

zdg_konspect
.pdfНаціональний технічний університет України “Київський політехнічний інститут”
В. І. Голошубов, М. В. Шевченко
Конспект лекцій з дисципліни
“ЗВАРЮВАЛЬНІ ДЖЕРЕЛА ЖИВЛЕННЯ”
Київ 2010
Рецензенти:
В. В. Андрєєв - кандидат технічних наук, завідувач відділом Джерела живлення ІЕЗ ім. Є. О. Патона Н. М. Махлін - Начальник електротехнічного відділу НІЦ ЗКАЕ ІЕЗ ім. Є.О.Патона
В.І.Голошубов, М.В. Шевченко
ЗВАРЮВАЛЬНІ ДЖЕРЕЛА ЖИВЛЕННЯ: Консп. лек.
В даному конспекті лекцій викладено короткі відомості про стійкість енергетичної системи “джерело живлення - зварювальна дуга”, подані поняття зварювальних властивостей джерел і сформульовані вимоги до них.
Описані принципи дії зварювальних джерел в різних режимах. Наведено їх структурні та спрощені електричні схеми.
Для студентів технічних спеціальностей вищих закладів освіти.
ЛЕКЦІЯ 1.
1.1. Iсторiя розвитку зварювальних джерел живлення, їх сучасний стан i перспективи розвитку
У 1881 роцi Н.Н.Бенардос уперше застосував дуговий розряд для зварювання металiв, використовуючи в якостi джерела потужну батарею свинцево-кислотних акумуляторiв. Значнi удосконалення в зварювальний процес внiс iнженер Н.Г.Славянов, який у 1888 роцi розробив спосiб дугового зварювання плавким електродом. Джерелом була динамомашина, а для полiпшення стабiльностi горiння зварювальної дуги застосовувався баластовий реостат, увімкнений послiдовно в коло навантаження. Уперше зварювальний генератор, який згодом отримав широке застосування в промисловостi, був удосконалений у 1905р. У 1924 роцi пiд керiвництвом В.П.Нiкiтiна був розроблений зварювальний генератор системи з розщепленими полюсами та трансформатор із вбудованою дросельною котушкою на загальному магнiтному осердi. Широкому використанню зварювання у промисловостi сприяло збiльшення виробництва трансформаторiв для зварювання пiд флюсом у виглядi потужних трансформаторiв на струми 1000 i 2000 А з дистанцiйним керуванням. Для механiзованного зварювання в середовищі СО2 були розробленi джерела з жорсткими характеристиками, якi значно збiльшували продуктивнiсть зварювального процесу. Розвиток напiвпровiдникової технiки дозволив перейти до створення зварювальних випрямлячiв i спецiалiзованих джерел живлення. Потужним iмпульсом удосконалення їхніх конструкцiй стала поява силових тиристорiв, на основi яких розробленi унiверсальнi випрямлячi, трансформатори для рiзних способiв зварювання зі стабiлiзацiєю вихiдних параметрiв. У сучасних зварювальних джерелах використовуються складнi електричнi схеми, пристрої автоматики i програмного керування.
При розробцi нових i вдосконаленнi джерел, що виготовляються серійно, основна увага повинна придiлятись їх зварювальним властивостям. Вимоги до них безперервно пiдвищуються, що є наслiдком пiдсилення вимог до точностi вибору режимiв зварювання, а також автоматизацiї i роботизацiї зварювального виробництва. Недивлячись на зростаючу технiчну складнiсть джерел живлення тенденцiя їх розвитку не є визначальною, оскільки складне схемне рiшення не завжди сприяє покращенню їх зварювальних властивостей. Тому прості дешевi джерела знаходять також широке застосування в промисловостi. У першу чергу
3
необхiдно вiдзначити застосування джерел змiнного струму, якi мають високі ККД, відзначаються простотою та надiйнiстю в експлуатацiї, низькою вартістю виготовлення. Для пiдвищення стiйкостi горiння дуги змiнного струму застосовують вiдповiднi пристрої у виглядi iмпульних стабiлiзаторiв горiння дуги (IСГД). Завдяки їх застосуванню також удається суттєво знизити напругу неробочого ходу силового трансформатора, що дозволяє отримати економiю активних матерiалiв i електроенергiї за рахунок пiдвищення cosϕ i ККД. Крiм того, за умови необхiдностi можна застосувати «гарячий» (пiдвищення струму на початку зварювання) або «холодний» старт (зниження струму на початку процесу при зварюваннi неплавким електродом тонкого металу), модуляцiю зварювального струму, усунення постiйної складової струму при зварюваннi неплавким електродом.
