим формулу настройки гитары дифференциала |
||||||||||||||||||||||||
|
|
|
|
|
|
, где |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
- торцовый модуль червячной фрезы. |
|
|
|
|
|
|
настраивается также, как в |
||||||||||||||||
|
|
|
|
|
|
|
|
||||||||||||||||||
По остальным параметрам |
движение |
|
|
|
|
|
|
||||||||||||||||||
предыдущем случае. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
7. Настройка движения |
|
|
|
радиальной подачи. Настройка на скорость |
|||||||||||||||||||
подачи , расчетные перемещения: 1об.заг. |
|
|
мм радиального перемещения стола |
||||||||||||||||||||||
с заготовкой. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
Уравнение кинематического баланса:1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
. |
||||||||
|
|
|
|
|
|
|
|
|
|||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||
Формула настройки: |
|
|
|
. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
Величина радиальной подачи зависит от вертикальной, т.к. при настройке участвует одна и та же коробка подач 

 Изменение соотношения между
Изменение соотношения между
вертикальной и радиальной подачей производится гитарой радиальных подач 

 В гитаре можно установить любую пару колес из набора при условии z1+z2= 84.
В гитаре можно установить любую пару колес из набора при условии z1+z2= 84.
При установленных в гитаре |
колесах 42/42, |
|
|
|
|
||
|
|||||||
Настройка движения |
|
|
на путь и исходное положение производится |
||||
упорами, а на направление не производится, т.к. подача всегда направлена от заготовки к фрезе.
Наладка станка
Наладка станка состоит в правильной установке и закреплении режущего инструмента и заготовки, установке высоты и глубины фрезерования, установке длины хода и исходного положения фрезы, установка упоров автоматического выключения и переключения подачи и в выполнении некоторых других подготовительных операций.
1. Установка фрезы. Во избежание погрешности обработки необходимо точно центрировать фрезу при ее установке, следить за тем, чтобы посадочные поверхности были чистыми, без забоин и излишней смазки.
2. Заготовка должна быть закреплена жестко и не пружинить при обработке. Биение по наружному диаметру заготовки или оправки под нее не должно превышать 0,02-0,03 мм для колес 7-ой степени точности. Торцовое биение подстановки для заготовки должно быть не более 0,01-0,02 им. Усилие
гидрозажима регулируется и определяется по графику на панели управления станка в зависимости от 










3. При нарезании цилиндрических колес ось фрезы по отношению к
горизонтальной |
|
поверхности стола заготовки устанавливается под углом |
||||
|
|
|
|
, где |
|
- угол наклона зубьев нарезаемого колеса, - угол подъема |
|
|
|
|
|||
|
|
|
|
|||
витков червячной фрезы, указываемой на ее торце. Для правых направлений линии зуба колеса и витков фрезы значение угла 
 брать со знаком минус, а угла
брать со знаком минус, а угла
- со знаком плюс, для левых направлений - наоборот. |
|
|
При > 0 суппорт поворачивают по часовой стрелке, при |
0 |
-наоборот. |
Начальная грубая установка фрезы на угол производится |
по шкале |
|
суппорта, окончательная - по нониусу, точность которого - 10 мин.
4. Глубина фрезерования определяется по h=2,25m и устанавливается на станке в следующей последовательности.
Включить главный привод и вращая рукоятку подвести стол до касания фрезы с заготовкой. Лимб поставить на нудь (цена деления - 0,05 мм, 1оборот - 0,25 мм).
Вращая по часовой стрелке рукоятку перемещения упора подвести подвижный упор, смонтированный внутри стола вплотную с натягом до неподвижного упора. Поставить лимб на нуль (цена деления 0,02 мм,1 об. - 3 мм). Отвести подвижный упор на величину полной высоты зуба и зафиксировать упор. Отвести стол на 0,5 - 1 мм от фрезы и в этом положении установить упор, выключающий по циклу быстрый подвод стола. Отвести стол на величину, обеспечивающую свободный съем и установку изделия (не менее 15-20 мм) и в этом положении установить упор, который по циклу будет выключать быстрый отвод стола.
5. Установка высоты фрезерования осуществляется упорами на суппорте. Высота рабочего хода суппорта равна 




 , где b - ширина нарезаемого
, где b - ширина нарезаемого
колеса, d - расстояние от оси фрезы до торца заготовки, на котором начинается (или заканчивается) процесс резания. Величина d зависит от диаметра и модуля фрезы и колеблется в пределах 14-33 мм при диаметрах фрезы от 63 до 125 мм и модулях от 1 до 4.
Установка длины тангенциального (осевого) перемещения фрезы студентами не производится.
Кинематическая настройка станка:
1)Настройка нарезания косозубых цилиндрических колес методом радиальной подачи
Z=51
β=5°
D=105мм
mН=1,5мм
d=70мм
b=15
к=1
Материал заготовкисталь 45
ТипЗК-цилиндрическое
Настройка движения обката 













Настройка на траекторию
Р.П. 1об.вр. 
 оборотам заготовки
оборотам заготовки
где к — число заходов червячной фрезы;




