Назначение детали.
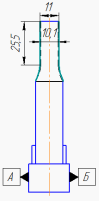
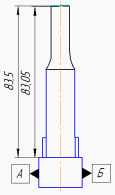
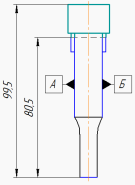
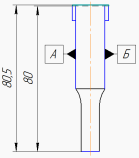
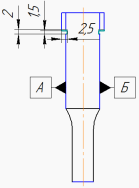
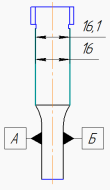
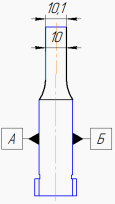
Деталь «Пуансон удлинённо-продолговатый ГОСТ 16635-80» используется для пробивки отверстий.
Определение типа производства.
Определяем тип производства в зависимости от габаритов, массы (веса) и размера годовой программы выпуска изделий. По этим данным необходимо установить тип производства:
Таблица 1 - Определение типа производства
|
Тип производства |
Крупные изделия тяжелого машиностроения, >100кг. |
Изделия средних размеров, 10-100кг. |
Мелкие изделия, < 10кг. |
|
Число изделии, шт. | |||
|
Единичное |
< 5 |
< 10 |
< 100 |
|
Мелкосерийное |
5-100 |
10-20 |
100-500 |
|
Среднесерийное |
100-300 |
200-500 |
500-5000 |
|
Крупносерийное |
300-1000 |
500-5000 |
5000-50000 |
|
Массовое |
>1000 |
>5000 |
>50000 |
Согласно массе детали 0,36 кг и годовой программе 100 шт. в год в соответствии с таблицей 1 тип производства -единичное.
Единичное - определяется выпуском деталей (продукции) в малом количестве.
Единичное производство характеризуется широтой номенклатуры изготовляемых или ремонтируемых изделий и малым объемом их выпуска. Объем выпуска — количество изделий определенных наименований, типа, размера и исполнения, изготовленных или ремонтируемых объединением, предприятием или его подразделением в течение планируемого интервала времени.
Выбор способа получения заготовки.
При выборе метода изготовления заготовки основным требованием является обеспечить свойства изготавливаемых деталей в заданных условиях эксплуатации и обеспечения требуемых свойств заготовки с учетом стоимости заготовки в конкретных производственных условиях.
В качестве технических критериев при выборе заготовки принимают материал, конфигурацию детали, размер, массу, требуемую точность изготовления и т. д. В качестве экономического критерия принимают себестоимость изготовления заготовки. Т. к. материал заготовки сталь 9ХВГ, то способом получения заготовки может быть прокат сортовой стальной горячекатаный полосовой.
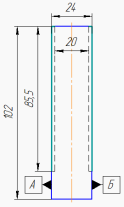
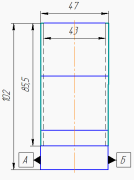
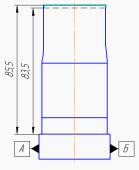
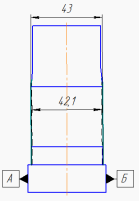
Исходя из того, что форма детали простая, время получения заготовки минимально по сравнению с другими методами, а годовой объем выпуска деталей 100 штук, то для изготовления заготовки выбрал горячекатаный прокат. Заготовка имеет размеры: 102х47х24мм.