Широке застосування знаходять джерела з iндуктивними накопичувачами енергiї, якi дозволяють здiйснювати зварювання змiнним струмом, форма кривої якого близька до прямокутної. При цьому амплiтуди i тривалiсть iмпульсiв як прямої так i зворотної полярностi можуть регулюватись незалежно.Такi джерела застосовуються при аргоно-дуговому зварюваннi алюмiнiю та його сплавiв, високолегованих сталей, титану, плазмового зварювання змiнним струмом. Наявнiсть великих накопичувачів енергiї робить дугу безвiдривною i еластичною, при цьому вiдпадає необхiднiсть у використанні спецiальних стабiлiзаторів горiння дуги. Значного удосконалення зазнають джерела живлення для iмпульсно-дугового зварювання, в яких поряд із плавним регулюванням параметрiв iмпульса передбачене однокнопочне (синергетичне) керування, а також цифрова iндикацiя частоти та iнших параметрiв режиму зварювання.
Вимоги до зварювальних джерел живлення, що висуваються на базi сучасних технологiй, автоматизованого устаткування, робототехнiчних комплексiв найбiльш повно можуть бути задоволенi застосуванням iнверторних випрямлячів як на тиристорнiй, так i на транзисторнiй елементних базах. До переваг джерел такого типу можна вiднести можливiсть формування зовнiшнiх характеристик рiзної форми та динамiчних властивостей, необхiдних для здiйснення рiзних зварювальних процесiв (наприклад, для зварювання методами TIG, MIG i MAG), малi габарити i масу, високi cosϕ i ККД. Крiм iнверторних джерел отримують поширення джерела живлення з транзисторними ключами в колi постiйного струму. Вони так само як iнверторнi джерела вiдзначаються малою iнерцiйнiстю i з використанням комп’ютерних систем, дозволяють здiйснювати керування такими швидкодiючими процесами, як перенесення металу при зварюваннi у вуглекислому газi, i виключити
4
розбризкування електродного металу. Вартiсть джерел iнверторного типу значно вища від вартостi джерел звичайного типу, тому простi i надiйнi традицiйнi джерела з покращеними зварювальними властивостями можуть успiшно застосовуватись поряд з iнверторними в окремих видах зварювання.
Централiзоване живлення на основi багатопостових систем дозволяє значно скоротити кiлькiсть однопостових джерел живлення, не зменшуючи при цьому числа зварювальних постiв. Перехiд до багатопостової системи живлення є доцiльним у зв’язку із потребою загальної економiї енергiї, зменшення витрат на амортизацiю, обслуговування, ремонт, а також економiї виробничих площ.
1.2. Види джерел живлення зварювальноi дуги, їх призначення i класифiкацiя
Устаткування для дугового зварювання плавленням складається iз таких основних видiв обладнання:
-механiчного зварювального устаткування (обертачi, манiпулятори, кантувачi, роликовi стенди i т.п.);
-технологiчного обладнання;
-джерел живлення;
-систем керування.
