

3. Оптимизация параметров гпм. Расчет производительности гпм
Определим возможность оптимизации параметров работы ГПМ. Для этого произведем анализ возможности увеличения коэффициента загрузки станка с ЧПУ за счет уменьшения времени, затрачиваемого промышленным роботом на установку и снятие детали.
Установим соотношение k между параметрами μ и θ [1, с.20]:
Условимся считать, что µ’=t2, а θ’=t4. Произведем дискретное уменьшение параметров µ’ и θ’ за 10 циклов, вплоть до 0. Расчет ведем по формуле [1, с.20]:
![]()
![]()
где р - номер шага уменьшения (от 0 до 10).
По формуле [1, с.20] находим параметр суммарного времени работы промышленного робота:
![]()
Результаты вычислений сведем в таблицу 4.
Таблица 4. Результаты вычислений времени работы промышленного робота
|
Уменьшение |
µ’ |
θ’ |
τр |
|
0 |
5 |
7,5 |
12,5 |
|
1 |
4,5 |
6,75 |
11,25 |
|
2 |
4 |
6 |
10 |
|
3 |
3,5 |
5,25 |
8,75 |
|
4 |
3 |
4,5 |
7,5 |
|
5 |
2,5 |
3,75 |
6,25 |
|
6 |
2 |
3 |
5 |
|
7 |
1,5 |
2,25 |
3,75 |
|
8 |
1 |
1,5 |
2,5 |
|
9 |
0,5 |
0,75 |
1,25 |
|
10 |
0 |
0 |
0 |
Произведем вычисление коэффициента загрузки станка с ЧПУ при переменном времени работы робота по формуле [1, с.21]:
Результаты вычислений сведем в таблицу 5.
Таблица 5. Результаты расчета коэффициента загрузки станка при изменяющемся параметре τр.
|
Уменьшение |
τр |
γ |
λ |
Кз.с. |
|
0 |
12,5 |
0,0143 |
0,0225 |
0,7214 |
|
1 |
11,25 |
0,0143 |
0,0225 |
0,7364 |
|
2 |
10 |
0,0143 |
0,0225 |
0,7519 |
|
3 |
8,75 |
0,0143 |
0,0225 |
0,7682 |
|
4 |
7,5 |
0,0143 |
0,0225 |
0,7851 |
|
5 |
6,25 |
0,0143 |
0,0225 |
0,8029 |
|
6 |
5 |
0,0143 |
0,0225 |
0,8214 |
|
7 |
3,75 |
0,0143 |
0,0225 |
0,8409 |
|
8 |
2,5 |
0,0143 |
0,0225 |
0,8612 |
|
9 |
1,25 |
0,0143 |
0,0225 |
0,8826 |
|
10 |
0 |
0,0143 |
0,0225 |
0,9050 |
По результатам таблицы 5 строим график зависимости коэффициента загрузки станка Кз.с. от изменяющегося параметра – времени циклов работы промышленного робота τр. График представлен на рисунке 6.
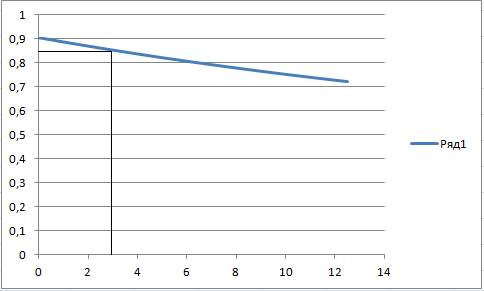
Рисунок 6 – график зависимости коэффициента загрузки станка Кз.с. от
времени цикла работы промышленного робота τр.
Произведем анализ графика: при уменьшении времени цикла τр (вплоть до 0) производительность станка возрастает. Однако, уменьшать τр как угодно нельзя, т. к. это приведет к существенным затратам на приобретение и обслуживание промышленного робота. Поэтому определим уровень оптимальной загрузки станка равным 0,85.
Найдем для данного показателя по графику τр.опт. = 2,9 с. С учетом коэффициента k определим оптимальные значения µопт. и θопт.:
![]()
![]()
Таким образом была проведена оптимизация времени цикла работы промышленного робота.