|
№ операции |
Операция Содержание технологической операции |
Тип оборудования |
Тип инструмента |
Условное обозначение схем базирования и поверхности обработки |
|
1,2 |
Черновое фрезерование поверхностей 1,2 |
Консольный вертикально-фрезерный станок |
Торцовая фреза D=80 d=32 z=16 Материал режущей кромки-Р6М5 |
|
|
Т=180мин Sz=0,08-0,15 Sпрz=0,1 В=47мм t=2мм nст=380мм/мин Vст=38,18мм/мин Тст=431,45мин Pz=2251,44Н Мкр=908,58Н*м Ne=1,4кВт | ||||
|
3,4 |
Черновое фрезерование поверхностей 3,4 |
Консольный вертикально-фрезерный станок |
Торцовая фреза D=80 d=32 z=16 Материал режущей кромки-Р6М5 |
|
|
Т=180мин Sz=0,08-0,15 Sz=0,1 В=47мм t=1,5мм nст=380об/мин Vст=38,18 мм/мин Тст=498,35мин Pz=1713,05Н Мкр = 685,22 Н*м Ne=1,07кВт | ||||
|
5,6 |
Черновое фрезерование поверхностей 5,6 |
Консольный вертикально-фрезерный станок |
Торцовая фреза D=80 d=32 z=16 Материал режущей кромки-Р6М5 |
|
|
Т=180мин Sz=0,08-0,15 Sz=0,1 В=47мм t=3мм nст=380об/мин Vст=38,18 мм/мин Тст=352,39мин Pz=3309,39Н Мкр =1323,76 Н*м Ne=2,06кВт | ||||
|
7,8 |
Черновое фрезерование поверхностей 7,8 |
Консольный вертикально-фрезерный станок |
Торцовая фреза D=40 L=32 d=16 z=10 Материал режущей кромки-Р6М5 |
|
|
Т=120мин Sz=0,08-0,15 Sz=0,1 В=20мм t=2мм nст=765об/мин Vст=38,43мм/мин Тст=196,75мин Pz=1178,42Н Мкр =235,68 Н*м Ne=0,74кВт | ||||
|
9,10 |
Черновое фрезерование поверхностей 9,10 |
Консольный вертикально-фрезерный станок |
Фасонная круглая фреза D=80 R=5,5 d=27 z=10 Материал режущей кромки-Р6М5 |
|
|
Т=180мин Sz=0,03-0,066 Sz=0,05 В=17мм t=6мм nст=380об/мин Vст=32,22мм/мин Тст=230,04мин Pz=77,8Н Мкр =31,12 Н*м Ne=0,05кВт | ||||
|
11 |
Черновое фрезерование поверхности 11 |
Консольный вертикально-фрезерный станок |
Торцовая фреза D=50 L=36 d=22 z=12 Материал режущей кромки-Р6М5 |
|
|
Т=180мин Sz=0,08-0,15 Sz=0,1 В=41мм t=2мм nст=480об/мин Vст=33,16мм/мин Тст=537,8мин Pz=2436,74Н Мкр =609,18Н*м Ne=1,36кВт | ||||
|
12,13 |
Чистовое фрезерование поверхностей 7,8 |
Консольный вертикально-фрезерный станок |
Торцевая фреза D=40 Z=10 L=32 D=16 Материал режущей кромки-Р6М5 |
|
|
Т=120мин S=0,23-0,5 Sz=0,3 В=20мм t=0,45мм nст=765об/мин Vст=38,43мм/мин Тст=234,15мин Pz=687,97Н Мкр =137,59 Н*м Ne=0,43кВт | ||||
|
14,15 |
Чистовое фрезерование поверхностей 9,10 |
Консольный вертикально-фрезерный станок |
Фасонная круглая фреза D=80 Z=10 R=5 d=27 Материал режущей кромки-Р6М5 |
|
|
Т=180мин S=0,23-0,5 Sz=0,3 В=17мм t=0,45мм nст=600об/мин Vст=50,87мм/мин Тст=205мин Pz=30,46Н Мкр=12,19Н*м Ne=0,03кВт | ||||
|
16,17 |
Чистовое фрезерование поверхностей 3,4 |
Консольный вертикально-фрезерный станок |
Торцевая фреза D=80 Z=16 L=45 d=32 Материал режущей кромки-Р6М5 |
|
|
Т=180мин Sz=0,23-0,5 Sz=0,3 В=42мм t=0,45мм nст=380об/мин Vст=38,18мм/мин Тст=330мин Pz=1161,44Н Мкр=468,58Н*м Ne=0,72кВт | ||||
|
18,19 |
Чистовое фрезерование поверхностей 5,6 |
Консольный вертикально-фрезерный станок |