Основним, а деколи й єдиним видом зварювального устаткування є джерело живлення, яке в залежностi вiд виду електричної енергiї i способу її перетворювання може бути віднесене до одного з таких типів:
-трансформатор – джерело змiнного струму, яке перетворює напругу мережi
узнижену змiнну напругу, що необхiдна для зварювання;
-генератор – джерело постiйного струму, що перетворює механiчну енергiю обертання якоря в енергiю постiйного струму, яку використовують для зварювання;
-перетворювач – джерело постійного струму, що складається з генератора в комбiнацiї з електродвигуном змiнного струму i яке перетворює енергiю напруги мережi живлення в енергiю постiйного струму, необхiдну для зварювання;
-агрегат – джерело постійного струму, що складається з генератора i двигуна внутрiшнього згоряння, який перетворює енергiю спалювання хiмiчного палива в енергiю постiйного струму, яку застосовують для зварювання;
-випрямляч – джерело постійного струму, що перетворює енергiю напруги мережi у випрямлений постiйний струм для зварювання.
5
Усi джерела живлення класифiкують за галузями застосування як загальнопромисловi (група О) та спецiалiзованi (група С).
До групи О входять джерела для ручного дугового зварювання, а також механiзованого зварювання пiд флюсом та вуглекислому газі, що мають досить просту конструкцiю i електричну схему. До спецiалiзованих відносять джерела для зварювання кольорових i легких металiв та їхніх сплавiв, тонколистових конструкцiй вiдповiдальних виробiв iмпульсними i стисненими дугами, що задовольняють не тiльки вимогам технологiї, але i високого рiвня автоматизацiї зварювального процесу. Це досягається за рахунок застосування зворотних зв’язкiв за струмом i напругою, застосуванням складних електричних схем керування, додаткових спецiальних пристроїв i т.д. Бiльшість джерел розраховані на живлення одного зварювального посту. Усi вони називаються однопостовими на вiдмiну вiд багатопостових, які призначені для одночасного живлення декiлькох постiв.
1.3. Електрична характеристика зварювальної дуги
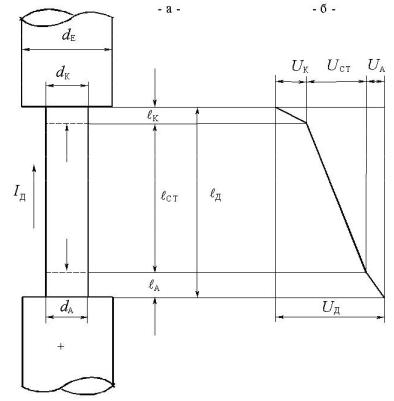
Дуговий промiжок складається з трьох зон: анодної, катодної i стовпа дуги (рис.1.1 а). В кожнiй з них протiкають процеси, пов’язанi з проходженням струму через iонiзований газ. Електропровiднiсть мiжелектродного промiжку створюється за рахунок електрично заряджених частинок – електронiв та iонiв. Пiд дiєю напруги джерела електрони перемiщуються до аноду, а iони до катоду.
Стовп дуги є часткою дугового розряду.
Зарядженi частинки надходять у стовп з катодної i анодної зон, а також виникають у ньому за рахунок термiчної iонiзацiї, тобто іонiзацiї внаслiдок зiткнення частинок. Стовп дуги квазiнейтральний, оскільки сумарний заряд позитивних i негативних частинок у ньому однаковий. Температура газу в стовпi дуги сягає 6000-8000°С. Довжина його lСТ складає приблизно 0,1...4 см, падiння напруги
40В, вiдповiдно градiєнт потенцiалу в стовпi Eст = UСТ / lСТ = 10...50 В/см. Катодна зона. Катод емiтує в стовп дуги електрони, якi пiдтримують iонiзацiю
газу в розрядному промiжку. Емiсiя електронiв на катодi може відбуватись внаслідок нагрiву його поверхнi (термоелектронна емiсiя) i створення бiля його поверхнi електричного поля високої напруженостi (електростатична емiсiя). Окрiм того, електрони та iони утворюються в самiй катоднiй зонi завдяки термiчнiй iонiзацiї нейтрального газу. Довжина катодної зони lК складає 10-4...10-5 см. Оскільки катодне падiння напруги UК реалiзується на дуже малiй довжинi i складає 10...25 В, то бiля
6
поверхнi катоду утворюється великий градiєнт потенцiалу EК=UК/lК≈2...106 В/см. Наслiдком виникнення такого градiєнту є висока концентрацiя позитивних iонiв бiля поверхнi катоду, якi надходять із стовпа дуги, внаслiдок чого створюється об’ємний позитивний заряд.