 - число зубьев нарезаемого колеса
- число зубьев нарезаемого колеса
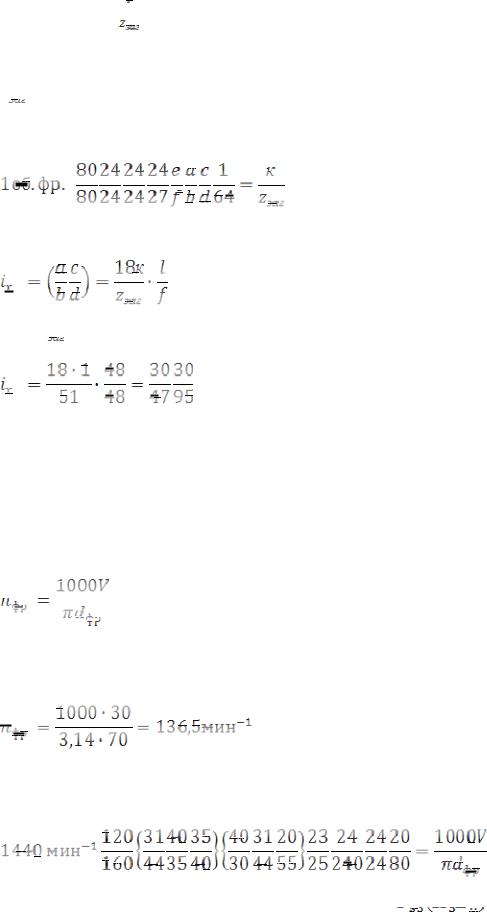
УКБ:
Откуда:
при 



 <105 , l=f= 48
<105 , l=f= 48
Для обеспечения сцепляемости колес гитары должно:
73≤(a+b)≤121; |
90≤(c+d)≤134 |
73≤(30+47=77)≤121; |
90≤(30+95=125)≤134 |
Настройка на скорость: |
|
Р.П. nэл.двмин-1=nфр мин-1 |
|
Выбираем скорость резания по нормативам : v=30м/мин, тогда
Округляем до стандартного значения 125 мин-1
Уравнение кинематического баланса:
Настройка движения подачи 













Настройка на траекторию:
Р.П. Т,мм вертик. Перемещения суппорта с фрезой  1 дополнительному обороту заготовки
1 дополнительному обороту заготовки
|
|
73≤(a+b)≤121; |
|
|
|
|
90≤(c+d)≤134 |
||||||||||
|
73≤(27+60=87)≤121; |
|
|
|
|
90≤(41+80=121)≤134 |
|||||||||||
Настройка на скорость подачи: |
|||||||||||||||||
Р.П. 1об.заготоки |
|
|
|
оборотам ходового винта |
|||||||||||||
|
|
|
|||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
УКБ: |
|
|
|
|
|
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Отсюда:
По таблице выбираем Sв1=0,4мм/об и корректируем по паспорту Sв1=0,63мм/об
Это соответствует первой ступени подач.
Настройка движения радиальной подачи









Настройка на скорость
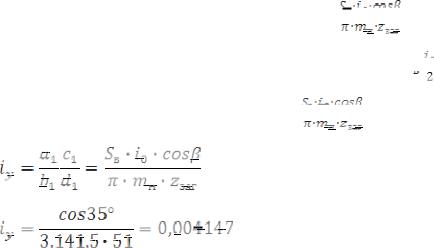
Р.П.1 об.заг.  Sр, мм радиального перемещения стола с заготовкой
Sр, мм радиального перемещения стола с заготовкой
Формула настройки
При установке в гитаре 
 , гитары 42/42 :
, гитары 42/42 :











 =0,5·0,4=0,2
=0,5·0,4=0,2
2)Настройка нарезания червячных колес методом тангенциальной подачи
Z=51
β=5° D=105мм mН=1,5мм d=70мм b=15
к=1
Материал заготовкисталь 45
ТипЗК-червячное
Настройка движения обката 












Настройка на траекторию
Р.П. 1об.вр. 
 оборотам заготовки
оборотам заготовки
где к — число заходов червячной фрезы;




 - число зубьев нарезаемого колеса
- число зубьев нарезаемого колеса
УКБ:
Откуда:
при 


 <105 , l=f= 48
<105 , l=f= 48
Для обеспечения сцепляемости колес гитары должно:
|
|
|
|
|
73≤(a+b)≤121; |
90≤(c+d)≤134 |
|||||||||
|
|
|
|
|
73≤(30+47=77)≤121; |
90≤(30+95=125)≤134 |
|||||||||
Настройка на скорость: |
|
||||||||||||||
Р.П. nэл.двмин-1=nфр мин-1 |
|
||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Выбираем скорость резания по нормативам : v=30м/мин, тогда
Округляем до стандартного значения 125 мин-1
Уравнение кинематического баланса:
Настройка движения тангенциальной подачи 













Настройка на траекторию:
Р.П. S0 мм осевого перемещения фрезы 
 об. Заготовки
об. Заготовки
Из кинематической схемы станка следует, что S0 =


 , тогда
, тогда
Sв мм осевого перемещения фрезы 

Литература
1.Ванин, В.А. Изучение конструкции и настройка зубодолбежного станка мод.5В12: лаб. работа и метод. указ. для студ. 3-5 курсов всех форм обучения спец.: 12.01/В.А. Ванин, В.Х. Фидаров. - Тамбов: ТИХМ, 1991. - 24 с.
2.Ванин, В.А. Наладка и настройка зубострогального станка модели 5236П для нарезания прямозубых конических колес: лаб. работа по курсу "Металлорежущие станки" для студ. 3-5 курсов спец. 151001, 151000, 150900/В.А. Ванин, В.Х. Фидаров; Тамб.гос.техн.ун-т. - Тамбов: ТГТУ, 2008. - 48 с.
3.Фидаров, В.Х. Наладка и настройка зубообрабатывающих станков. Метод. указ./В.Х. Фидаров, В.А. Ванин, В.К. Лучкин. Тамбов, ТИХМ, 1984. - 32с.