Торцевая фреза D=80 Z=16 L=45 d=32 Материал режущей кромки-Р6М5 |
|
|
Т=180мин Sz=0,23-0,5 Sz=0,3 В=42мм t=0,45мм nст=380об/мин Vст=38,18мм/мин Тст=330мин Pz=1161,44Н Мкр=468,58Н*м Ne=0,72кВт | ||||
|
20 |
Чистовое фрезерование поверхности 11 |
Консольный вертикально-фрезерный станок |
Торцевая фреза D=50 Z=12 L=36 d=22 Материал режущей кромки-Р6М5 |
|
|
Т=180мин Sz=0,23-0,5 Sz=0,3 В=40мм t=0,45мм nст=480об/мин Vст=33,16мм/мин Тст=385мин Pz=1384,47Н Мкр=346,12Н*м Ne=0,75кВт | ||||
|
21,22 |
Черновое фрезерование поверхности 12 в 2 прохода |
Консольный вертикально-фрезерный станок |
Торцевая фреза D=50 Z=12 L=36 d=22 Материал режущей кромки-Р6М5 |
|
|
Т=180мин Sz=0,08-0,15 Sz=0,1 В=47мм t=8,5мм nст=480об/мин Vст=33,16мм/мин Тст=256,2мин Pz=9892,14Н Мкр=2473,04Н*м Ne=5,36кВт | ||||
|
23 |
Чистовое фрезерование поверхности 12 |
Консольный вертикально-фрезерный станок |
Торцевая фреза D=50 Z=12 L=36 d=22 Материал режущей кромки-Р6М5 |
|
|
Т=180мин Sz=0,23-0,5 Sz=0,3 В=42мм t=0,45мм nст=480об/мин Vст=33,16мм/мин Тст=371,15мин Pz=1460,8Н Мкр=365,2Н*м Ne=0,79кВт | ||||
|
24,25 |
Черновое фрезерование поверхностей 13,14 |
Консольный вертикально-фрезерный станок |
Прорезная фреза D=40 Z=64 d=10 Материал режущей кромки-Р6М5 |
|
|
Т=60мин Sz=0,05-0,09 Sz=0,082 В=1,5мм t=0,5мм nст=1200об/мин Vст=62,8 мм/мин Тст=324,52мин Pz=249,66Н Мкр=50Н*м Ne=0,26кВт | ||||
|
26,27 |
Чистовое фрезерование поверхностей 13,14 |
Консольный вертикально-фрезерный станок |
Прорезная фреза D=40 Z=48 d=10 Материал режущей кромки-Р6М5 |
|
|
Т=60мин Sz=0,05-0,09 Sz=0,082 В=2мм t=2,5мм nст=1200об/мин Vст=37,68мм/мин Тст=280мин Pz=996,46Н Мкр=199,3Н*м Ne=0,61кВт | ||||
|
28,29 |
Чистовое шлифование поверхностей 3,4 |
Универсальный шлифовальный станок с прямоугольным столом |
Шлифовальный круг прямого профиля D=100 H=45 d=25 Материал круга-4А Зернистость 50 |
|
|
t=0,05мм S=8,4-12,6 S=10 Vз=15м/мин N=4,48кВт | ||||
|
30,31 |
Чистовое шлифование поверхностей 7,8 |
Универсальный шлифовальный станок с прямоугольным столом |
Шлифовальный круг прямого профиля D=25 H=20 d=10 Материал круга-4А Зернистость 40 |
|
|
t=0,05мм S=3,8-6 S=3,8 Vз=15м/мин N=2,07кВт | ||||
|
32,33 |
Чистовое шлифование поверхностей 9,10 |
Универсальный шлифовальный станок с прямоугольным столом |
Шлифовальный круг кругловогнутого фасонного профиля D=100 H=25 d=32 Материал круга-1А Зернистость 50 |
|
|
t=0,05мм S=3,2-4,8 S=3,48 Vз=15м/мин d=10 N=1,04кВт | ||||
|
34,35 |
Чистовое шлифование поверхностей 5,6 |
Универсальный шлифовальный станок с прямоугольным столом |
Шлифовальный круг прямого профиля D=25 H=20 d=10 Материал круга-4А Зернистость 40 |
|
|
t=0,05мм S=8,4-12,6 S=8,4 Vз=15м/мин N=4,48кВт | ||||
|
36 |
Чистовое шлифование поверхности 11 |
Универсальный шлифовальный станок с прямоугольным столом |
Шлифовальный круг прямого профиля D=100 H=45 d=25 Материал круга-4А Зернистость 50 |
|
|
t=0,05мм S=8-12 S=8 Vз=15м/мин N=3,75кВт | ||||