Рис.1.1. Каналова модель зварювальної дуги (а) і графік розподілу потенціалів по довжині дуги (б)
Анодна зона. Основними зарядженими частинками областi є електрони, якi переносять струм вiд стовпа дуги до аноду, при цьому бiля його поверхнi утворюється негативний об’ємний заряд. У процесi електронного бомбардування анод отримує значну кiлькiсть енергiї й iнтенсивно розiгрiвається. У порiвняннi з катодною, анодна зона має бiльшу довжину lА=10-3...10-4 см i менший градiєнт напруги EА. При анодному падiннi напруги UА=2...5 В, EА=UА/lА≈104 В/см.
Оскільки довжина стовпа значно бiльша за протяжність приелектродних областей, то lД дуги приймають приблизно рiвною довжинi стовпа.
lД=lК+lА+lСТ≈lСТ.
7
1.4. Статична вольт-амперна характеристика зварювальної дуги
Напруга на дузi, яка дорiвнює сумi падiнь напруги в стовпi, а також в приелектродних областях, є функцiєю струму i має вигляд, показаний на рис.1.1 б.
UД=UК+UА+UСТ=UК+UА+EСТlД =f(IД). |
(1.1) |
Кривi, якi визначаються залежностями UД=f(IД) в статичному режимi, називаються статичними вольт-амперними характеристиками зварювальної дуги.
Характеристика зварювальної дуги визначається експериментально при плавній змiнi струму навантаження зі збереженням довжини дуги, дiаметра i матерiалу електрода.
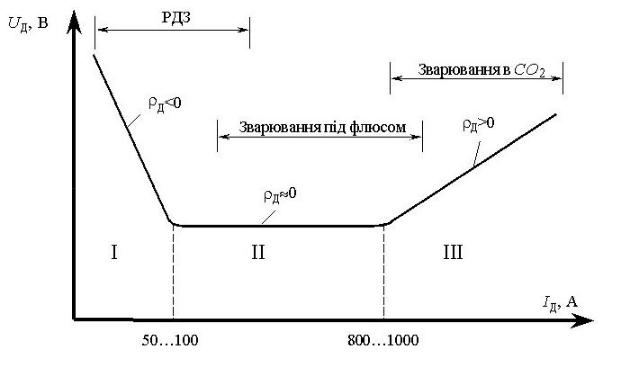
Дуга має криволiнiйну характеристику i її слiд розглядати як нелiнiйний елемент електричного кола. Форма статичної характеристики показана на рис.1.2 i змiнюється по мiрi збiльшення струму, переходячи зі спадної (дiл. I) в жорстку (дiл. II), а потiм в наростальну (дiл. III). Нахил характеристики прийнято визначати величиною диференцiйного опору дуги ρД =dUД /dІД, тому на I дiлянцi ρД<0, на II
– ρД=0 i на III – ρД>0.
Рис.1.2. Статична вольт-амперна характеристика зварювальної дуги.
8
При незмiнних фiзичних умовах горiння зварювальноi дуги UК+UА є величиною постiйною, незначною за величиною i UД витрачається в основному на подолання опору стовпа дуги. Тому рiвняння (1.1) можна виразити в наступному виглядi:
UД=а+UСТ, |
(1.2) |
де а - сума напруг катодної i анодної зон.
З виразу (1.2) видно, що напруга на дузi визначається в основному залежнiстю UСТ вiд струму навантаження, тобто:
UСТ=f(IД).
Виведемо рiвняння, якi пов’язують напругу стовпа дуги з iншими параметрами дуги.