Произведем расчет производительности ГПМ Q∙10-3 (дет/с), для этого воспользуемся формулой [1, с. 23]:
Расчет при переменном τр сведем в таблицу 6.
|
Уменьшение |
τр,с |
γ |
λ |
π*10-3,дет/с |
|
0 |
12,5 |
0,0143 |
0,0225 |
16,2 |
|
1 |
11,25 |
0,0143 |
0,0225 |
16,6 |
|
2 |
10 |
0,0143 |
0,0225 |
16,9 |
|
3 |
8,75 |
0,0143 |
0,0225 |
17,3 |
|
4 |
7,5 |
0,0143 |
0,0225 |
17,7 |
|
5 |
6,25 |
0,0143 |
0,0225 |
18,1 |
|
6 |
5 |
0,0143 |
0,0225 |
18,5 |
|
7 |
3,75 |
0,0143 |
0,0225 |
18,9 |
|
8 |
2,5 |
0,0143 |
0,0225 |
19,4 |
|
9 |
1,25 |
0,0143 |
0,0225 |
19,9 |
|
10 |
0 |
0,0143 |
0,0225 |
20,4 |
По результатам расчетов строим график зависимости производительности ГПМ Q от времени цикла τр. Приведем график на рисунке 7.
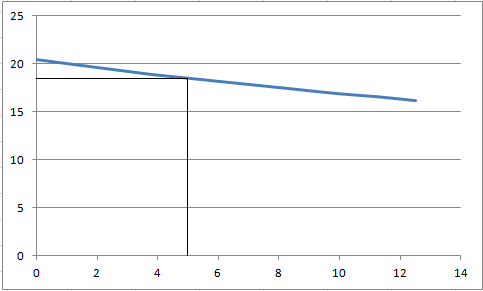
Рисунок 7 - график зависимости производительности ГПМ от времени цикла
работы промышленного робота τр.
Анализируя график приходим к выводу,что при уменьшении времени цикла τр производительность Q растет. Для τр=12,5 с, Q=16,2 дет/с; для τр.опт.=2,9 с, π=19,2дет/с.
Тогда прирост производительности ГПМ [1, с. 23]:
![]()
![]()
Итоговые результаты расчета сводим в таблицу 7.
Таблица 7. Итоговые показатели работы ГПМ.
|
П
Элемент |
ГПМ |
Транспорт. сист. |
Станок |
Робот |
|
Оптимальный объём партии деталей, n |
15 |
18 |
14 |
12 |
|
Время работы тр.сист, в расчёте на одну деталь τтр.сис/n, с. |
|
3,89 |
|
|
|
Время обработки детали на станке Тц.а.,с |
|
|
44,4 |
|
|
Коэфф. загр станка. расч. Кз.с.расч |
|
|
0,806 |
|
|
Коэфф. загр станка. прин. Кз.с.прин |
|
|
0,7203 |
|
|
Инт. загрузки, µ (с-1) |
|
|
|
0,2 |
|
Инт. разгрузки, θ (с-1) |
|
|
|
0,1333 |
|
Время цикла τр, с. |
|
|
|
12,5 |
|
Инт. загрузки, μопт(с-1) |
|
|
|
0,86 |
|
Инт. разгрузки, θопт(с-1) |
|
|
|
0,57 |
|
Время цикла τр.прин, с. |
|
|
|
2,9 |
|
Начальная производит., Q∙10-3, дет/с |
16,2 |
|
|
|
|
Оптимизир. произв., Qопт∙10-3, дет/с |
19,2 |
|
|
|
|
Прирост произв. Δπ, % |
53,6 |
|
|
|
 араметр
араметрПо результатам таблицы 7 строим диаграмму, отражающую распределение долей времени работы различных узлов ГПМ. Диаграмма представлена на рисунке 8.
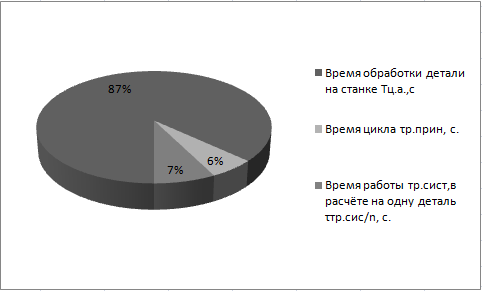
Рисунок 8 – Диаграмма распределения долей времени работы различных узлов ГПМ