

1. Метод копирования:
1![]() –В.Э.(Материальная линия)
–В.Э.(Материальная линия)
2 – образуемая линия
Здесь ВЭ по форме и расположению совпадает с образуемой линией, последняя получается как копия вспомогательного элемента, при этом не требуется движения формообразования; Ф.=0.
2. Метод обкатки:
Вспомогательный элемент по форме, расположению и протяженности не совпадает с образуемой линией. Последняя получается как огибающая ряда последовательных расположений вспомогательного элемента. При этом необходимо одно движение формообразования; Ф.=1.
Вспомогательный элемент - материальная точка:
3. Метод следа:
1 – В.Э.(Материальная точка); 2 – образующая линия
Материальная точка оставляет след, являющийся образуемой линии.
Необходимо одно движение формообразования; Ф.=1.
![]()
4. Метод касания:
![]() Ф.=2.
3;4- дополнительная геометрическая линия.
Ф.=2.
3;4- дополнительная геометрическая линия.
Ф.=3. Ф.=2. – две точки касания; Ф.=3. – три точки касания.
Образуемая линия является касательной к ряду дополнительных геометрических линий создаваемой материальной точкой.
Метод требует двух или более движений формообразования.
Таким образом, для создания заданной поверхности необходимо две производящие
линии, каждая из которых может быть получена четырьмя методами.
Эти методы зависят от формы вспомогательного элемента и отличаются необходимым
числом движений формообразования.
6.Кинематические связи в станках, внутренние и внешние параметры
В металлорежущих станках связь движущихся элементов и механизмов является сложной. Кинематическая связь определяет связь движущихся элементов станка между собой и определяет структуру станка.
В станке столько кинематических движущихся групп, сколько он имеет движущихся элементов, связанных между собой.
Любая кинематическая группа состоит из трех элементов:
внутренней связи
источника движения
вспомогательной связи
![]() Главной
является внутренняя
связь;
ее задачей является согласование
параметров движения исполнительных
органов станка так, чтобы обеспечивалась
заданная траектория исполнительного
движения.
Главной
является внутренняя
связь;
ее задачей является согласование
параметров движения исполнительных
органов станка так, чтобы обеспечивалась
заданная траектория исполнительного
движения.
Таким образом, внутренней связью называется кинематическая связь, обеспечивающая траекторию исполнительного движения.
Т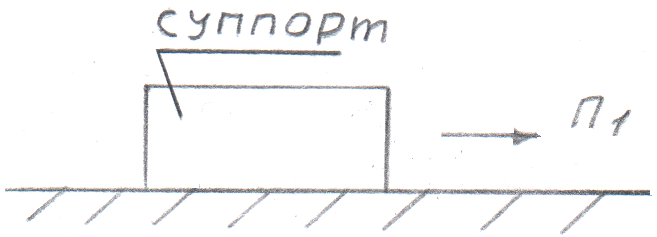 раектория
шпинделя определяется точностью опор,
здесь внутренняя связь представлена
одной кинематической парой – шпиндель-
опора корпуса.
раектория
шпинделя определяется точностью опор,
здесь внутренняя связь представлена
одной кинематической парой – шпиндель-
опора корпуса.
Источник движения двигатель- Д
Участок 1-2 соединяет двигатель со звеном внутренней связи – внешняя кинематическая связь.
Траектория движения зависит от формы направляющих. При прямолинейном движении направляющие должны быть строго прямолинейны. Здесь внутренняя связь представлена одной кинематической парой – суппорт и направляющая (источник движения и внутренняя связь не показаны).
7.Типовая кинематическая структура станка, классификации кинематических структур
Типовая кинематическая структура станка.
Кинематическая структура станка может состоять из одной кинематической группы, создающей исполнительное движение формообразования. Примером такого станка является протяжной станок, в котором одним исполнительным движением осуществляется движение формообразования Ф., врезание, а иногда и деление. Обычно в станке несколько исполнительных движений Ф., делений и других. Тогда кинематическая структура станка составляется из нескольких кинематических групп и зависит от их числа и назначения. Станок не обязательно должен иметь кинематические группы разного размера. Единственными группами, без которых не может существовать станок, являются группы формообразования.
Если на станке одним режущим инструментом обрабатывать разные поверхности (на зубофрезерном станке, червячной фрезой обрабатывают цилиндрические колеса с прямым или винтовым зубом) или одну и туже поверхность получать разными инструментами (прямозубое цилиндрическое колесо нарезаем червячной фрезой или дисковой модульной фрезой), то для каждого из этих случаев в станке будет использована своя частная структура.
Общая структура большинства универсальных станков состоит из ряда частных структур, которые образуются путём составления разных комбинаций из имеющихся кинематических групп.
Кинематические группы, осуществляющие процессы формообразования, деления, врезания вместе составляют основную часть частной структуры станка, а основная часть и группы управления и вспомогательных движений составляют полную частную структуру станка.
В общей структуре станка наиболее ответственными являются кинематические группы, обеспечивающие процесс формообразования Ф.
Классификация кинематических структур.
В ее основу положен принцип определения количества формообразующих движений, с помощью которого получается заданная поверхность. Иначе говоря, кинематическую структуру станка определяют только по группам формообразования, не принимая во внимание кинематические группы деления, врезания и др.
Различают три класса структур в зависимости от характера групп формообразования, которые могут быть:
Только простые Э – элементарные структуры.
Только сложные С – сложные.
Комбинированные К – комбинированные
В обозначении классов структур, кроме буквы указывают две цифры.
1-я обозначает число кинематических групп формообразования.
2-я число элементарных движений участвующих в создании исполнительных движений формообразования.