EСТ=jСТ/γСТ =IД/SСТ×γСТ,
де EСТ - градiєнт потенцiалу в стовпi дуги, В/см;
jСТ, γСТ - вiдповiдно, густина струму i питома провiднiсть стовпа дуги, А/мм2, 1/Ом×мм;
SСТ - площа поперечного перерiзу стовпа дуги, мм2 . Тодi рiвняння (1.2) можна подати в наступнiй формi:
UД=а+EСТ×lСТ=а+IД×lСТ/SСТ×γСТ=а+IД×lД/SСТ×γСТ. (1.3)
З рiвняння (1.3) випливає, що в дугах невеликої потужностi iз збiльшенням навантаження IД напруга на дузi UД знижується за рахунок збiльшення площі перерiзу катодної плями і вiдповiдного зростання поперечного перерiзу SСТ. стовпа, що вiдповiдає дiлянцi I. При цьому густина струму jСТ зменшується, провiднiсть γСТ зростає, величини катодного i анодного падiнь напруги не змiнюються. Такий вигляд характеристики знаходить обмежене застосування при ручному дуговому зварюваннi неплавким електродом через малу її стiйкiсть.
На дiлянцi II створюється жорстка характеристика дуги. Це пов’язане з тим, що із подальшим зростанням IД пропорцiйно збiльшується i SСТ, отже, густина струму jСТ залишається приблизно постiйною, а питома провiднiсть γСТ змiнюється дуже незначно. Величини анодного i катодного падiнь напруги залишаються незмiнними. Такий вигляд характеристики знаходить широке застосування при зварюваннi покритими електродами i механiзованому зварюваннi пiд флюсом апаратами із залежною швидкiстю подачi електродного дроту.
Дiлянка III починається з такого моменту, коли катодна пляма зайняла всю площу торця електрода i подальше збiльшення SСТ не вiдбувається. У цьому випадку густина струму зростає пропорцiйно навантаженню, провiднiсть стовпа зменшується, величина UСТ, а, отже, i UД, збiльшується.
9
Наростальна характеристика дуги спостерiгається при механiзованому зварюваннi в захисних газах.
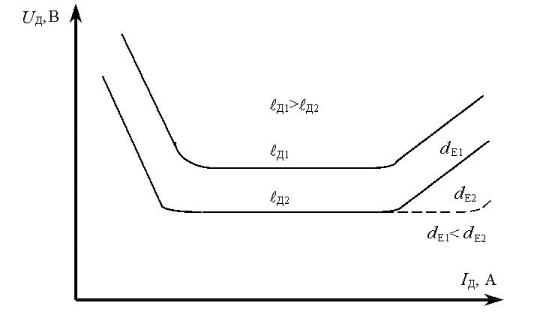
Оскільки змiна довжини дуги lД впливає на величину UСТ i, отже, на напругу дуги UД (1.3), то в залежностi вiд значення lД характеристика може зсуватись вгору, або вниз (рис. 1.3).
UД=UК+UА+EСТ×lД. (1.4)
При зменшеннi довжини дуги її вольт-амперна характеристика (ВАХ) зсувається вниз. Дiаметр електрода впливає на положення наростальної дiлянки ВАХ. Чим бiльший дiаметр, тим при бiльшому струмi вiдбудеться перехiд до дiлянки III.
Рис.1.3. Вплив діаметра електрода від довжини дуги на форму статичної характеристики дуги
1.5 Вольт-ампернi характеристики джерел живлення
Залежнiсть напруги на зажимах джерела живлення вiд струму навантаження UДЖР=f(IД) називають зовнiшньою вольт-амперною характеристикою джерела. Вимоги електричної зварювальної дуги вираженi у зовнiшнiх характеристиках відповідних джерел живлення. Кожна характеристика джерела вiдповiдає цiлком певному положенню його регулюючого пристрою. При змiнi параметрiв регулюючого пристрою можна отримати сiмейство подiбних зовнiшнiх характеристик.
Вольт-ампернi характеристики джерел живлення можуть мати такі вигляди
(рис.1.4):
10